Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 11 -
targa caratteristiche col seguente significato:
1-
Grado di protezione dell’involucro.
2-
Simbolo della linea di alimentazione:
1~: tensione alternata monofase;
3~: tensione alternata trifase.
3-
Simbolo
S
: indica che possono essere eseguite operazioni di saldatura in un
ambiente con rischio accresciuto di shock elettrico (es. in stretta vicinanza di grandi
masse metalliche).
4-
Simbolo del procedimento di saldatura previsto.
5-
Simbolo della struttura interna della saldatrice.
6-
Norma EUROPEA di riferimento per la sicurezza e la costruzione delle saldatrici ad
arco.
7-
Numero di matricola per l’identificazione della
saldatrice (indispensabile per
assistenza tecnica, richiesta ricambi, ricerca origine del prodotto).
8-
Prestazioni del circuito di saldatura:
- U
0
:
tensione massima a vuoto.
- I
2
/U
2
:
Corrente e tensione corrispondente normalizzata che possono venire
erogate dalla saldatrice durante la saldatura.
- X :
Rapporto d’intermittenza: indica il tempo durante il quale la saldatrice può
erogare la corrente corrispondente (stessa colonna). Si esprime in %, sulla base
di un ciclo di 10 minuti (es. 60% = 6 minuti di lavoro, 4 minuti sosta e così via).
Nel caso i fattori d’utilizzo (riferiti a 40°C ambiente) vengano superati, si
determinerà l’intervento della protezione termica (la saldatrice rimane in stand-
by finché la sua temperatura non rientra nei limiti ammessi).
- A/V-A/V:
Indica la gamma di regolazione della corrente di saldatura (minimo -
massimo) alla corrispondente tensione d’arco.
9-
Dati caratteristici della linea di alimentazione:
- U
1
:
Tensione alternata e frequenza di alimentazione della saldatrice(limiti
ammessi ±10%):
- I
1 max
:
Corrente massima assorbita dalla linea.
- I
1eff
:
Corrente effettiva di alimentazione.
10-
:Valore dei fusibili ad azionamento ritardato da prevedere per la protezione
della linea.
11-
Simboli riferiti a norme di sicurezza il cui significato è riportato nel capitolo 1
“Sicurezza generale per la saldatura ad arco”.
Nota: L’esempio di targa riportato è indicativo del significato dei simboli e delle cifre;
i valori esatti dei dati tecnici della saldatrice devono essere rilevati direttamente sulla
targa della saldatrice stessa.
3.2 ALTRI DATI TECNICI
- SALDATRICE: vedi tabella (TAB.1).
- TORCIA:
vedi tabella (TAB.2).
Il peso della saldatrice è riportato in tabella 1 (TAB. 1).
4. DESCRIZIONE DELLE SALDATRICI
4.1 SCHEMA A BLOCCHI
La saldatrice è costituita essenzialmente da moduli di potenza e di controllo
realizzati su circuiti stampati ed ottimizzati per ottenere massima affidabilità e ridotta
manutenzione.
Questa saldatrice è controllata da un microprocessore che permette di impostare un
elevato numero di parametri per consentire una saldatura ottimale in ogni condizione
e su ogni materiale. E’ necessario però, per utilizzarne appieno le caratteristiche,
conoscerne le possibilità operative.
Descrizione (FIG. B)
1- Ingresso linea di alimentazione monofase, gruppo raddrizzatore e
condensatori di livellamento.
2- Ponte switching a transistors (IGBT)
e drivers;
commuta la tensione di linea
raddrizzata in tensione alternata ad alta frequenza ed effettua la regolazione della
potenza in funzione della corrente/tensione di saldatura richiesta.
3- Trasformatore ad alta frequenza;
l’avvolgimento primario viene alimentato con la
tensione convertita dal blocco 2; esso ha la funzione di adattare tensione e corrente
ai valori necessari al procedimento di saldatura ad arco e contemporaneamente di
isolare galvanicamente il circuito di saldatura dalla linea di alimentazione.
4- Ponte raddrizzatore secondario con induttanza di livellamento;
commuta
la tensione / corrente alternata fornita dall’avvolgimento secondario in corrente /
tensione continua a bassissima ondulazione.
5- Ponte switching a transistors (IGBT) e drivers;
trasforma la corrente di uscita al
secondario da DC ad AC per la saldatura TIG AC (se previsto).
6- Elettronica di controllo e regolazione;
controlla istantaneamente il valore della
corrente di saldatura e lo confronta con il valore impostato dall’operatore; modula
gli impulsi di comando dei drivers degli IGBT che effettuano la regolazione.
7- Logica di controllo del funzionamento della saldatrice:
imposta i cicli di
saldatura, comanda gli attuatori, supervisiona i sistemi di sicurezza.
8- Pannello di impostazione
e visualizzazione dei parametri e dei modi di
funzionamento.
9-
Generatore innesco HF
(se previsto).
10 - Elettrovalvola gas protezione EV.
11 - Ventilatore di raffreddamento della saldatrice.
12 - Regolazione a distanza.
4.2 DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNESSIONE
4.2.1 Pannello posteriore (FIG. C)
1-
Cavo di alimentazione (2P + T (Monofase)), (3P + T (Trifase)).
2-
Interruttore generale O/OFF - I/ON.
3-
Raccordo per collegamento tubo gas (riduttore pressione bombola - saldatrice).
4-
Connettore per comandi a distanza:
E’ possibile applicare alla saldatrice, tramite apposito connettore a 14 poli presente
sul retro, 3 tipi diversi di comando a distanza. Ciascun dispositivo viene riconosciuto
automaticamente e permette di regolare i seguenti parametri:
- Comando a distanza con un potenziometro:
ruotando la manopola del potenziometro si varia la corrente principale dal minimo
al massimo. La regolazione della corrente principale è esclusiva del comando a
distanza.
- Comando a distanza a pedale:
il valore della corrente viene determinato dalla posizione del pedale. In modo
TIG 2 TEMPI, inoltre, la pressione del pedale agisce da comando di start per la
macchina al posto del pulsante torcia.
- Comando a distanza con due potenziometri:
il primo potenziometro regola la corrente principale. Il secondo potenziometro
regola un’altro parametro che dipende dal modo di saldatura attivo. Ruotando
tale potenziometro viene visualizzato il parametro che si sta variando (che non
è più controllabile con la manopola del pannello). Il significato del secondo
potenziometro è: ARC FORCE se in modo MMA e RAMPA FINALE se in modo
TIG.
4.2.2 Pannello anteriore FIG. D1
1-
Presa rapida positiva (+) per connettere cavo di saldatura.
2-
Presa rapida negativa (-) per connettere cavo di saldatura.
3-
Connettore per collegamento cavo pulsante torcia.
4-
Raccordo per collegamento tubo gas della torcia TIG.
5-
Pannello comandi.
6-
Pulsanti di selezione modi di saldatura:
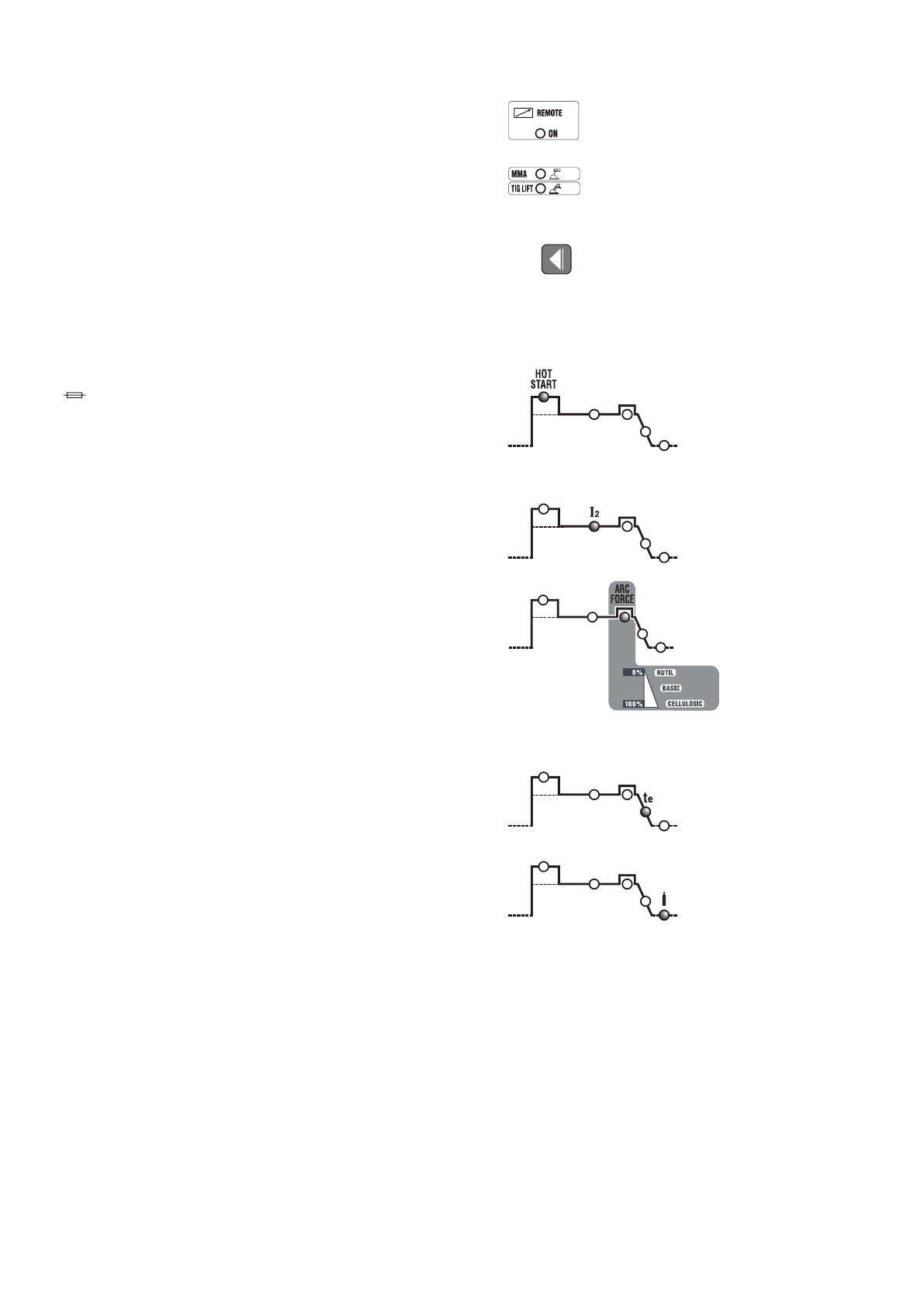
6a
COMANDO REMOTO
Permette di trasferire il controllo dei parametri di saldatura al comando a
distanza.
6b
MMA - TIG LIFT
Modo di funzionamento: saldatura ad elettrodo rivestito (MMA), e saldatura
TIG con innesco dell’ arco a contatto ( TIG LIFT ).
7- Pulsante di selezione parametri da impostare.
Il pulsante
seleziona il parametro da regolare con la manopola Encoder
(8)
;
il valore e l’unità di misura sono visualizzati rispettivamente dai display
(10)
e led
(9)
.
N.B.:
L’impostazione dei parametri è libera. Esistono tuttavia delle combinazioni
di valori che non hanno alcun significato pratico per la saldatura; in tal caso la
saldatrice potrebbe non funzionare correttamente.
N.B.:
REIMPOSTAZIONE DI TUTTI I PARAMETRI DI FABBRICA (RESET)
Premendo il pulsante
(7)
alla accensione
si riportano al valore di default tutti i
parametri di saldatura.
7a
HOT START
In modo MMA rappresenta la sovracorrente iniziale “HOT START” (regolazione
0÷100) con indicazione sul display dell’incremento percentuale rispetto al
valore della corrente di saldatura selezionata. Questa regolazione migliora la
partenza.
7b
CORRENTE PRINCIPALE (I
2
)
In modo TIG, MMA rappresenta la corrente di saldatura, misurata in Ampere.
7c
ARC-FORCE
In modo MMA rappresenta la sovracorrente dinamica “ARC-FORCE”
(regolazione 0÷100%) con indicazione sul display dell’incremento percentuale
rispetto il valore della corrente di saldatura preselezionata. Questa regolazione
migliora la fluidità della saldatura, evita l’incollamento dell’elettrodo al pezzo e
permette l’uso di diversi tipi di elettrodi.
7d
RAMPA FINALE (t
e
)
In modo TIG rappresenta il tempo della rampa finale (regolazione 0.1÷10sec.);
evita il cratere finale del cordone di saldatura (da I
2
a 0).
7e
POSTGAS
In modo TIG rappresenta il tempo di postgas in secondi (regolazione
0.1÷25sec.); protegge elettrodo e bagno di fusione dall’ossidazione.
8-
Manopola encoder per l’impostazione dei parametri di saldatura selezionabili con
il tasto
(7)
.
9-
Led rosso, indicazione unità di misura.
10-
Display alfanumerico.
11-
LED di segnalazione ALLARME (la macchina è bloccata).
Il ripristino è automatico alla cessazione della causa d’allarme.
Messaggi di allarme indicati sul display
(10)
:
- ”AL1” :
intervento protezione termica del circuito primario.
- ”AL2” :
intervento protezione termica del circuito secondario.
- ”AL3” :
intervento protezione per sovratensione della linea di alimentazione.
- ”AL4” :
intervento protezione per sottotensione della linea di alimentazione.
- ”AL5” :
intervento protezione sovratemperatura primaria.
-
”AL6” :
intervento protezione per mancanza fase della linea di alimentazione.
-
”AL7” :
eccessivo deposito di polvere interno alla saldatrice, ripristino con:
- pulizia interna della macchina;
- tasto display del pannello di controllo.
-
”AL8” :
Tensione ausiliaria fuori range.
Allo spegnimento della saldatrice può verificarsi, per alcuni secondi, la
segnalazione
”OFF”
.
N.B.: MEMORIZZAZIONE E VISUALIZZAZIONE DEGLI ALLARMI
Ad ogni allarme sono memorizzate le impostazioni della macchina. È possibile
richiamare gli ultimi 10 allarmi come segue:
Premere per qualche secondo il pulsante
(6a)
“COMANDO REMOTO”.
Sul display compare la scritta “AY.X” dove “Y” indica il numero dell’allarme (A0 più
recente, A9 più datato) e “X” indica il tipo di allarme registrato (da 1 a 8, vedi AL1
... AL8).
12-
Led verde, potenza accesa.





