Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 97 -
Način delovanja: varjenje z oplaščeno elektrodo (MMA), varjenje TIG s
sprožitvijo obloka pri visoki frekvenci (TIG HF) in varjenje TIG s površinsko
sprožitvijo obloka (TIG LIFT).
6c
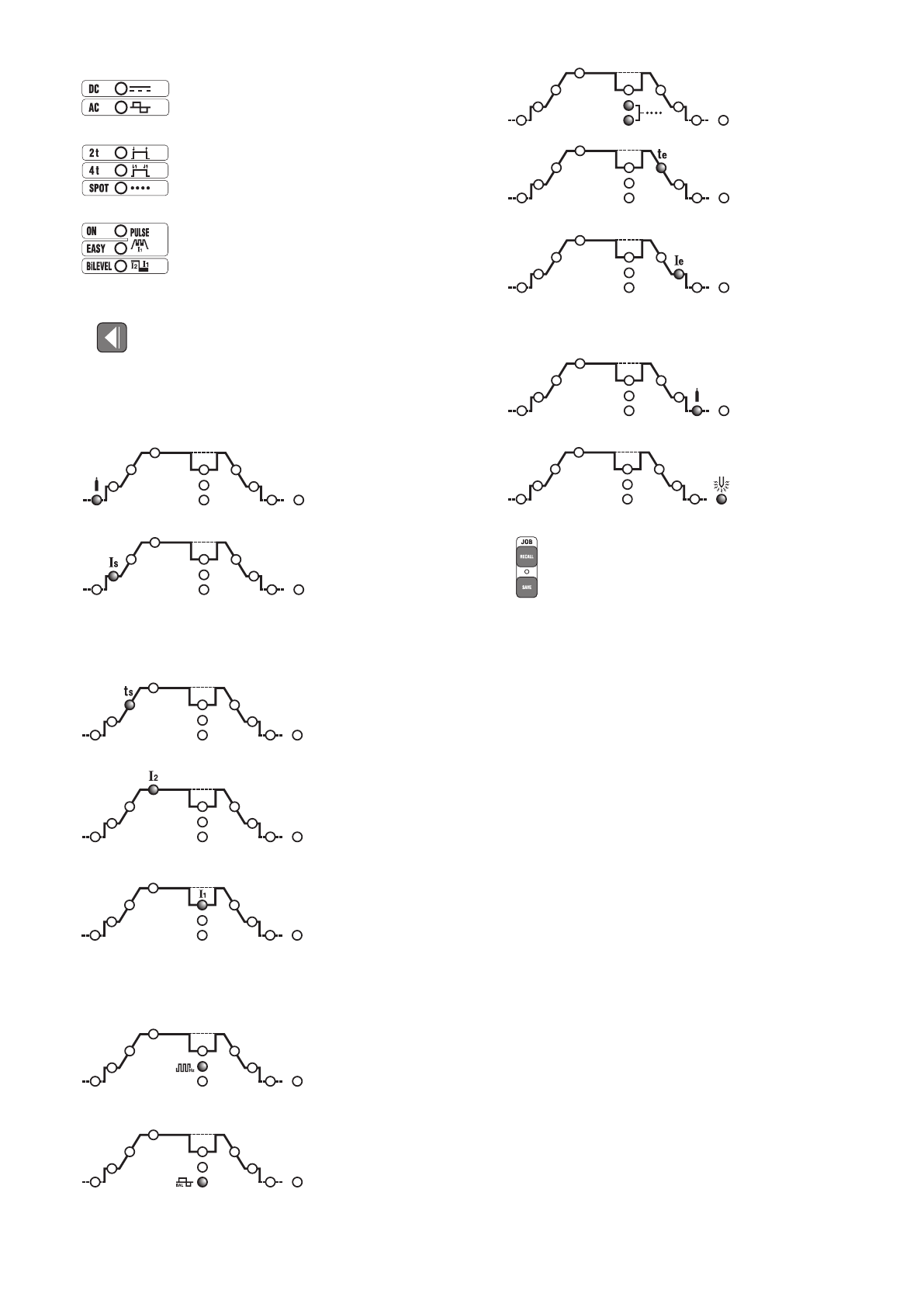
AC/DC
Način TIG omogoča izbiro med varjenjem z enosmerno napetostjo in varjenjem
z izmenično napetostjo (možnost je na voljo le pri modelih AC/DC).
6d
2T - 4T - SPOT
V načinu TIG je mogoče izbirati med krmiljenjem v 2 korakih, v 4 korakih ali s
časovnikom za točkovno varjenje (SPOT).
6e
PULSE - PULSE EASY - BiLEVEL
V načinu TIG omogoča izbiro med postopkom pulznega, vnaprej določenega
pulznega ali dvonivojskega varjenja. Ko so svetleče diode ugasnjene, to
pomeni, da je naprava v načinu standardnega varjenja.
7- Gumb za izbiro nastavitev.
Gumb
izbere nastavitev, ki se jo uravna z ročico kodirnika
(9)
;
vrednost in merska enota sta prikazani na zaslonu
(10)
in s svetlečo diodo
(11)
.
OPOMBA:
Nastavitve parametrov so proste. Vendar pa obstajajo kombinacije
varilnih vrednosti, ki nimajo praktičnega pomena pri varjenju; v takem primeru
varilni aparat morda ne bo pravilno deloval.
OPOMBA.: PONASTAVLJANJE VSEH TOVARNIŠKIH NASTAVITEV (RESET)
Če sočasno pritisnete gumbe (8), se med vklopom vsi parametri ponastavijo na
privzete vrednosti.
7a
PRE-GAS
Način TIG/HF predstavlja čas PRE-GAS v sekundah (uravnavanje od 0÷5 s).
To izboljša proženje varjenja.
7b
ZAČETNI TOK (I
START
)
V načinu TIG 2-koraka in SPOT je začetni tok IS, ki se vzdržuje za določen
čas, ko je gumb elektrodnega držala pritisnjen (nastavljanje v amperih).
V načinu TIG v 4 korakih predstavlja začetni tok Is, ki se vzdržuje za ves čas,
v katerem je pritisnjen gumb na elektrodnem držalu (nastavljanje v amperih).
V načinu MMA predstavlja previsok dinamični tok “HOT START” (nastavitev
0÷100%). Na zaslonu je prikazano povečanje v odstotkih glede na vnaprej
izbrano vrednost varilnega toka. Ta nastavitev izboljša pretok varjenja.
7c
ZAČETNA RAMPA (t
START
)
V načinu TIG predstavlja čas začetne rampe toka (od I
S
do I
2
) (nastavitev
0.1÷10 s.). V načinu OFF rampe ni.
7d
ZAČETNI TOK (I
2
)
V načinih TIG AC/DC, MMA predstavlja izhodni tok I
2
. V PULZNEM načinu
in načinu BI-LEVEL je tok na višjem nivoju (najvišjem). Parameter se meri v
amperih.
7e
OSNOVNI TOK - ARC FORCE
V načinu TIG v 4 korakih BI-LEVEL in PULZNEM, I
1
predstavlja vrednost toka,
ki se lahko izmenjuje z glavnim tokom I
2
med varjenjem. Vrednost je izražena
v amperih.
V načinu MMA predstavlja previsok dinamični tok “ARC FORCE” (uravnavanje
0÷100%); na zaslonu je navedba povečanja odstotka glede na vrednost
vnaprej izbranega varilnega toka. Ta nastavitev izboljša pretok varjenja in
preprečuje lepljenje elektrode na obdelovanec.
7f
FREKVENCA
V PULZNEM NAČINU TIG predstavlja frekvenco pulziranja. Za modele AC/DC
v načinu TIG AC (ko je pulziranje izključeno), predstavlja frekvenco varilnega
toka.
7g
IZRAVNAVANJE
V PULZNEM NAČINU TIG predstavlja ta parameter razmerje (v odstotkih)
med časom, v katerem je tok najvišji (glavni varilni tok), in časom popolnega
pulziranja. Poleg tega ta parameter pri modelih za izmenično/enosmerno
napetost v načinu TIG AC (ko je pulziranje izključeno) predstavlja razmerje
(v odstotkih) med časom, v katerem je polariteta toka pozitivna in teče iz NE-
(negativna elektroda), in skupnim časom izmeničnega toka. Večja je vrednost
NE-, večja je prodornost (nastavitev v %)
(TAB. 4)
.
7h
ČAS SPOT
V načinu TIG (SPOT) predstavlja trajanje varjenja (nastavitev 0.1÷10 s).
7k
KONČNA RAMPA (t
END
)
V načinu TIG predstavlja čas končne rampe toka (od I
2
do I
e
) (nastavitev
0.1÷10 s.). V načinu OFF rampe ni.
7l
KONČNI TOK (I
END
)
V načinu TIG v 2 korakih predstavlja končni tok I
e
, samo če je KONČNA
RAMPA
(7k)
nastavljena na vrednost, večjo od nič (>0.1 s).
V načinu TIG v 4 korakih predstavlja končni tok I
e
za ves čas, ko je pritisnjen
gumb na elektrodnem držalu.
Velikosti so izražene v amperih.
7m
POSTGAS
V načinu TIG predstavlja čas postgasa v sekundah (nastavitev 0.1÷25 s.) in
ščiti elektrodo in varilni krater pred oksidacijo.
7n
PREDOGREVANJE ELEKTRODE
V načinu TIG AC je ta vrednost produkt toka in časa predogrevanja elektrode
iz tungstena do vžiga obloka.
8- JOB
Tipki
“RECALL”
in
“SAVE”
za shranjevanje in priklic osebno prilagojenih
programov.
9- Ročica kodirnika za nastavitev varilnih parametrov, ki se izbirajo s tipko (7).
10-
Alfanumerični zaslonček.
11-
Rdeča svetleča dioda prikazuje mersko enoto.
12-
Zelena svetleča dioda prikazuje vključeno moč.
13-
LED za signalizacijo ALARMA (aparat je blokiran).
Ponoven vžig je samodejen, ko je odstranjen vzrok alarma.
Sporočila o alarmih, ki se prikažejo na zaslonu
(10)
:
- “AL1” :
poseg termične zaščite glavnega vezja.
- “AL2” :
poseg termične zaščite pomožnega vezja.
- “AL3” :
poseg zaščite pred prenapetostjo napajalne linije.
- “AL4” :
poseg zaščite pred prenizko napetostjo napajalne linije.
- ”AL5” :
poseg zaščite pred previsoko primarno temperaturo.
-
”AL6” :
poseg zaščite zaradi odsotnosti faze na napajalni liniji.
-
”AL7” :
preveč prahu v notranjosti varilnega aparata, povrnitev v prvotno
stanje z:
- čiščenjem notranjosti naprave;
- pritiskom na tipko na krmilni plošči.
-
”AL8” :
Pomožna napetost zunaj območja.
-
“AL9” :
poseg zaščite pred prenizkim tlakom tokokroga za vodno hlajenje
elektrodnega držala. Povrnitev v prvotno stanje ni samodejna.
Ko varilni aparat ugasnete, se lahko za nekaj sekund pojavi signalizacija
“OFF”
.
OPOMBA.: SHRANJEVANJE IN PRIKAZ ALARMOV
Pri vsakem alarmu se shranijo nastavitve aparata. Zadnjih 10 alarmov je mogoče
priklicati na naslednji način:
Za nekaj sekund pritisnite gumb
(6a)
“ODDALJENO KRMILJENJE”.
Na zaslonu se prikaže napis “AY.X”, pri čemer pomeni “Y” številko alarma (A0
najnovejši, A9 najstarejši), “X” pa pomeni tip zabeleženega alarma (od 1 do 8,
glejte AL1 ... AL8).
4.3 SHRANJEVANJE IN PRIKLIC OSEBNO PRILAGOJENIH PROGRAMOV
Uvod
Varilni aparat omogoča shranjevanje (SAVE) osebno nastavljenih programov za delo,
ki se nanašajo na nabor parametrov, veljavnih za določeno varjenje. Vsak osebno
prilagojeni program je mogoče tudi priklicati (RECALL) v katerem koli trenutku, tako da
ima uporabnik na voljo “pripravljen” varilni aparat za določeno delo, ki ga je že vnaprej
optimiziral. Varilni aparat omogoča shranjevanje 9 osebno prilagojenih programov.
Postopek za shranjevanje (SAVE)
Ko optimalno nastavite varilni aparat za določeno varjenje, nadaljujte, kot sledi (
slika
D2
):
a) Pritisnite tipko
(8)
“SAVE” za 3 sekunde.
b) Na zaslonu
(10)
se pojavi “S_” in številka med 1 in 9.
c) Z vrtenjem ročice
(9)
izberite številko, na katero bi radi shranili program.
d) Še enkrat pritisnite tipko
(8)
“SAVE”:
- če tipko “SAVE” pritisnete za več kakor 3 sekunde, se program pravilno shrani in
pojavi se napis “YES”;
- če tipko “SAVE” pritisnete za manj kakor 3 sekunde, se program ne shrani in pojavi
se napis “ne”.
Postopek priklica (RECALL)
Naredite, kot sledi (glejte
sliko D2
):
a) Pritisnite tipko
(8)
“RECALL” za 3 sekunde.
b) Na zaslonu
(10)
se pojavi “r_” in številka med 1 in 9.
c) Z vrtenjem ročice
(9)
izberite številko, na kateri je shranjen program, ki ga želite
uporabljati.
d) Še enkrat pritisnite tipko
(8)
“RECALL”:





