Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 12 -
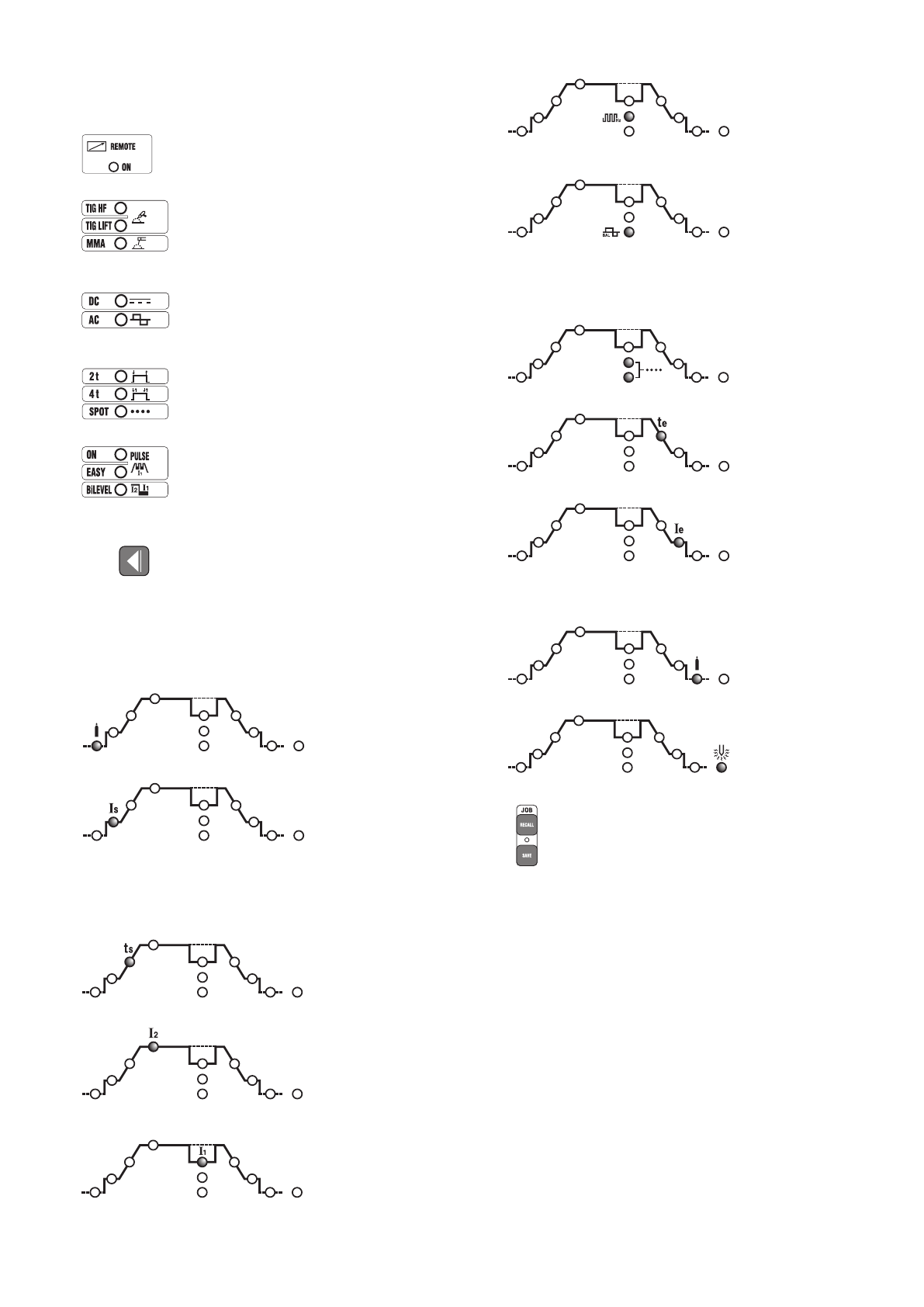
4.2.3 Pannello anteriore FIG. D2
1-
Presa rapida positiva (+) per connettere cavo di saldatura.
2-
Presa rapida negativa (-) per connettere cavo di saldatura.
3-
Connettore per collegamento cavo pulsante torcia.
4-
Raccordo per collegamento tubo gas della torcia TIG.
5-
Pannello comandi.
6-
Pulsanti di selezione modi di saldatura:
6a
COMANDO REMOTO
Permette di trasferire il controllo dei parametri di saldatura al comando a
distanza.
6b
TIG - MMA
Modo di funzionamento: saldatura ad elettrodo rivestito (MMA), saldatura TIG
con innesco dell’ arco ad alta frequenza (TIG HF) e saldatura TIG con innesco
dell’ arco a contatto (TIG LIFT).
6c
AC/DC
In modo TIG permette di scegliere tra saldatura in corrente continua (DC)
e saldatura in corrente alternata (AC) (funzionalità presente solamente nei
modelli AC/DC).
6d
2T - 4T - SPOT
In modo TIG permette di scegliere tra comando a 2 tempi, 4 tempi o con
temporizzatore di puntatura ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
In modo TIG permette di scegliere tra il processo di saldatura pulsato, pulsato
predefinito o bi-level. A led spenti corrisponde al processo di saldatura
standard.
7- Pulsante di selezione parametri da impostare.
Il pulsante
seleziona il parametro da regolare con la manopola Encoder
(9)
;
il valore e l’unità di misura sono visualizzati rispettivamente dai display
(10)
e led
(11)
.
N.B.:
L’impostazione dei parametri è libera. Esistono tuttavia delle combinazioni
di valori che non hanno alcun significato pratico per la saldatura; in tal caso la
saldatrice potrebbe non funzionare correttamente.
N.B.: REIMPOSTAZIONE DI TUTTI I PARAMETRI DI FABBRICA (RESET)
Premendo contemporaneamente i pulsanti (8) alla accensione si riportano al
valore di default tutti i parametri di saldatura.
7a
PRE-GAS
In modo TIG/HF rappresenta il tempo di PRE-GAS in secondi (regolazione da
0÷5 sec). Migliora la partenza della saldatura.
7b
CORRENTE INIZIALE (I
START
)
In modo TIG 2 tempi e SPOT rappresenta la corrente iniziale Is mantenuta per
un tempo fisso con il pulsante torcia premuto (regolazione in Ampere).
In modo TIG 4 tempi rappresenta la corrente iniziale Is mantenuta per tutto il
tempo in cui è premuto il pulsante torcia (regolazione in Ampere).
In modo MMA reppresenta la sovracorrente dinamica “HOT START”
(regolazione 0÷100%). Con indicazione sul display dell’incremento
percentuale rispetto al valore della corrente di saldatura preselezionata.
Questa regolazione migliora la fluidità della saldatura.
7c
RAMPA INIZIALE (t
START
)
In modo TIG rappresenta il tempo della rampa iniziale della corrente (da I
S
a I
2
)
(regolazione 0.1÷10sec.). In OFF rampa non presente.
7d
CORRENTE PRINCIPALE (I
2
)
In modo TIG AC/DC, MMA rappresenta la corrente I
2
di uscita. In modo
PULSATO BI-LEVEL è la corrente a livello più alto ( massima ). Il parametro
è misurato in Ampere.
7e
CORRENTE DI BASE - ARC FORCE
In modo TIG 4 tempi BI-LEVEL e PULSATO, I
1
rappresenta il valore di corrente
che può essere alternato a quello principale I
2
durante la saldatura. Il valore è
espresso in Ampere.
In modo MMA rappresenta la sovracorrente dinamica “ARC-FORCE”
(regolazione 0÷100%) con indicazione sul display dell’incremento percentuale
rispetto il valore della corrente di saldatura preselezionata. Questa regolazione
migliore la fluidità della saldatura ed evita l’incollamento dell’elettrodo al
pezzo.
7f
FREQUENZA
In modo TIG PULSATO rappresenta la frequenza di pulsazione. Per i modelli
AC/DC, nel modo TIG AC (con pulsazione disabilitata), rappresenta la
frequenza della corrente di saldatura.
7g
BALANCE
In modo TIG PULSATO, rappresenta il rapporto (in percentuale) tra il tempo
in cui la corrente si trova a livello maggiore (corrente principale di saldatura) e
il periodo totale di pulsazione. Inoltre, per i modelli AC/DC, nel modo TIG AC
(con pulsazione disabilitata), il parametro rappresentato indica il rapporto (in
percentuale) tra il tempo in cui la polarità della corrente è positiva uscente da
EN- (elettrodo negativo) e il periodo totale della corrente alternata. Maggiore è
il valore EN-, maggiore è la penetrazione (regolazione in %)
(TAB. 4)
.
7h
TEMPO DI SPOT
In modo TIG (SPOT) rappresenta la durata della saldatura (regolazione
0.1÷10sec.).
7k
RAMPA FINALE (t
END
)
In modo TIG rappresenta il tempo della rampa finale della corrente (da I
2
a I
e
)
(regolazione 0.1÷10sec.). In OFF rampa non presente.
7l
CORRENTE FINALE (I
END
)
In modo TIG 2 tempi rappresenta la corrente finale I
e
solo se la RAMPA
FINALE
(7k)
è impostata su un valore maggiore di zero (>0.1 sec.).
In modo TIG 4 tempi rappresenta la corrente finale I
e
per tutto il tempo in cui è
premuto il pulsante torcia.
Le grandezze sono espresse in Ampere.
7m
POSTGAS
In modo TIG rappresenta il tempo di POSTGAS in secondi (regolazione
0.1÷25sec.) e protegge elettrodo e bagno di fusione dall’ossidazione.
7n
PRERISCALDO ELETTRODO
In modo TIG AC rappresenta il valore del prodotto corrente * tempo di
preriscaldo dell’elettrodo di Tungsteno all’accensione dell’arco.
8- JOB
Pulsanti
“RECALL”
e
“SAVE”
per la memorizzazione e richiamo di programmi
personalizzati.
9- Manopola encoder per l’impostazione dei parametri di saldatura selezionabili
con il tasto (7).
10-
Display alfanumerico.
11-
Led rosso, indicazione unità di misura.
12-
Led verde, potenza accesa.
13-
LED di segnalazione ALLARME (la macchina è bloccata).
Il ripristino è automatico alla cessazione della causa d’allarme.
Messaggi di allarme indicati sul display
(10)
:
- ”AL1” :
intervento protezione termica del circuito primario.
- ”AL2” :
intervento protezione termica del circuito secondario.
- ”AL3” :
intervento protezione per sovratensione della linea di alimentazione.
- ”AL4” :
intervento protezione per sottotensione della linea di alimentazione.
- ”AL5” :
intervento protezione sovratemperatura primaria.
-
”AL6” :
intervento protezione per mancanza fase della linea di
alimentazione.
-
”AL7” :
eccessivo deposito di polvere interno alla saldatrice, ripristino con:
- pulizia interna della macchina;
- tasto display del pannello di controllo.
-
”AL8” :
tensione ausiliaria fuori range.
-
”AL9” :
intervento protezione per pressione insufficiente del circuito
raffreddamento ad acqua della torcia. Ripristino non automatico.
Allo spegnimento della saldatrice può verificarsi, per alcuni secondi, la
segnalazione
”OFF”
.
N.B.: MEMORIZZAZIONE E VISUALIZZAZIONE DEGLI ALLARMI
Ad ogni allarme sono memorizzate le impostazioni della macchina. È possibile
richiamare gli ultimi 10 allarmi come segue:
Premere per qualche secondo il pulsante
(6a)
“COMANDO REMOTO”.
Sul display compare la scritta “AY.X” dove “Y” indica il numero dell’allarme (A0 più
recente, A9 più datato) e “X” indica il tipo di allarme registrato (da 1 a 8, vedi AL1
... AL8).





