Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 71 -
- Argon palaci illesztő egység.
- Feszültségcsökkentő.
- TIG hegesztő fáklya.
- Önárnyékoló hegesztőmaszk: fix és szabályozható szűrővel.
- Földcsatlakozóval kiegészített hegesztőáram visszavezető kábel.
- 1 potenciométeres kézi távvezérlés.
- 2 potenciométeres kézi távvezérlés.
- Pedálos távvezérlés.
- Gázcsatlakozó és gázcső az Argon palackhoz történő bekötéshez.
3. MŰSZAKI ADATOK
3.1 ADAT-TÁBLA
A hegesztőgép használatára és teljesítményére vonatkozó minden alapvető adat a
jellemzők táblázatában van feltüntetve a következő jelentéssel:
A Ábr.
1-
A burkolat védelmének foka.
2-
Az áramellátás vezetékének jele:
1~: egyfázisú változó feszültség;
3~: háromfázisú változó feszültség;
3- S:
Azt jelöli, hogy végrehajtásra kerülhetnek hegesztési műveletek olyan
környezetben is, ahol az áramütés megnövelt veszélye áll fenn (pl. nagy
fémtümegek közvetlen közelében).
4-
A tervezett hegesztés folyamatának jele.
5-
A hegesztőgép belső szerkezetének jele.
6-
Az ívhegesztőgépek biztonságára és gyártására vonatkozó EURÓPAI norma.
7-
A hegesztőgépek azonosítását szolgáló lajstromjel (nélkülözhetetlen a múszaki
sagelynyújtáshoz, cserealkatrészek igényének benyujtásához, a termék eredetének
felkutatásához).
8-
A hegesztés áramkörének teljesítményei:
-
U
0
: maximális üresjárási feszültség.
-
I
2
/U
2
: az áram és a megfelelő feszültség, melyet a hegesztőgép szolgáltathat a
hegesztés során, normalizált.
-
X
: a kihagyás aránya: azt az időt jelzi, mely alatt a hegesztőgép megfelelő áramot
képes szolgáltatni (azonos oszlop). %-ban kerül kifejezésre 10 perces időkör
alapján (pl. 60% = 6 perc munka, 4 perc megszakítás; és így tovább).
Abban az esetben, ha a kihasználási faktorok (40C-os körnezetben) meghaladásra
kerülnek hővédelmi beavatkozás kerül meghatározásra (a hegesztőgép stand-by
marad egészen addig, amíg hőmérséklete nem tér vissza a megengedett határig).
-
A/V-A/V
: a hegesztési áramnak (minimum-maximum) az ív megfelelő
feszültségéhez való szabályozási tartományát mutatja.
9-
Az áramellátási vezeték jellemzőinek adatai:
-
U
1
:
A hegesztőgép áramellátásának változó feszültsége és frekvenciája
(megengedett határ ±10%).
-
I
1 max
:
Az áramellátási vezetékből maximálisan elnyert áram.
-
I
1eff
:
A ténylegesen adagolt áram.
10-
: A késleltetett működésű olvadóbiztosítékok azon értéke, mely a
vezeték védelméhez irányzandó elő.
11-
Azon biztonsági normára vonatkoztatott jelek, melyek jelentését az 1. fejezet “Az
ívhegesztés általános biztonsága” tartalmazza.
Megjegyzés: A feltüntetett táblában szereplő jelek és számok fiktívek, az önök
tulajdonában álló hegesztőgép pontos értékei és műszaki adatai a hegesztőgép
tábláján láthatók.
3.2 EGYÉB MŰSZAKI ADATOK
- HEGESZTŐGÉP: ld. az 1. táblát (1.sz. TÁBLA).
- FÁKLYA: ld. a 2. táblát (2.sz. TÁBLA).
A hegesztőgép súlyát az 1. tábla tünteti fel (1.sz. TÁBLA).
4. A HEGESZTŐ BEMUTATÁSA
4.1 RÉSZEGYSÉGEK VÁZLATA
A hegesztő alapvetően optimizált nyomtatott áramkörös teljesítmény modulokból
áll, melyeket a magas fokú megbízhatóság és a csökkentett karbantartási munkák
érdekében hoztak létre.
Ezt a hegesztőgépet egy mikroprocesszor vezérli, amely lehetővé teszi a paraméterek
nagy számának beállítását bármilyen feltétel mellett és minden alapanyagon történő
hegesztés biztosításához. Azonban a karakterisztikák teljeskörű kihasználásához az
operatív lehetőségek ismerete szükséges.
(B. ÁBRA)
1-
Egyfázisú tápegységvonal bemenet, egyenirányító gépcsoport és kiegyenlítő
kondenzátorok.
2-
Switching a transistors híd (IGBT) e drivers; a kiegyenlített áramfeszültséget
magas frekvenciájú váltóáramfeszültséggé változtatja és a teljesítményt a kért
hegesztőáram/feszültség függvényében szabályozza.
3-
Magas frekvenciájú transzformátor: az elsődleges tekercselés a 2. blokkból
konvertált feszültség által kerül üzemelésre; ennek elsődleges funkciója a
feszültségnek és az áramerősségnek az ívhegesztés folyamatához szükséges
értékekhez való megfeleltetésében van, s ugyanakkor galvánszigeteléssel izolálja
a hegesztőáramkört az áramforrás vonalától.
4-
Másodlagos egyenirányító híd kiegyenlítő induktivitással: a másodlagos
tekercselésből származó váltóáramot/feszültséget alacsony ingadozású
egyenárammá/feszültséggé változtatja át.
5- Tranzisztoros switching mérőhíd (IGBT) és driver-ek;
átalakítja a szekunderhez
kimenő áramot DC-ről AC-ra a TIG AC hegesztéshez (ha jelen vannak).
6- Ellenőrző és szabályozó elektronika;
azonnal ellenőrzi a hegesztőáram
értékét és azt összehasonlítja a kezelő által beállított értékkel; modulálja az IGBT
meghajtók vezérlő impulzusait, amelyek a szabályozást végzik.
7- A hegesztőgép működését ellenőrző logika:
beállítja a hegesztési ciklusokat,
az aktuátorokat vezérli, felülvizsgálja a biztonsági rendszereket.
8- Beállítási
valamint a paramétereket és üzemmódokat megjelenítő
panel.
9- Generátor HF ívgyújtáshoz
(ha jelen vannak).
10- EV védőgáz elektroszelep.
11- Hegesztőgép hűtőventilátor.
12- Távszabályozás.
4.2 AZ ELLENŐRZÉS, SZABÁLYOZÁS ÉS ÖSSZEKAPCSOLÁS EGYSÉGEI
4.2.1 Hátsó panel (C ÁBRA)
1-
Tápkábel 2Pines + (P.E.) (1~) vagy 3Pines + (P.E.) (3~).
2-
O/OFF - I/ON főkapcsoló.
3-
Csatlakozás a gázcső bekötéséhez (palack nyomáscsökkentő hegesztőgép).
4-
Csatlakozó a távvezérléshez:
Lehetséges a hegesztőhöz különböző típusú távirányítókat használni, a hátsó
oldalán jelenlevő 14 pólusú csatlakozó segítségével. Minden berendezés
automatikusan felismerésre kerül, s lehetőséget ad a következő paraméterek
szabályozására:
- Egy potencióméterrel történő távirányítás:
a potencióméter gombját elforgatva a főáram abszolút legkisebb és
legnagyobb értéke változtatható. A főáram szabályozás a távirányító
kizárólagos hatásköre.
- Pedálos távirányítás:
az áram erőssége a pedál helyzete alapján kerül meghatározásra (a
központi potencióméter legkisebb és legnagyobb beállított értéke között). 2
KÉTÜTEMU TIG üzemmódban a pedál benyomása a gép indítógombjaként
szolgál a fáklya nyomógombja helyén (ha jelen van).
- Távvezérlés két potenciométerrel:
az első potenciométer a főáramot szabályozza. A második potenciométer egy
másik paramétert szabályoz, amely az aktív hegesztési üzemmódtól függ. E
potenciométer elforgatásával megjelenik az épp változásban lévő paraméter
(amely a panel szabályozógombjával már nem ellenőrizhető). A második
potenciométer jelentése: ARC FORCE, ha MMA üzemmódban és VÉGSŐ
ÁRAMLEFUTÁS, ha TIG üzemmódban van.
4.2.2 Elülső panel D1 ÁBRA
1-
Pozitív gyorscsatlakozó aljzat(+) a hegesztőkábel csatlakoztatásához.
2-
Negatív gyorscsatlakozó aljzat(-) a hegesztőkábel csatlakoztatásához.
3-
Csatlakozódugó a hegesztőpisztoly gomb kábelének csatlakoztatásához.
4-
Csatlakozó cső a TIG hegesztőpisztoly gázcsövének csatlakoztatásához.
5-
Vezérlőpanel.
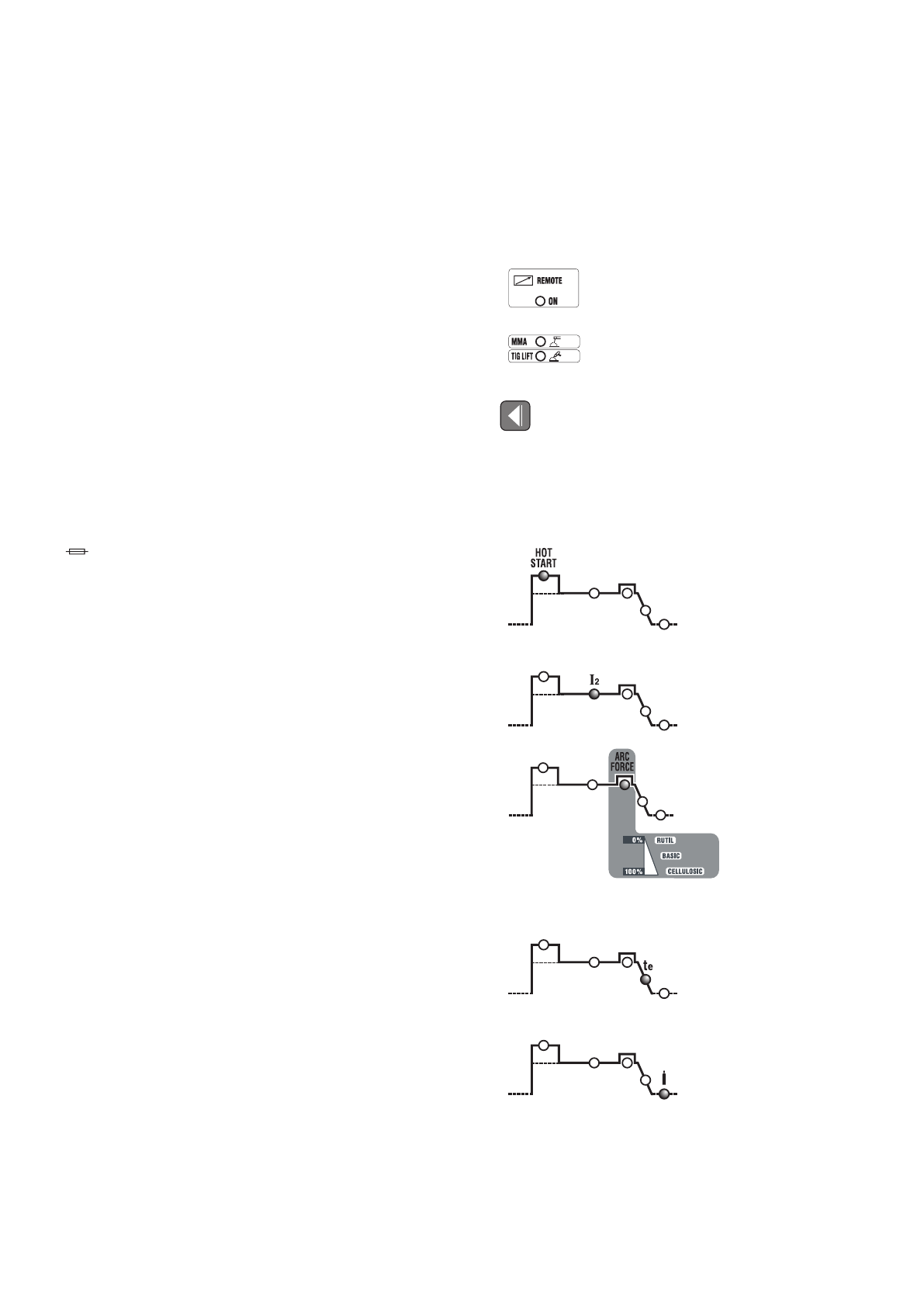
6-
Hegesztési módokat kiválasztó gombok:
6a
TÁVOLI VEZÉRLÉS
Lehetővé teszi a hegesztési paraméterek ellenőrzésének átvitelét a
távszabályozóba.
6b
MMA-TIG LIFT
Üzemmód: bevont elektródás hegesztés (MMA), és TIG hegesztés érintéses
ívgyújtással (TIG LIFT).
7- Beállítandó paramétereket kiválasztó gomb.
A
gomb kiválasztja a Kódoló szabályozó gombbal
(8)
beállítandó paramétert;
az érték és a mértékegység megjelenítése a kijelzők
(10)
és ledek
(9)
segítségével
történik meg.
MEGJ.:
A paraméterek beállítása szabadon végezhető. Mindazonáltal léteznek
olyan értékkombinációk, amelyeknek semmilyen gyakorlati jelentésük nincs a
hegesztés szempontjából; ilyen esetben a hegesztőgép esetleg nem helyesen
működik.
MEGJ.: MINDEN GYÁRI PARAMÉTER VISSZAÁLLÍTÁSA (REZET)
A
(7)
gomb benyomásával a bekapcsolásnál visszaáll minden hegesztési
paraméter az alapértelmezési értékre.
7a
HOT START
Az MMA üzemmódban a “HOT START” a kezdeti túláramot jelenti (szabályozás
0÷100), jelezve a kijelzőn a százalékos növekedést a kiválasztott hegesztőáram
értékéhez képest. Ez a szabályozás javítja az indítást.
7b
FŐÁRAM (I
2
)
A TIG, MMA üzemmódban az Amperben mért hegesztőáramot jelenti.
7c
ARC-FORCE
Az MMA üzemmódban az “ARC-FORCE” dinamikus túláramot jelenti
(szabályozás 0÷100%), jelezve a kijelzőn a százalékos növekedést az előre
kiválasztott hegesztőáram értékéhez képest. Ez a szabályozás javítja a
hegesztés folytonosságát, megakadályozza az elektróda munkadarabhoz
való letapadását és lehetővé teszi különféle típusú elektródák használatát.
7d
VÉGSŐ ÁRAMLEFUTÁS (t
e
)
A TIG üzemmódban a végső áramlefutás idejét jelenti (szabályozás
0.1÷10mperc); megakadályozza a hegesztési varrat végkráterének kialakulását
(I
2
–től 0-ig).
7e
UTÓGÁZ
A TIG üzemmódban az utógáz időt jelenti másodpercekben (szabályozás
0.1÷25mperc.); védi az elektródát és az ömledékfürdőt az oxidációtól.
8-
Kódoló szabályozógomb a
(7)
érintőgombbal kiválasztható hegesztési
paraméterek beállításához.
9-
Piros led, mértékegység jelzése.
10-
Alfanumerikus kijelző.
11-
VÉSZHELYZET kijelző LED (a gép leblokkolt).
A helyreállítás automatikus a vészhelyzet okának megszüntetése pillanatában.
A kijelzőn megjelenő vészjelző üzenetek
(10)
:
- ”AL1” :
a primer áramkör termikus védelmének beavatkozása.
- ”AL2” :
a szekunder áramkör termikus védelmének beavatkozása.
- ”AL3” :
a tápvonal túlfeszülség-védelmének beavatkozása.
- ”AL4” :
a tápvonal feszültségesés-védelmének beavatkozása.
- ”AL5” :
primer túlmelegedés elleni védelem beavatkozása.





