Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 42 -
På displayet fremkommer ordlyden “AY.X”, hvor “Y” angiver nummeret på alarmen
(A0 seneste, A9 ældste) og “X” den registrerede alarms type (fra 1 til 8, se AL1 ...
AL8).
12-
Grøn lysdiode, effekt tændt.
4.2.3 Forpanel FIG. D2
1- Positiv lyntilslutning (+) til forbindelse af svejsekablet.
2-
Negativ lyntilslutning (-) til forbindelse af svejsekablet.
3- Konnektor til forbindelse af brænderknappens kabel.
4- Overgangsstykke til forbindelse af TIG-brænderens gasrør.
5-
Styrepanel.
6-
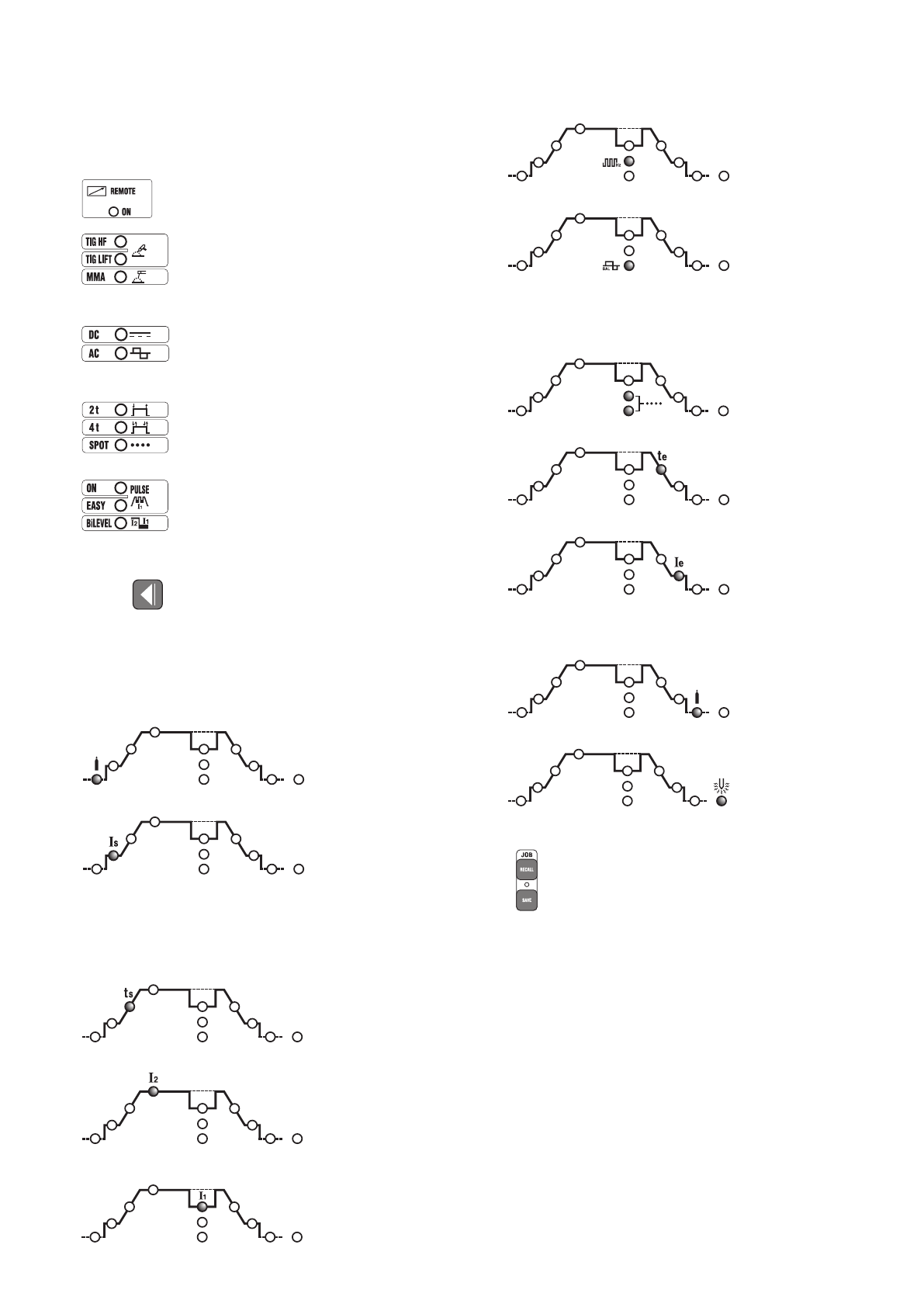
Trykknapper til valg af svejsemodus:
6a
FJERNBETJENING
Gør det muligt at overføre svejseparametrenes styring til fjernbetjeningen.
6b
TIG - MMA
Driftstilstand: Svejsning med beklædt elektrode (MMA), TIG-svejsning med
højfrekvens lysbueudløsning (TIG HF) og TIG-svejsning med lysbueudløsning
ved kontakt (TIG LIFT).
6c
AC/DC
Ved TIG-tilstand har man mulighed for at vælge mellem jævnstrømssvejsning
(DC) og vekselstrømsvejsning (AC) (funktion, som kun findes på modellerne
AC/DC).
6d
2T - 4T - SPOT
Ved TIG-tilstand anvendes den til at vælge mellem 2-tidsstyring, 4-tidsstyring
og styring med punktsvejsetimer (SPOT).
6e
PULSE - PULSE EASY - BiLEVEL
Ved TIG-tilstand anvendes den til at vælge mellem pulserende svejsning,
forindstillet pulserende eller bi-level. Når lysdioderne er slukket, svarer den til
standardsvejseprocessen.
7- Vælgerknap til indstilling af parametre.
Trykknappen
vælger det parameter, der skal indstilles med Encoder-
drejeknappen
(9)
;
Værdien og måleenheden vises henholdsvis af displayene
(10)
og lysdioderne
(11)
.
OBS:
Parametrene kan indstilles frit. Der findes dog nogle værdikombinationer, der
ikke har nogen praktisk betydning for svejsningen; de kan hindre svejsemaskinen i
at fungere korrekt.
OBS: GENINDSTILLING AF ALLE FABRIKSINDSTILLINGERNE (RESET)
Hvis man trykker samtidigt på knapperne (8), når maskinen tændes, stilles alle
svejseparametrene tilbage til standardværdierne.
7a
GASFORSTRØMNING
Ved TIG/HF-tilstanden er det GASFORSTRØMNINGENS varighed i sekunder
(regulering 0-5 sek). Forbedrer svejsningens start.
7b
STARTSTRØM (I
START
)
Ved tilstandene TIG 2-tids og SPOT står den for udgangsstrømmen IS,
der opretholdes i et fast tidsrum med nedtrykket brænderknap (regulering i
ampere).
Ved TIG 4-tids svejsning reguleres startstrømmen Is, der opretholdes så
længe brænderknappen holdes nede (regulering i Ampere).
Ved MMA-tilstanden er det den dynamiske overstrøm “HOT START”
(regulering 0÷100%). Med angivelse af den procentmæssige stigning i forhold
til den valgte svejsestrømstyrke på displayet. Denne regulering giver en mere
flydende svejsning.
7c
STARTRAMPE (t
START
)
Ved TIG er det varigheden af strømmens startrampe (fra I
S
til I
2
) (regulering
0.1-10sek.). Ved OFF er der ingen rampe.
7d
HOVEDSTRØM (I
2
)
Ved TIG AC/DC er MMA udgangsstrømmen I
2
. I PULSE eller BI-LEVEL-
tilstanden er det strømmen på det højeste niveau (maksimum). Parametret
måles i Ampere.
7e
BASISSTRØM - ARC FORCE
Ved TIG 4-tids BI-LEVEL og PULSE, I
1
er det den strømstyrke, der kan
anvendes skiftevist med hovedstrømstyrken I
2
under svejsningen. Værdien
angives i Ampere.
Ved MMA-tilstanden er det den dynamiske overstrøm ”ARC-FORCE”
(regulering 0÷100%) med angivelse af den procentmæssige stigning i forhold
til værdien for den valgte svejsestrøm på displayet. Denne regulering gør
svejsningen mere flydende og hindrer elektroden i at klæbe sammen med
emnet.
7f
FREKVENS
Ved TIG PULSE er det pulseringsfrekevensen. Ved TIG AC (med deaktiveret
pulsering) på modellerne AC/DC er det svejsestrømmens frekvens.
7g
BALANCE
Ved TIG PULSE er det forholdet (i procentsats) mellem den tid, hvor strømmen
befinder sig på det højeste niveau (hovedsvejsestrøm) og den samlede
pulseringstid. Ved TIG AC (med deaktiveret pulsering) på modellerne AC/
DC udgør parametren desuden forholdet (i procentsats) mellem den tid, hvor
strømmens polaritet er negativ ved udgangen fra EN- (minus-elektrode), og
vekselstrømmens samlede tidsrum. Jo højere EN- værdien er, desto større er
gennemtrængningen (regulering i %)
(TAB. 4)
.
7h
SPOTTID
Ved TIG (SPOT) tilstanden er det svejsningens varighed (regulering 0.1÷10
sek.).
7k
SLUTRAMPE (t
END
)
Ved TIG-tilstanden er det strømmens slutrampes varighed (fra I
2
til Ie)
(regulering 0.1-10 sek.). Ved OFF er der ingen rampe.
7l
SLUTSTRØM (I
END
)
Ved TIG 2-tidstilstanden er det slutstrømmen, såfremt SLULTRAMPEN
(7k)
er
indstillet på en værdi, der højere end nul (>0.1 sek.).
Ved TIG 4-tids svejsning er det slutstrømmen, der opretholdes så længe
brænderknappen holdes nede.
Størrelserne udtrykkes i Ampere.
7m
GASEFTERSTRØMNING
TIG-tilstanden er GASEFTERSTRØMNINGStiden i sekunder (regulering
0.1÷25 sek.), og den beskytter elektroden og smeltebadet mod oxidering.
7n
FORVARMNING AF ELEKTRODE
I TIG-tilstand er AC resultatet af moltiplikationen af strømmen *
tungstenelektrodens opvarmningstid ved tænding af lysbuen.
8- JOB
Knapperne
“RECALL”
og
“SAVE”
til lagre og hente brugerdefinerede
programmer.
9- Encoder-drejeknap til indstilling af de svejseparametre, der kan indstilles
med knappen (7).
10-
Alfanumerisk display.
11-
Rød lysdiode, angivelse af måleenhed.
12-
Grøn lysdiode, effekt tændt.
13-
ALARMLYSDIODE (maskinen er spærret).
Genopretningen foregår automatisk, når årsagen til alarmen ophører.
Alarmmeddelelser, der vises på displayet
(10)
:
- ”AL1” :
udløsning af primærkredsløbets varmesikring.
- ”AL2” :
udløsning af sekundærkredsløbets varmesikring.
- ”AL3” :
Udløsning af beskyttelsesanordningen for overspænding på
forsyningslinjen.
- ”AL4” :
Udløsning af beskyttelsesanordningen for underspænding på
forsyningslinjen.
- ”AL5” :
Udløsning af primær beskyttelsesanordning for overtemperatur.
-
”AL6” :
Udløsning af beskyttelsesanordningen pga. fasemangel på
forsyningslinjen.
-
“AL7” :
Der samles for meget støv inde i svejsemaskinen, genopretning
med:
- rengøring af maskinens indre;
- displayknap på styrepanel.
-
“AL8” :
Hjælpespænding uden for område.
-
”AL9” :
Udløsning af beskyttelsesanordning mod for lavt tryk i brænderens
vandafkølingskreds. Genopretningen foregår ikke automatisk.
Når der slukkes for svejsemaskinen, kan det forekomme, at beskeden
”OFF”
vises i et par sekunder.
OBS: LAGRING OG VISNING AF ALARMER
Maskinens indstillinger lagres, hver gang der udløses en alarm. De sidste 10





