Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 106 -
3~: trifazė kintamoji įtampa.
3-
Simbolis
S
: nurodo, kad gali būti vykdomos suvirinimo operacijos aplinkoje, kurioje
yra padidinta elektros smūgio rizika (pavyzdžiui, labai arti didelių metalo masių).
4-
Numatyto suvirinimo proceso simbolis.
5-
Vidinės suvirinimo aparato struktūros simbolis.
6-
Įrenginių, skirtų lankiniam suvirinimui, saugumo ir konstravimo EUROPOS
standartas.
7-
Gamintojo serijinis numeris suvirinimo aparato identifikacijai (būtinas atliekant
techninį remontą, užsakant atsargines dalis, nustatant produkto kilmę).
8-
Suvirinimo kontūro parametrai:
- U
0
:
maksimali tuščios eigos įtampa.
- I
2
/U
2
:
Srovė ir atitinkama normalizuota įtampa, kurias gali tiekti suvirinimo
aparatas suvirinimo proceso metu.
- X :
Apkrovimo ciklas: nurodo laiko tarpą, kurio metu suvirinimo aparatas gali
tiekti atitinkamą srovę (tas pats stulpelis). Jis išreiškiamas %, remiantis 10
minučių ciklui (pavyzdžiui, 60% = 6 minutės darbo, 4 minučių pertrauka; ir taip
toliau).
Tuo atveju, kai naudojimo koeficientai (duomenų lentelėje nurodomi 40°C
aplinkoje) yra viršijami, suveiks šilumos saugiklis (suvirinimo aparatas lieka
budinčiame režime pakol jos temperatūra nepasieks leidžiamos ribos).
- A/V-A/V :
Parodo suvirinimo srovės reguliavimo ribas (minimali - maksimali) prie
atitinkamos lanko įtampos.
9-
Maitinimo linijos techniniai duomenys:
- U
1
:
Kintamoji įtampa ir suvirinimo aparato maitinimo dažnis (leidžiamos ribos
±10%):
- I
1 max
:
Maksimali srovė naudojama iš linijos.
- I
1eff
:
Efektyvi maitinimo srovė.
10-
:
Uždelsto veikimo lydžiųjų saugiklių dydis, numatytas linijos apsaugai.
11-
Simboliai, susiję su saugos normomis, kurių reikšmės pateikiamos 1 skyriuje
“Bendri saugumo reikalavimai lankiniam suvirinimui”.
Pastaba: Auksčiau pateiktas duomenų lentelės pavyzdys yra skirtas tik simbolių
ir skaičių reikšmių paaiškinimui; tikslūs jūsų turimo suvirinimo aparato techninių
duomenų dydžiai turi būti pateikti duomenų lentelėje ant pačio suvirinimo aparato.
3.2 KITI TECHNINIAI DUOMENYS
- SUVIRINIMO APARATAS: žiūrėti 1 lentelę (LENT.1).
- DEGIKLIS:
žiūrėti 2 lentelę (LENT. 2).
Suvirinimo aparato svoris nurodytas 1 lentelėje (LENT. 1).
4. SUVIRINIMO APARATO APRAŠYMAS
4.1 BLOKŲ SCHEMA
Suvirinimo aparatas susideda iš galios modulių, realizuotų ant specialių spausdintinių
schemų, optimizuotų maksimalaus patikimimo užtikrinimui ir nereikalaujančių
ypatingos priežiūros.
Šis suvirinimo aparatas yra valdomas mikroprocesoriaus pagalba, kuris leidžia nustatyti
daug skirtingų parametrų, tokiu būdu galimas optimalus suvirinimas prie bet kokių
sąlygų ir dirbant su įvairiomis medžiagomis. Tačiau norint pilnai išnaudoti suvirinimo
aparato ypatingas savybes, yra labai svarbu susipažinti su jo veikimo galimybėmis.
Aprašymas (PAV. B)
1-
Įėjimas į vienfazę maitinimo liniją, lygintuvų grupė ir išlyginimo
kondensatoriai.
2-
Tranzistorinis perjungimo šuntas (IGBT);
komutuoja išlygintą linijos įtampą į
kintamąją aukštų dažnių įtampą ir reguliuoja maitinimo tiekimą pagal reikiamą
suvirinimo srovę/įtampą.
3-
Aukštų dažnių transformatorius:
pirminės apvijos yra maitinamos konvertuota
įtampa iš 2 bloko; jo funkcija yra adaptuoti įtampą ir srovę lankinio suvirinimo
procesui būtiniems dydžiams ir tuo pačiu galvaniškai izoliuoti suvirinimo kontūrą
nuo maitinimo linijos.
4-
Antrinis išlyginimo šuntas su induktyviniu išlyginimu:
komutuoja kintamąją
įtampą / srovę, tiekiamą antrinių apvijų, į nuolatinę labai žemo pulsavimo srovę /
įtampą.
5- Tranzistorinis perjungimo šuntas (IGBT);
transformuoja antrinę išėjimo srovę
iš nuolatinės į kintąmąją suvirinimo darbams TIG režime kintamąja srove (jei jie
yra).
6- Kontrolės ir reguliavimo elektronika;
kiekvienu momentu kontroliuoja
suvirinimo srovės dydį ir jį palygina su operatoriaus nustatyta verte; moduliuoja
IGBT reguliavimo prietaisų komandas.
7- Suvirinimo aparato veikimo valdymo logika:
nustato suvirinimo ciklus, valdo
pavaras, kontroliuoja apsaugos sistemas.
8- Parametrų ir veikimo režimų nustatymo ir parodymo skydas
.
9- Aukšto dažnio žadinimo generatorius
(jei jie yra)
10- Apsauginių dujų elektrinė sklendė.
11- Suvirinimo aparato aušinimo ventiliatorius.
12- Nuotolinis reguliavimas.
4.2 VALDYMO ĮTAISAI, REGULIAVIMAS IR SUJUNGIMAS
4.2.1 Užpakalinis skydas (PAV. C)
1-
Maitinimo laidas (2P + P.E) (1~) arba (3P + P.E) (3~).
2-
Pagrindinis jungiklis O/OFF - I/ON.
3-
Antvamzdis dujų vamzdžio prijungimui (slėgio adapteris balionas suvirinimo
aparatas).
4-
Jungtis nuotoliniam valdymui:
Specialios 14 polių jungties, esančios užpakalinėje dalyje, pagalba, prie suvirinimo
aparato galima prijungti įvairių tipų distancinį valdymą. Kiekvienas įtaisas yra
atpažįstamas automatiškai ir leidžia reguliuoti tokius parametrus:
- Distancinis valdymas potenciometru:
sukant potenciometro rankenėlę, pagrindinė srovė kinta nuo minimalaus iki
absoliučiai maksimalaus dydžio. Pagrindinės srovės reguliavimas yra vykdomas
tik distanciniu valdymu.
- Distancinis valdymas pedalu:
srovės dydis yra nustatomas pagal pedalo poziciją (nuo minimalaus iki
maksimalaus dydžio, nustatyto pagrindiniame potenciometre). TIG 2 GREIČIŲ
režime pedalo paspaudimas veikia įrengimą kaip starto komanda vietoj degiklio
mygtuko.
- Nuotolinis valdymas dviem potenciometrais:
pirmasis potenciometras reguliuoja pagrindinę srovę. Antrasis potenciometras
reguliuoja kitą parametrą, kuris priklauso nuo aktyvaus suvirinimo režimo.
Pasukant šį potenciometrą parodomas parametras, kuris keičiasi (kuris nėra
valdomas nuo skydo rankenėle). Antrojo potenciometro reikšmė yra: ARC
FORCE je dirbama MMA režime ir GALINĖ RAMPA jei dirbama TIG režime.
4.2.2 Priekinis skydas D1 PAV.
1-
Teigiamas paviršinis lizdas (+) suvirinimo kabelio prijungimui.
2-
Neigiamas paviršinis lizdas (-) suvirinimo kabelio prijungimui.
3-
Jungtis degiklio jungiklio laido prijungimui.
4-
Jungtis TIG degiklio dujų vamzdžio prijungimui.
5-
Valdymo skydas.
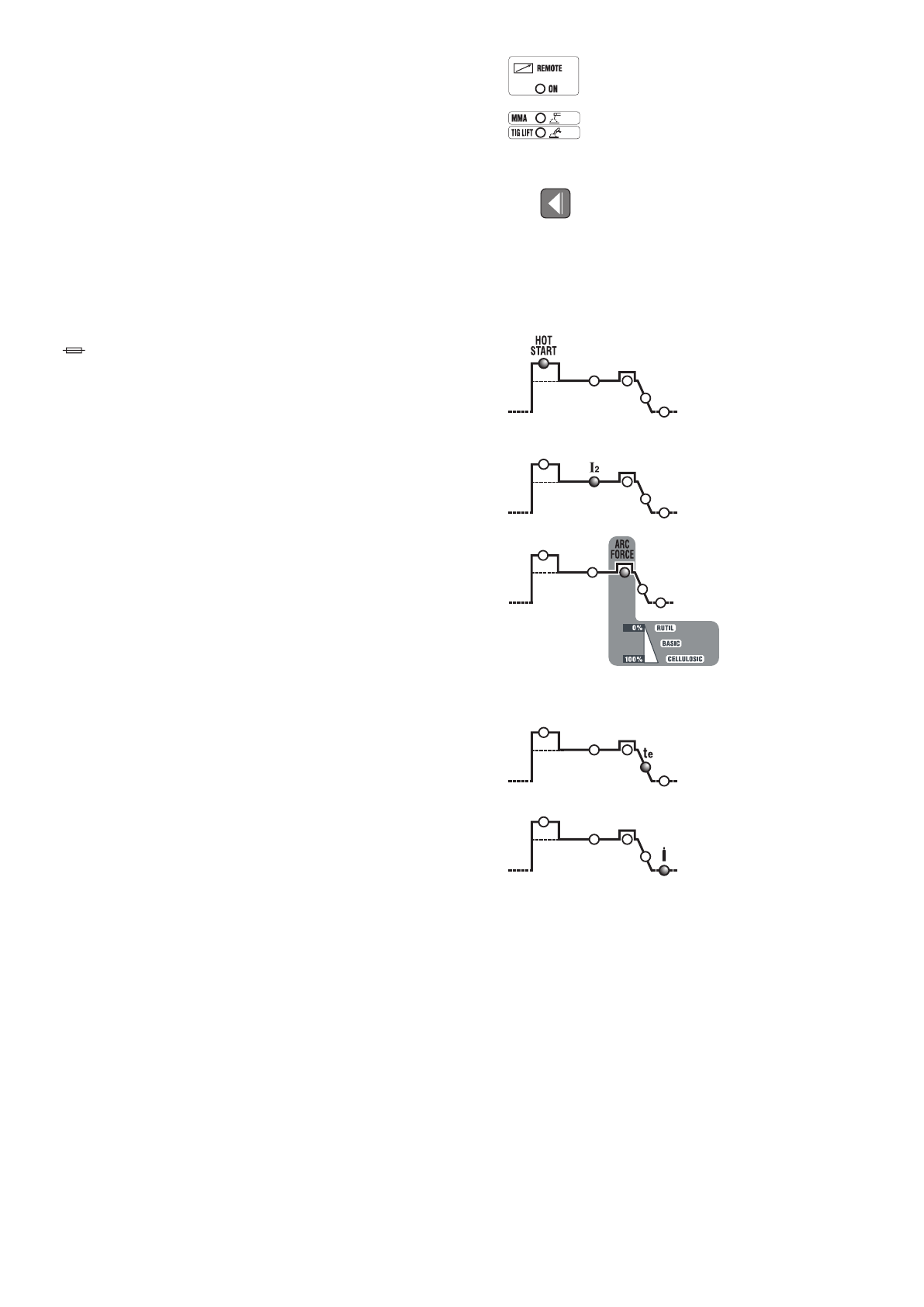
6-
Suvirinimo režimų pasirinkimo mygtukai:
6a
NUOTOLINIS VALDYMAS
Leidžia perduoti suvirinimo parametrų valdymą nuotolinio valdymo įtaisams.
6b
MMA-TIG LIFT
Darbo režimas: suvirinimas glaistytais elektrodais (MMA), bei TIG suvirinimas
su kontaktiniu lanko uždegimu (TIG LIFT).
7- Nustatomų parametrų pasirinkimo mygtukas.
Mygtukas
parenka rankenėle Encoder reguliuojamą parametrą
(8)
;
dydį ir matavimo vienetus atitinkamai parodo ekranai
(10)
ir signalinės lemputės
(9)
.
ĮSIDĖMĖTI:
Parametrų nustatymas yra laisvas. Be abejo egzistuoja įvairios verčių
kombinacijos, kurios neturi jokios praktiškos reikšmės suvirinimui; tokiu atveju
suvirinimo aparatas gali veikti netaisyklingai.
ĮSIDĖMĖTI:
VISŲ GAMINTOJO PARAMETRŲ PAKARTOTINIS NUSTATYMAS
(RESET)
Paspaudus mygtuką
(7)
įjungimo metu
pateikiamos visų suvirinimo parametrų
default vertės.
7a
HOT START
MMA režime reiškia pradinį srovės perviršį “HOT START” (reguliavimas 0÷100),
ekrane rodomas procentinis padidėjimas pasirinktos suvirinimo srovės dydžio
atžvilgiu. Šis reguliavimas pagerina startą.
7b
PAGRINDINĖ SROVĖ (I
2
)
TIG, MMA režimuose reiškia suvirinimo srovę, išmatuojamą amperais.
7c
ARC-FORCE
MMA režime reiškia dinaminį srovės perviršį “ARC-FORCE” (reguliavimas
0÷100%), ekrane rodomas procentinis padidėjimas iš anksto parinktos
suvirinimo srovės dydžio atžvilgiu. Šis reguliavimas pagerina suvirinimo
takumą, padeda išvengti elektrodo prisiklijavimo prie virinamo gaminio ir
leidžia įvairių rūšių elektrodų naudojimą.
7d
GALINĖ RAMPA (t
e
)
TIG režime reiškia galinės rampos laiką (reguliavimas 0.1÷10 s); padeda
išvengti suvirinimo srovės galinio kraterio (nuo I
2
iki 0).
7e
POSTGAS
TIG režime reiškia postgas laiką sekundėmis (reguliavimas 0.1÷25 s); apsaugo
elektrodą ir lydymosi vonelę nuo oksidacijos.
8-
Encoder rankenėlė mygtuku
(7)
pasirenkamų suvirinimo parametrų nustatymui.
9-
Raudona signalinė lemputė, matavimo vieneto parodymas.
10-
Raidinis skaitmeninis displėjus.
11-
AVARINĖS SITUACIJOS signalinė lemputė (aparatas yra užblokuotas).
Pašalinus avarinės situacijos priežastį, suvirinimo aparato darbas atnaujinamas
automatiškai.
Signaliniai pranešimai, pasirodantys ekrane
(10)
:
- ”AL1” :
pirminio kontūro šiluminio saugiklio įsijungimas.
- ”AL2” :
antrinio kontūro šiluminio saugiklio įsijungimas.
- ”AL3” :
įtaiso, apsaugančio nuo maitinimo linijos pernelyg aukštos įtampos,
įsijungimas.
- ”AL4” :
įtaiso, apsaugančio nuo maitinimo linijos pernelyg žemos įtampos,
įsijungimas.
- ”AL5” :
įtaiso, apsaugančio nuo pernelyg aukštos pirminės temperatūros,
įsijungimas.
-
”AL6” :
įtaiso, apsaugančio nuo maitinimo linijos fazės trūkumo, įsijungimas.
-
”AL7” :
pernelyg didelės dulkių sankaupos suvirinimo aparato viduje, darbas
vėl atnaujinamas tokiu būdu:
- suvirinimo aparato vidus yra išvalomas;
- paspaudžiamas atitinkamas mygtukas ant valdymo skydo ekrane.
-
”AL8” :
Pagalbinė įtampa peržengia leistinas ribas.
Išjungus suvirinimo aparatą, keletą sekundžių gali matytis užrašas
”OFF”
.
ĮSIDĖMĖTI: PAVOJAUS SIGNALŲ IŠSAUGOJIMAS IR IŠŠAUKIMAS
Su kiekvienu pavojaus signalu yra išsaugomi aparato nustatymai. 10 paskutinių
pavojaus signalų galima vėl iššaukti tokiu būdu:
Keletą sekundžių spausti mygtuką
(6a)
“NUOTOLINIS VALDYMAS”.
Ekrane atsiranda užrašas “AY.X”, kur “Y” parodo pavojaus signalo numerį (A0 yra
pats vėliausias, A9 ankstesnis), o “X” parodo užregistruoto pavojaus signalo rūšį
(nuo 1 iki 8, žiūrėti AL1 ... AL8).
12-
Žalia signalinė lemputė, į aparatą tiekiama srovė.





