Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 87 -
12-
Zelená LED, poukazující na zapnuté výkonové obvody.
4.2.3 Přední panel (OBR. D2)
1-
Kladná zásuvka (+) umožňující rychlé připojení svařovacího kabelu.
2-
Záporná zásuvka (-) umožňující rychlé připojení svařovacího kabelu.
3-
Konektor pro připojení kabelu tlačítka svařovací pistole.
4-
Spojka pro připojení plynové hadice svařovací pistole TIG.
5-
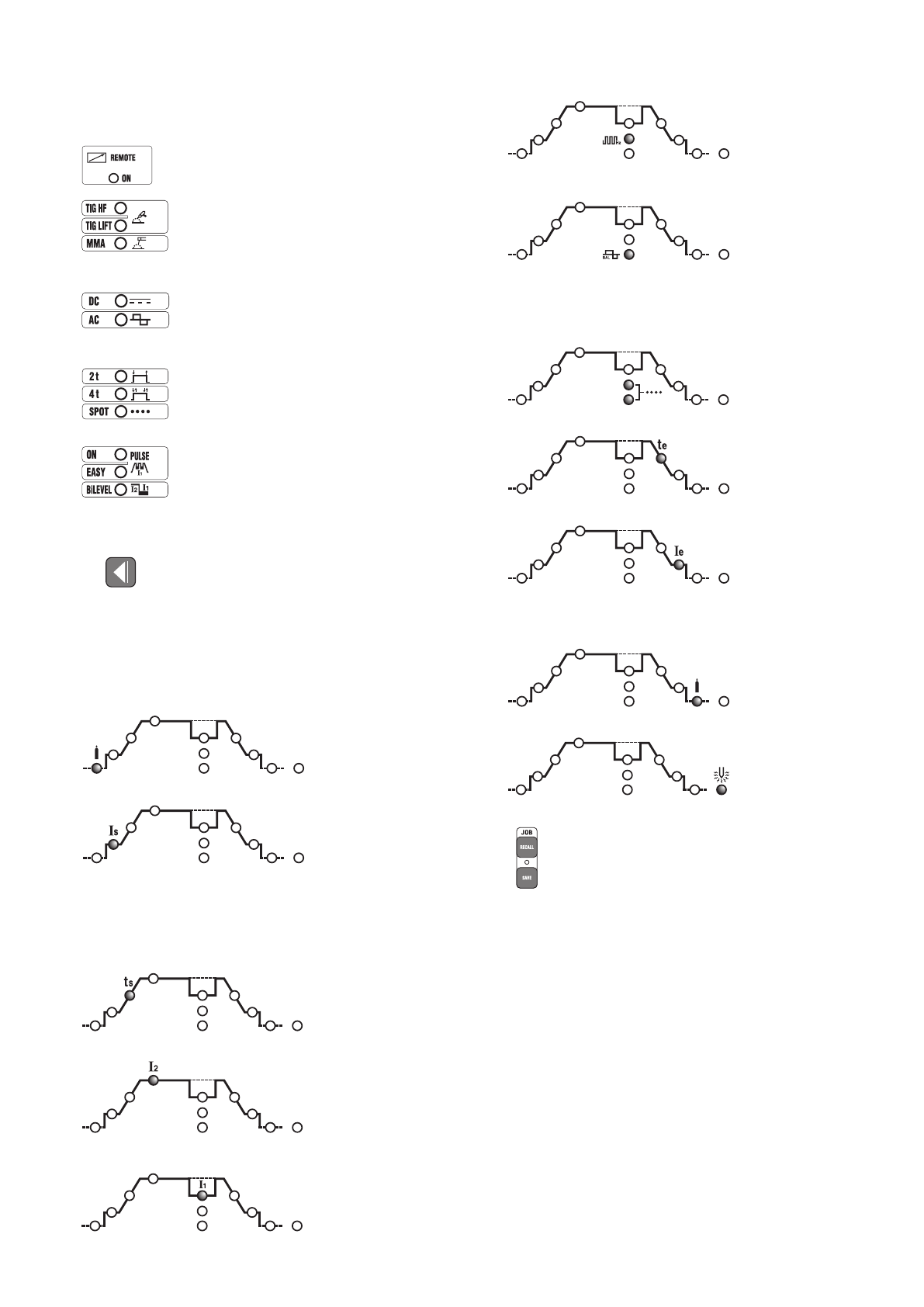
Ovládací panel.
6-
Tlačítka volby svařovacích režimů:
6a
DÁLKOVÉ OVLÁDÁNÍ
Umožňuje přejít z kontroly parametrů svařování na dálkové ovládání.
6b
TIG - MMA
Provozní režim: svařování obalovanou elektrodou (MMA), svařování TIG
s vysokofrekvenčním zapalováním oblouku (TIG HF) a svařování TIG se
zapalováním oblouku dotykem (TIG LIFT).
6c
AC/DC
V režimu TIG umožňuje provést volbu mezi svařováním jednosměrným
proudem (DC) a svařováním střídavým proudem (AC) (funkce je přítomna
pouze u modelů AC/DC).
6d
2T - 4T - SPOT
V režimu TIG umožňuje volbu mezi ovládáním se 2 dobami, se 4 dobami nebo
s časovačem bodového svařování ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
V režimu TIG umožňuje provést volbu mezi procesem svařování s pulzním
proudem, svařování s přednastaveným pulzním proudem nebo dvouúrovňovým
svařováním – bi-level. Když jsou LED zhasnuté, je zvolen proces standardního
svařování.
7- Tlačítko volby parametrů určených k nastavení.
Tlačítko
slouží k volbě parametru, který má být nastaven, prostřednictvím
otočného ovladače snímače impulzů
(9)
;
Hodnota a měrná jednotka jsou zobrazeny na displeji
(10)
a prostřednictvím LED
(11)
.
POZN.:
Nastavení parametrů je volné. Existují však některé kombinace hodnot,
které nemají žádný praktický význam pro svařování; v takovém případě by se
mohlo stát, že svařovací přístroj nebude fungovat správně.
POZN.: PŘESTAVENÍ VŠECH PARAMETRŮ NA HODNOTY Z VÝROBNÍHO
ZÁVODU (VYNULOVÁNÍ)
Současným stisknutím tlačítek (8) při zapnutí dojde k obnovení hodnot parametrů
svařování, nastavených ve výrobním závodě.
7a
PŘEDFUK
V režimu TIG/HF reguluje dobu PŘEDFUKU v sekundách (regulace v rozsahu
0÷5 sek.). Zlepšuje zahájení svařování.
7b
POČÁTEČNÍ PROUD (I
START
)
V režimu TIG 2 doby a v režimu bodového svařování (SPOT) představuje
počáteční proud IS, který je udržován po pevně stanovenou dobu při
stisknutém tlačítku svařovací pistole (regulace v ampérech).
V režimu TIG 4 doby umožňuje regulaci počátečního proudu, který je udržován
po celou dobu stlačení tlačítka svařovací pistole (regulace v ampérech).
V režimu MMA představuje dynamický nadproud „HOT START“ (regulace
0÷100%). Během tohoto režimu je na displeji zobrazováno procentuální
zvýšení předvolené hodnoty svařovacího proudu. Tato regulace zlepšuje
plynulost svařování.
7c
NÁBĚŽNÁ HRANA (t
START
)
V režimu TIG představuje dobu náběžné hrany proudu (z I
S
a I
2
) (regulace
0.1÷10 sek.). V režimu OFF rampa není přítomna.
7d
HLAVNÍ PROUD (I
2
)
V režimech TIG AC/DC a MMA představuje výstupní proud I
2
. V PULZNÍM
režimu a v režimu BI-LEVEL se jedná o proud na nejvyšší úrovni (maximální ).
Parametr je vyjádřen v ampérech.
7e
ZÁKLADNÍ PROUD - ARC FORCE
V režimu TIG 4 doby, BI-LEVEL a PULZNÍM, I
1
představuje hodnotu proudu,
který lze během svěřování změnit na I
2
. Hodnota je vyjádřena v ampérech.
V režimu MMA představuje dynamický nadproud „ARC-FORCE“ (regulace
0-100%) a během tohoto režimu svařování je na displeji zobrazováno
procentuální zvýšení předvolené hodnoty svařovacího proudu. Tato regulace
zlepšuje plynulost svařování a zabraňuje přilepení elektrody ke svařovanému
dílu.
7f
FREKVENCE
V PULZNÍM režimu RIG představuje pulzní frekvenci. Pro modely AC/
DC v režimu TIG AC (s vypnutou pulzací) představuje hodnotu frekvence
svařovacího proudu.
7g
BALANCE
V PULZNÍM režimu TIG tento parametr představuje poměr (v procentech)
mezi dobou, během které se proud nachází na vyšší hodnotě (hlavní svařovací
proud), a celkovou periodou pulzace. Navíc u modelů AC/DC v režimu TIG AC
(s vypnutou pulzací) tento parametr představuje poměr (v procentech) mezi
dobou, během které je polarita výstupního proudu EN (negativní elektroda)
kladná, a celkovou periodou střídavého proudu. Čím je hodnota EN- vyšší, tím
je vyšší i průnik (regulace v %)
(TAB. 4)
.
7h
DOBA BODOVÁNÍ
V režimu TIG (BODOVÁNÍ) představuje dobu svařování (regulace 0.1÷10
sek.).
7k
SESTUPNÁ HRANA (t
END
)
V režimu TIG představuje dobu sestupné hrany (z I
2
na I
e
) (regulace 0.1÷10
sek.). V režimu OFF rampa není přítomna.
7l
KONCOVÝ PROUD (I
END
)
V režimu TIG 2 doby představuje koncový proud za předpokladu, že
SESTUPNÁ HRANA
(7k)
je nastavena na hodnotu větší než nula (>0.1 sek.).
V režimu TIG 4 doby umožňuje regulaci koncového proudu, který je udržován
po celou dobu stlačení tlačítka svařovací pistole.
Uvedené veličiny jsou vyjádřeny v ampérech.
7m
DOFUK
V režimu TIG představuje dobu DOFUKU v sekundách (regulace 0.1÷25 sek.)
a chrání elektrodu a tavicí lázeň před oxidací.
7n
PŘEDEHŘEV ELEKTRODY
V režimu TIG AC má hodnotu = vytvořený proud * doba předehřevu
wolframové elektrody při zapálení oblouku.
8- JOB
Tlačítka
„RECALL“
a
„SAVE“
pro uložení uživatelských programů do paměti a
pro jejich opětovné načítání.
9- Otočný ovladač snímače impulsů pro nastavení parametrů svařování,
volitelných tlačítkem (7).
10-
Alfanumerický displej.
11-
Červená LED, označující měrnou jednotku.
12-
Zelená LED, poukazující na zapnuté výkonové obvody.
13-
LED signalizace ALARMU (zablokování stroje).
Obnovení činnosti proběhne automaticky, bezprostředně po zrušení příčiny
alarmu.
Hlášení alarmu jsou zobrazována na displeji
(10)
:
- „AL1“ :
Aktivace tepelné ochrany primárního obvodu.
- „AL2“ :
Aktivace tepelné ochrany sekundárního obvodu.
- „AL3“ :
Aktivace ochrany následkem přepětí napájecího vedení.
- „AL4“ :
Aktivace ochrany následkem podpětí napájecího vedení.
- „AL5“ :
Aktivace ochrany následkem příliš vysoké primární teploty.
-
„AL6“ :
Aktivace ochrany následkem chybějící fáze napájecího vedení.
-
„AL7“ :
Nadměrný nános prachu uvnitř svařovacího přístroje, obnovení
prostřednictvím:
- vyčistění vnitřku přístroje;
- tlačítka displeje ovládacího panelu.
-
„AL8“ :
Pomocné napětí mimo určený rozsah.
- „
AL9“ :
Aktivace ochrany následkem nedostatečného tlaku v rozvodu vodního
chlazení svařovací pistole. Obnovení činnosti není automatické.
Při vypnutí svařovacího přístroje může být na několik sekund zobrazena
signalizace
„OFF“
.
POZN.: ULOŽENÍ ALARMŮ DO PAMĚTI A JEJICH ZOBRAZOVÁNÍ
Při každé aktivaci alarmu jsou nastavení stroje uložena do paměti. Lze načítat
posledních 10 alarmů, a to následujícím způsobem:
Stiskněte na několik minut tlačítko
(6a)
„DÁLKOVÉ OVLÁDÁNÍ“.
Na displeji se zobrazí nápis „AY.X“, přičemž „Y“ označuje číslo alarmu (A0
nejnovější, A9 nejstarší) a „X“ označuje druh zaznamenaného alarmu (od 1 do 8,





