Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 72 -
-
”AL6” :
a tápvonal fázisának hiányával szembeni védelem beavatkozása.
-
”AL7” :
túl sok por lerakódása a hegesztőgép belsejében, a helyreállításhoz:
- a gép belső tisztítása;
- ellenőrző panel kijelző gombja.
-
”AL8” :
Segédfeszültség tartományon kívül.
A hegesztőgép kikapcsolásakor néhány másodpercig feltűnhet az
“OFF”
kijelzés.
MEGJ.: A VÉSZJELZÉSEK MEMORIZÁLÁSA ÉS MEGJELENÍTÉSE
Minden vészjelzésnél memorizálva vannak a gép beállításai. Be lehet hívni az
utolsó 10 vészjelzést az alábbiak szerint:
Nyomja be néhány másodpercre a “TÁVOLI VEZÉRLÉS” gombot
(6a)
.
A kijelzőn megjelenik az “AY.X” felirat, ahol az “Y” a vészjelzés számát jelöli (A0
legutóbbi, A9 legrégebbi) és az “X” a regisztrált vészjelzés típusát jelöli (1-től 8-ig,
lásd AL1…AL8).
12-
Zöld led, bekapcsolt teljesítmény.
4.2.3 Elülső panel D2 ÁBRA
1-
Pozitív gyorscsatlakozó aljzat (+) a hegesztőkábel csatlakoztatásához.
2-
Negatív gyorscsatlakozó aljzat (-) a hegesztőkábel csatlakoztatásához.
3-
Csatlakozódugó a hegesztőpisztoly gomb kábelének csatlakoztatásához.
4-
Csatlakozó cső a TIG hegesztőpisztoly gázcsövének csatlakoztatásához.
5-
Vezérlőpanel.
6-
Hegesztési módokat kiválasztó gombok:
6a
TÁVOLI VEZÉRLÉS
Lehetővé teszi a hegesztési paraméterek ellenőrzésének átvitelét a
távszabályozóba.
6b
TIG - MMA
Üzemmód: bevont elektródás hegesztés (MMA), TIG hegesztés
nagyfrekvenciás ívgyújtással (TIG HF) és TIG hegesztés érintéses ívgyújtással
(TIG LIFT).
6c
AC/DC
A TIG üzemmódban lehetővé teszi az egyenáramú hegesztés (DC) és a
váltóáramú hegesztés (AC) közötti választást (csak az AC/DC modelleknél
meglévő működés).
6d
2T - 4T - SPOT
A TIG üzemmódban lehetővé teszi a 2 ütemű, 4 ütemű vagy a ponthegesztő
időkapcsolóval (SPOT) működő vezérlés közötti választást.
6e
PULSE - PULSE EASY - BiLEVEL
A TIG üzemmódban lehetővé teszi a pulzált, az előre meghatározott pulzált
vagy bi-level hegesztési folyamat közötti választást. A kialudt ledek a standard
hegesztési folyamatnak felelnek meg.
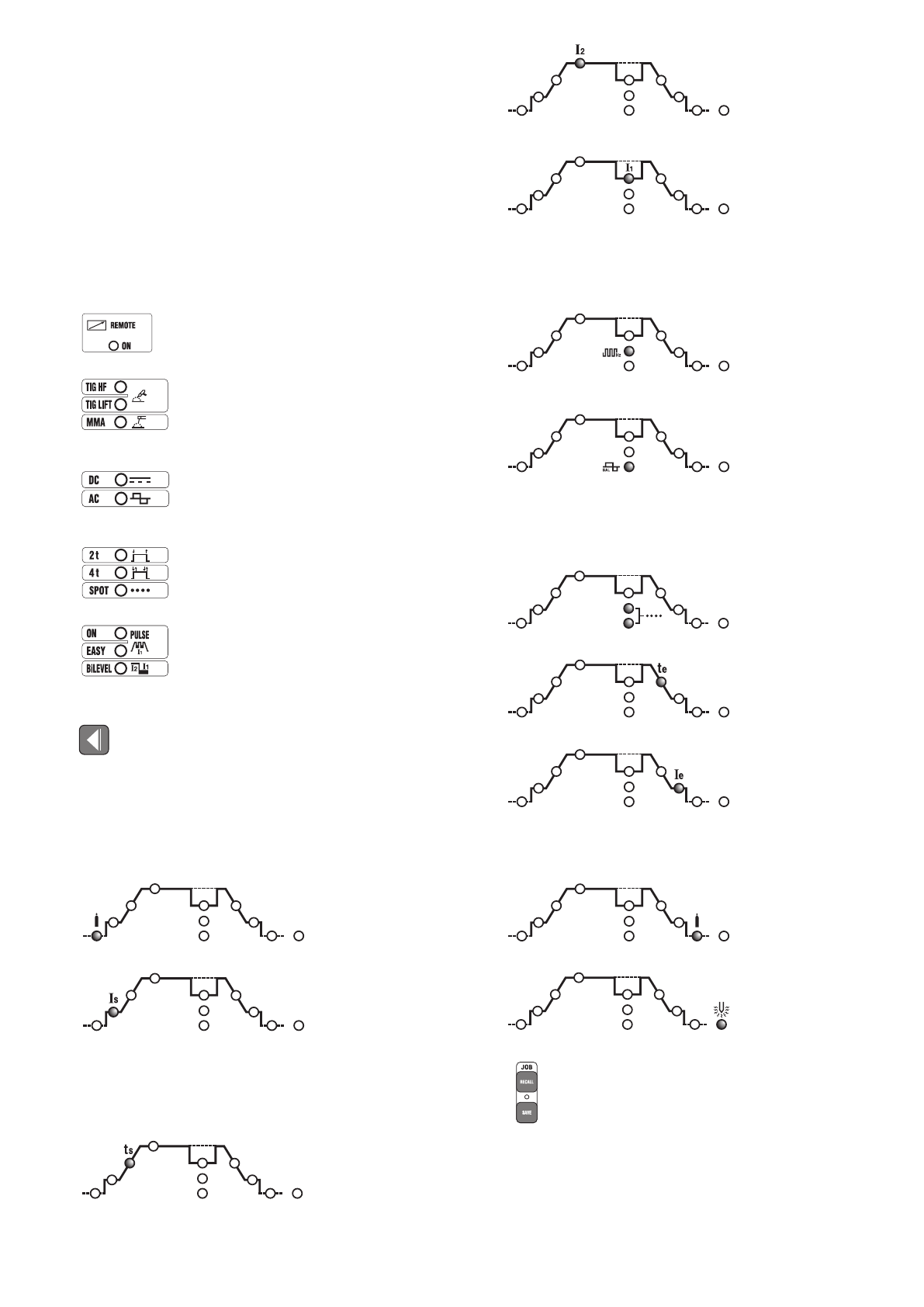
7- Beállítandó paramétereket kiválasztó gomb.
A
gomb kiválasztja a Kódoló szabályozó gombbal
(9)
beállítandó
paramétert;
az érték és a mértékegység megjelenítése a kijelzők
(10)
és ledek
(11)
segítségével
történik meg.
MEGJ.:
A paraméterek beállítása szabadon végezhető. Mindazonáltal léteznek
olyan értékkombinációk, amelyeknek semmilyen gyakorlati jelentésük nincs a
hegesztés szempontjából; ilyen esetben a hegesztőgép esetleg nem helyesen
működik.
MEGJ.: MINDEN GYÁRI PARAMÉTER VISSZAÁLLÍTÁSA (REZET)
A (8) gombok egyidejű benyomásával a bekapcsolásnál visszaáll minden
hegesztési paraméter az alapértelmezési értékre.
7a
ELŐGÁZ
A TIG/HF üzemmódban az ELŐGÁZ időt jelenti másodpercekben (szabályozás
0÷5 mperctől). Javítja a hegesztés indítását.
7b
KEZDŐÁRAM (I
START
)
A 2 ütemű TIG és SPOT üzemmódban az I
S
kezdőáramot jelenti egy fix időre
megtartva a benyomott hegesztőpisztollyal (szabályozás Amperben).
A 4 ütemű TIG üzemmódban az Is kezdőáramot jelenti, amely mindaddig
megtartott, amíg a hegesztőpisztoly gombja be van nyomva (szabályozás
Amperben).
Az MMA üzemmódban a “HOT START” dinamikus túláramot jelenti
(szabályozás 0÷100%). Jelzi a kijelzőn a százalékos növekedést az előre
kiválasztott hegesztőáram értékéhez képest. Ez a szabályozás javítja a
hegesztés folytonosságát.
7c
KEZDETI ÁRAMFELFUTÁS (t
START
)
A TIG üzemmódban a kezdeti áramfelfutás idejét jelenti (I
S
-től I
2
-ig)
(szabályozás 0.1÷10mperc). Az OFF-ban felfutás nincs jelen.
7d
FŐÁRAM (I
2
)
A TIG AC/DC és MMA üzemmódban az I
2
kimeneti áramot jelenti. A PULZÁLT
és BI-LEVEL üzemmódban a legmagasabb szintű áram (maximum). A
paraméter Amperben van mérve.
7e
ALAPÁRAM – ARC FORCE
BI-LEVEL és PULZÁLT, 4 ütemű TIG üzemmódban az I
1
azt az áramértéket
jelenti, amely az I
2
főáramot felválthatja a hegesztés folyamán. Az érték
Amperben van kifejezve.
Az MMA üzemmódban az “ARC-FORCE” dinamikus túláramot jelenti
(szabályozás 0÷100%), jelezve a kijelzőn a százalékos növekedést az előre
kiválasztott hegesztőáram értékéhez képest. Ez a szabályozás javítja a
hegesztés folytonosságát és megakadályozza az elektróda munkadarabhoz
való letapadását.
7f
FREKVENCIA
A PULZÁLT TIG üzemmódban a pulzálási frekvenciát jelenti. Az AC/DC
modelleknél, a TIG AC üzemmódban (kikapcsolt pulzálásnál) a hegesztőáram
frekvenciáját jelenti.
7g
BALANCE
A PULZÁLT TIG üzemmódban azt az arányt jelenti (százalékban), amely a
magasabb szinten lévő áram ideje (fő hegesztőáram) és a teljes pulzálási
periódus között fennáll. Ezenkívül az AC/DC modelleknél, a TIG AC
(kikapcsolt pulzálásnál) üzemmódban az ismertetett paraméter azt az
arányt jelzi (százalékban), amely a negatív elektródából kimenő áram pozitív
polaritásának ideje és a váltakozó áram teljes periódusa között fennáll. Minél
nagyobb a negatív elektróda érték, annál nagyobb a hegesztés penetrációja
(szabályozás %-ban)
(4. TÁBL.)
.
7h
SPOT IDŐ
A TIG (SPOT) üzemmódban a hegesztés időtartamát jelenti (szabályozás
0.1÷10mperc.)
7k
VÉGSŐ ÁRAMLEFUTÁS (t
END
)
A TIG üzemmódban a végső áramlefutás idejét jelenti (I
2
-től I
e
-ig) (szabályozás
0.1÷10mperc). Az OFF-ban lefutás nincs jelen.
7l
VÉGÁRAM (I
END
)
A 2 ütemű TIG üzemmódban a végáramot jelenti csak akkor, ha a VÉGSŐ
ÁRAMLEFUTÁS
(7k)
egy nullánál nagyobb értékre van beállítva (>0.1
mperc.).
A 4 ütemű TIG üzemmódban a végáramot jelenti arra a teljes időre, amíg a
hegesztőpisztoly gombja be van nyomva.
A mértékek Amperben vannak kifejezve.
7m
UTÓGÁZ
A TIG üzemmódban az UTÓGÁZ időt jelenti másodpercekben (szabályozás
0.1÷25mperc.) és védi az elektródát és az ömledékfürdőt az oxidációtól.
7n
ELEKTRÓDA ELŐMELEGÍTÉS
A TIG AC üzemmódban az áram x a Tungsten elektróda előmelegítési ideje az
ívgyújtáskor szorzatával előállított értékét jelenti.
8- JOB
“RECALL”
és
“SAVE”
gombok a személyes programok memorizálásához és
behívásához.
9- Kódoló szabályozógomb a (7) érintőgombbal kiválasztható hegesztési
paraméterek beállításához.
10-
Alfanumerikus kijelző.
11-
Piros led, mértékegység jelzése.
12-
Zöld led, bekapcsolt teljesítmény.
13-
VÉSZHELYZET kijelző LED (a gép leblokkolt).
A helyreállítás automatikus a vészhelyzet okának megszüntetése pillanatában.
A kijelzőn megjelenő vészjelző üzenetek
(10)
:
- ”AL1” :
a primer áramkör termikus védelmének beavatkozása.
- ”AL2” :
a szekunder áramkör termikus védelmének beavatkozása.





