Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 57 -
12-
Grön
lysdiod, tillslagen effekt
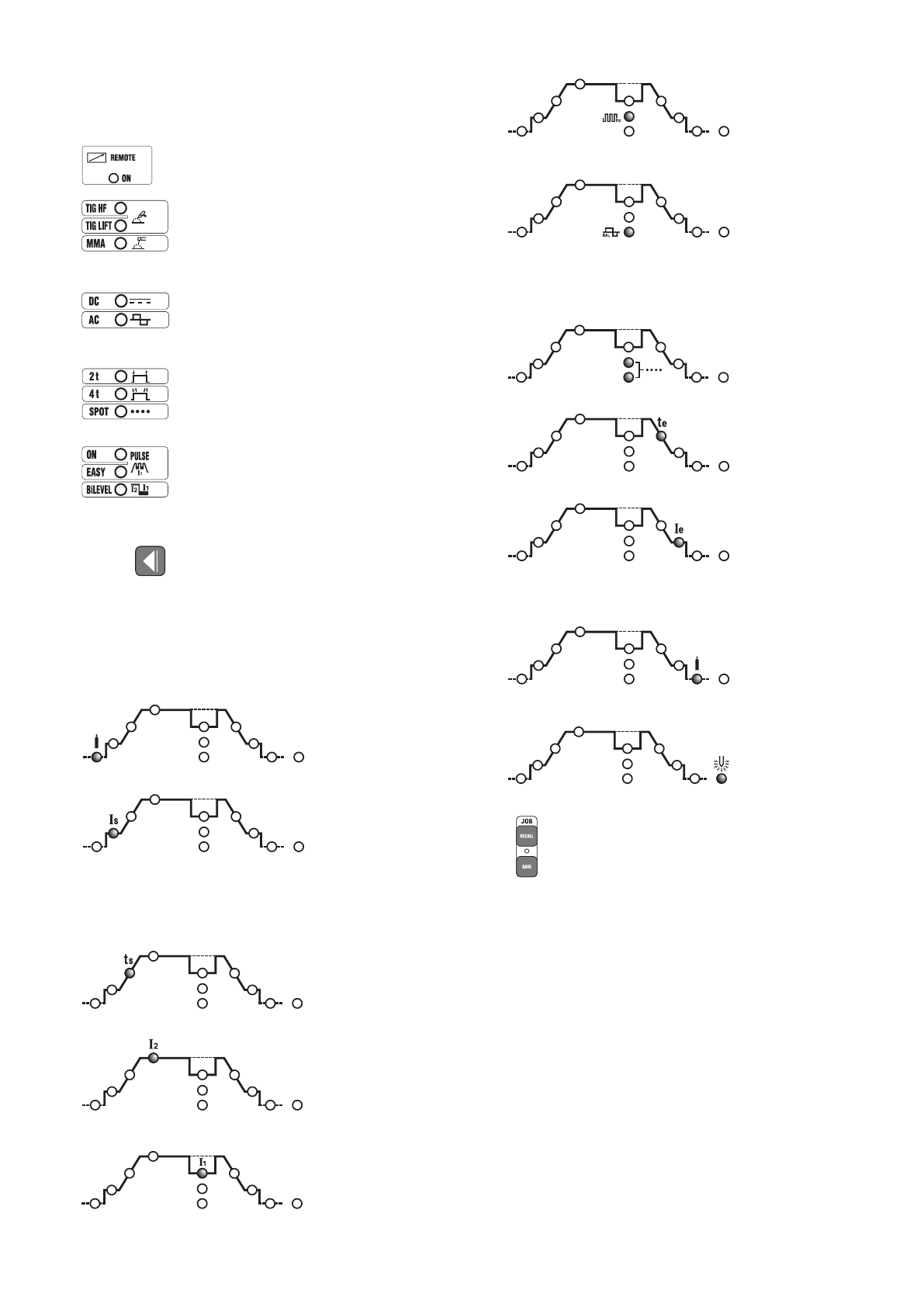
4.2.3 Frontpanel FIG. D2
1-
Snabbkontakt med pluspol (+) för anslutning av svetskabel.
2-
Snabbkontakt med minuspol (-) för anslutning av svetskabel.
3-
Kontakt för kabelns anslutning till brännarens knapp.
4-
Koppling för anslutning av gasrör till svetsbrännare TIG.
5-
Manöverpanel.
6-
Knapp för val av svetsningens funktionsläge:
6a
FJÄRRSTYRNING
Gör det möjligt att kontrollera svetsparametrarna via fjärrstyrning.
6b
TIG - MMA
Funktionsläge: svetsning med belagd elektrod (MMA), TIG-svetsning
med högfrekvenständning av bågen (TIG HF) och TIG-svetsning med
kontakttändning av bågen (TIG LIFT).
6c
AC/DC
I funktionsläget TIG går det att välja mellan likströmssvetsning (DC) och
växelströmssvetsning (AC) (funktionen förekommer endast på modellerna AC/
DC).
6d
2T - 4T - SPOT
I funktionsläget TIG går det att välja mellan 2T-kontroll, 4T-kontroll eller kontroll
med punktsvetstimer ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
I TIG-läge, gör denna funktion att du kan välja mellan pulserad svetsprocess,
fördefinierad pulserad effekt och bi-level. Då LED-indikatorerna är släckta har
standardsvetsningsprocessen aktiverats.
7- Knapp för att välja parametrar att ställa in.
Med knappen
väljs den parameter som du önskar justera med encoder-
ratten
(9)
;
det aktuella värdet och måttenheten anges på display
(10)
och av kontrollampa
(11)
.
OBS:
Parametrarna har fri inställning. Det förekommer dock vissa
värdekombinationer som inte har någon praktisk betydelse för svetsningen. Vid
inställning av sådana värden kan det hända att svetsen inte fungerar korrekt.
OBS:
ÅTERSTÄLLNING
AV
SAMTLIGA
PARAMETRAR
TILL
FABRIKSINSTÄLLDA VÄRDEN (RESET)
Om du samtidigt trycker på knapparna (8) vid igångsättningen, återgår alla
svetsparametrarna till standardvärdet.
7a
PRE-GAS
I funktionsläget TIG/HF anger den förgasens tid uttryckt i sekunder
(inställningsområde från 0÷5 sek). Inställningen förbättrar svetsningens start.
7b
STARTSTRÖM (I
START
)
I TIG-läge 2 faser och SPOT visas den inledande strömmen I
S
som bibehålls
under en fast tid med nedtryckt brännarknapp (reglering i Ampere).
I funktionsläget TIG 4T utgör den startströmmen Is som bibehålls under hela
den tid som knappen på brännaren hålls intryckt (inställning i ampere).
I funktionsläget MMA utgör den den dynamiska överströmmen “HOT START”
(inställningsområde 0÷100%). Den procentuella ökningen i förhållande till det
förvalda svetsströmsvärdet visas på displayen. Denna inställning förbättrar
svetsflödet.
7c
STARTRAMP (t
START
)
I TIG-läge representerar detta tiden för strömmens inledande ramp (från I
S
till
I
2
) (reglering 0.1÷10 sek.). I OFF är rampen inte närvarande.
7d
HUVUDSTRÖM (I
2
)
I funktionslägena TIG AC/DC och MMA utgör den utgångsströmmen I
2
.
I funktionslägena PULS och BILEVEL är det den högsta strömnivån (
maxströmmen ). Parametern uppmäts i ampere.
7e
BASSTRÖM - ARC FORCE
I funktionsläget TIG 4T med BI-LEVEL och PULS utgör I
1
den det strömvärde
som under svetsningen kan alterneras med huvudströmmen I
2
. Värdet uttrycks
i ampere.
I funktionsläget MMA utgör den den dynamiska överströmmen “ARC-FORCE”
(inställningsområde 0÷100%) och den procentuella ökningen i förhållande till
det förvalda svetsströmsvärdet visas på displayen. Denna inställning förbättrar
svetsflödet och förhindrar att elektroden bränns fast vid arbetsstycket.
7f
FREKVENS
I funktionsläget TIG PULS utgör den pulsfrekvensen. På modellerna AC/
DC, i funktionsläget TIG AC (med avaktiverad pulsfunktion) utgör den
svetsströmmens frekvens.
7g
BALANCE
I funktionsläget TIG PULS utgör den förhållandet (i procent) mellan den tid
som strömmen är på den högre nivån (svetsningens huvudström) och den
totala pulsperioden. Dessutom, på modellerna AC/DC, i funktionsläget TIG
AC (med avaktiverad pulsfunktion) anger parametern förhållandet (i procent)
mellan den tid som strömmens polaritet är positiv vid utgång från EN- (negativ
elektrod) och växelströmmens totala tidsperiod. Ju större plusvärdet är desto
djupare går svetsningen (inställning i %)
(TAB. 4)
.
7h
PUNKTSVETSTID
I funktionsläget TIG (SPOT) utgör den svetsningens varaktighet
(inställningsområde 0.1÷10sek.).
7k
SLUTRAMP (t
END
)
I TIG-läge representerar detta tiden för strömmens slutramp (från I
2
till Ie)
(reglering 0.1÷10sek.). I OFFär rampen inte närvarande.
7l
SLUTSTRÖM (I
END
)
I funktionsläget TIG 2T utgör den slutströmmen I
e
endast i de fall SLUTRAMPEN
(7k)
är inställd på ett värde över noll (>0.1 sek.).
I funktionsläget TIG 4T utgör den slutströmmen I
e
för hela den tid som knappen
på brännaren hålls intryckt.
Värdena uttrycks i ampere.
7m
POST-GAS
I funktionsläget TIG utgör den tiden för gasflödet efter svetsningen uttryckt
i sekunder (inställningsområde 0.1÷25sek.). Denna inställning skyddar
elektroden och smältbadet från oxidering.
7n
FÖRUPPVÄRMNINGSELEKTROD
I TIG-läget representerar AC värdet för strömmen multiplicerat med
föruppvärmningstiden av tungstenelektroden då bågen tänds.
8- JOB
Knapparna
“RECALL”
och
“SAVE”
för att spara och för att hämta de
kundanpassade programmen.
9- Encoder-ratt för inställning av de svetsparametrar som kan väljas med
knappen (7).
10-
Alfanumerisk display.
11-
Röd lysdiod, anger måttenheten.
12-
Grön
lysdiod, tillslagen effekt
13-
LYSDIOD som påvisar LARMLÄGE (maskinen är i spärrat läge).
Maskinen återställs automatiskt när larmets orsak har åtgärdats.
Larmmeddelanden som visas på skärmbilden
(10)
:
- ”AL1” :
Överhettningsskyddet på huvudkretsen har utlöst.
- ”AL2” :
Överhettningsskyddet på sekundärkretsen har utlöst.
- ”AL3” :
Överspänningsskyddet på matarledningen har utlöst.
- ”AL4” :
Underspänningsskyddet på matarledningen har utlöst.
- ”AL5” :
Primärt överhettningsskydd har utlöst.
-
”AL6” :
Skydd för saknad av fas på matarledningen har utlöst.
-
”AL7” :
För mycket dammansamling inuti svetsen. Larmet återställs genom
att:
- rengöra maskinens insida
- trycka på knappen på manöverpanelens display.
-
“AL8” :
Hjälpspänning utanför mätområdet.
-
”AL9” :
aktivering av skyddet för otillräckligt tryck i brännarens vattenkylkrets.
Återställningen sker inte automatiskt.
När svetsen stängs av kan det hända att meddelandet
”OFF”
visas i några
sekunder.
OBS: LAGRING OCH VISNING AV LARM
Vid varje larm lagras maskinens inställningar i minnet. Gör på följande sätt för att
visa de senaste 10 larmen:
Tryck in knappen
(6a)
“FJÄRRSTYRNING” i några sekunder.
På displayen visas texten “AY.X” där “Y” anger larmets nummer (A0 är det nyaste
larmet, A9 det äldsta) och “X” anger den typ av larm som registrerats (från 1 till 8,
se AL1 ... AL8).





