Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 32 -
- limpeza interna do aparelho;
- tecla ecrã do painel de controlo.
-
”AL8” :
Tensão auxiliar fora de limite.
Ao desligar o aparelho de soldar pode ocorrer, durante alguns segundos, a
sinalização ”OFF”.
OBS.: GRAVAÇÃO E VISUALIZAÇÃO DOS ALARMES
Para cada alarme são gravadas as configurações da máquina. É possível abrir os
últimos 10 alarmes conforme a seguir:
Carregar durante alguns segundos o botão
(6a)
“CONTROLO REMOTO”.
No ecrã aparece a escrita “AY.X” onde “Y” indica o número do alarme (A0 mais
recente, A9 mais antigo) e “X” indica o tipo de alarme registado (de 1 até 8, ver
AL1 ... AL8).
12-
Led verde, potência acesa.
4.2.3 Painel dianteiro FIG. D2
1-
Tomada rápida positiva (+) para conectar o cabo de soldadura.
2-
Tomada rápida negativa (-) para conectar o cabo de soldadura.
3-
Conector de conexão cabo botão tocha.
4-
Junta para a ligação do tubo de gás da tocha TIG.
5-
Painel de controlos.
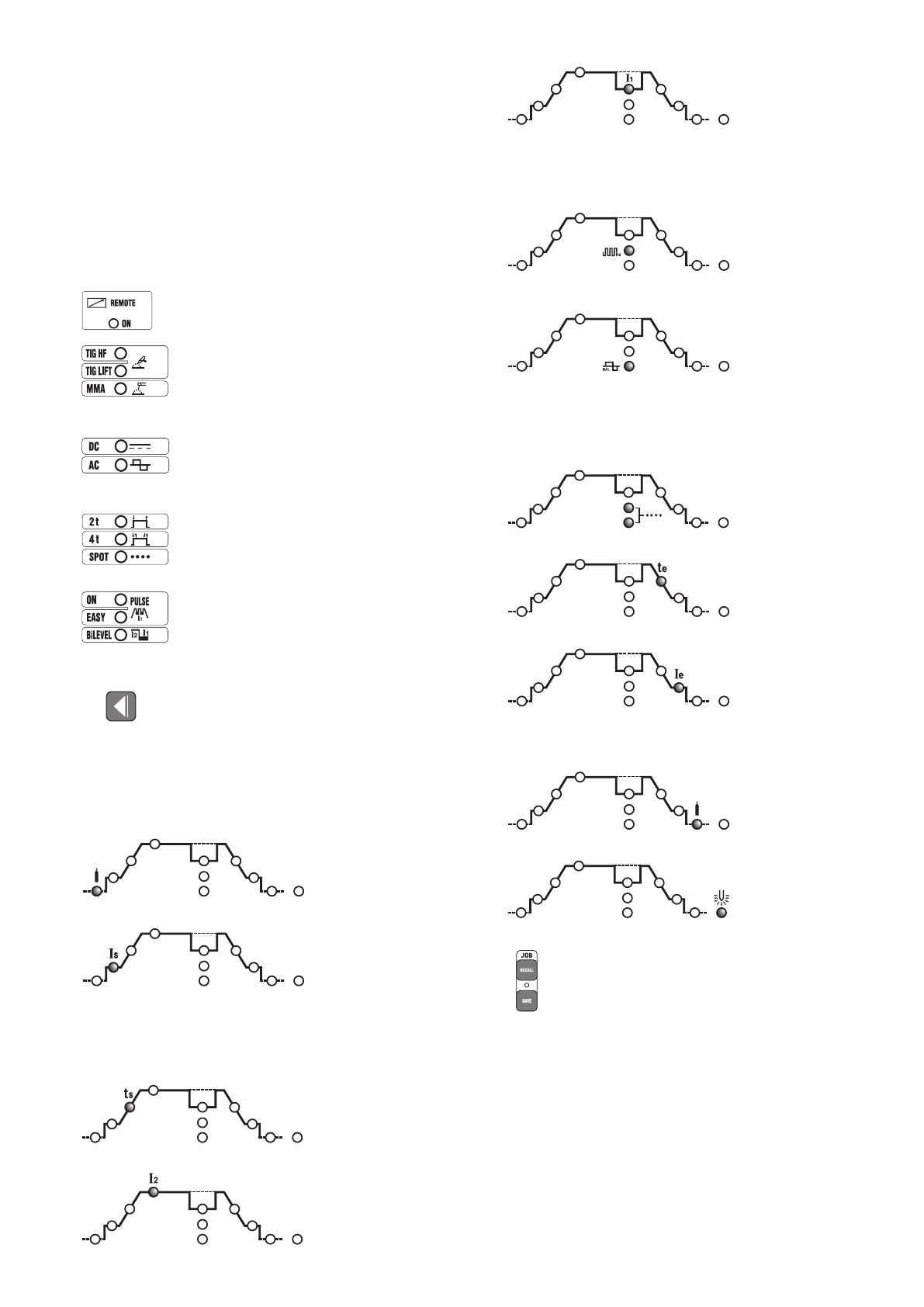
6-
Botões de selecção dos modos de soldadura:
6a
CONTROLO REMOTO
Permite de controlar os parâmetros de soldadura à distância.
6b
TIG - MMA
Modo de funcionamento: soldadura com eléctrodo revestido (MMA), soldadura
TIG com ignição do arco em alta frequência (TIG HF) e soldadura TIG com
ignição do arco em contacto (TIG LIFT).
6c
AC/DC
No modo TIG permite escolher entre soldadura em corrente contínua (DC) e
soldadura em corrente alternada (AC) (função presente somente nos modelos
AC/DC).
6d
2T - 4T - SPOT
No modo TIG permite de escolher entre comando de 2 tempos, 4 tempos ou
com temporizador de soldadura por pontos ( SPOT).
6e
PULSE - PULSE EASY - BiLEVEL
No modo TIG pode-se escolher entre o processo de soldadura pulsado,
pulsado predefinido ou bi-level. Com os leds apagados corresponde ao
processo de soldadura standard.
7- Botão de selecção de parâmetros a configurar.
O botão
selecciona o parâmetro a regular com o manípulo Encoder
(9);
o valor e a unidade de medida são visualizados respectivamente nos ecrãs
(10)
e
led
(11)
.
OBS.:
A configuração dos parâmetros é livre. Todavia, existem algumas
combinações de valores que não têm nenhum sentido prático para a soldadura;
nesse caso o aparelho de soldar poderá não funcionar correctamente.
OBS.: RECONFIGURAÇÃO DE TODOS OS PARÂMETROS DE FÁBRICA
(RESET)
Carregando simultaneamente os botões (8) quando acende, todos os parâmetros
de soldadura são recolocados no valor de default.
7a
PRÉ-GÁS
No modo TIG/HF representa o tempo de PRÉ-GÁS em segundos (regulação
de 0÷5 seg). Melhora o arranque da Soldadura.
7b
CORRENTE INICIAL (I
START
)
No modo TIG 2 tempos e SPOT representa a corrente inicial I
S
mantida durante
um tempo fixo com o botão tocha carregado (regulação em Ampère).
No modo TIG de 4 tempos representa a corrente inicial Is mantida durante
todo o tempo no qual é carregado o botão tocha (regulação em Ampère).
No modo MMA representa a sobrecarga de corrente dinâmica “HOT START”
(regulação 0÷100%). Com indicação no ecrã do incremento percentual em
relação ao valor da corrente de soldadura pré-seleccionada. Esta regulação
melhora a fluidez da soldadura.
7c
RAMPA INICIAL (t
START
)
No modo TIG representa o tempo da rampa inicial da corrente (de I
S
até I
2
)
(regulação 0.1÷10seg.). Em OFF rampa não presente.
7d
CORRENTE PRINCIPAL (I
2
)
No modo TIG AC/DC, MMA representa a corrente I
2
de saída. No modo
PULSADO BI-LEVEL é a corrente no nível mais alto ( máxima ). O parâmetro
é medido em Ampère.
7e
CORRENTE DE BASE - ARC FORCE
No modo TIG de 4 tempos BI-LEVEL e PULSADO, I
1
representa o valor da
corrente que pode ser alternado ao valor principal I
2
durante a soldadura. O
valor é expresso em Ampère.
No modo MMA representa a sobrecarga de corrente dinâmica ”ARC-FORCE”
(regulação 0÷100%) com indicação no ecrã do incremento percentual em
relação ao valor da corrente de soldadura pré-seleccionada. Esta regulação
melhora a fluidez da soldadura e evita a colagem do eléctrodo à peça.
7f
FREQUÊNCIA
No modo TIG PULSADO representa a frequência de pulsado. Para os modelos
AC/DC, no modo TIG AC (com pulsado desabilitado), representa a frequência
da corrente de soldadura.
7g
BALANCE
No modo TIG PULSADO, representa a relação (em percentual) entre o tempo
no qual a corrente está em nível maior (corrente principal de soldadura) e
o período total de pulsado. Para além disso, para os modelos AC/DC, no
modo TIG AC (com pulsado desabilitado), o parâmetro representado indica
a relação (em percentual) entre o tempo no qual a polaridade da corrente na
saída por EN- (eléctrodo negativo) é positiva e o período total da corrente
alterna. Quanto maior é o valor EN-, maior é a penetração (regulação em %)
(TAB. 4)
.
7h
TEMPO DE SPOT
No modo TIG (SPOT) representa a duração da soldadura (regulação
0.1÷10seg.).
7k
RAMPA FINAL (t
END
)
No modo TIG representa o tempo da rampa final da corrente (de I
2
até Ie)
(regulação 0.1÷10seg.). Em OFF rampa não presente.
7l
CORRENTE FINAL (I
END
)
No modo TIG de 2 tempos representa a corrente final somente se a RAMPA
FINAL
(7k)
for configurada num valor acima de zero (>0.1 seg.).
No modo TIG de 4 tempos representa a corrente final é mantida durante todo
o tempo no qual é carregado o botão tocha.
As grandezas são expressas em Ampère.
7m
PÓS-GÁS
No modo TIG representa o tempo de PÓS-GÁS em segundos (regulação
0.1÷25seg.) e protege eléctrodo e banho de fusão contra a oxidação.
7n
PREAQUECIMENTO ELÉCTRODO
No modo TIG AC representa o valor do produto da corrente * tempo de
preaquecimento do eléctrodo de Tungsténio no acendimento do arco.
8- JOB
Botões
“RECALL”
e
“SAVE”
para a gravação e abertura de programas
personalizados.
9- Manípulo encoder para a configuração dos parâmetros de soldadura
seleccionáveis com a tecla (7).
10-
Ecrã alfanumérico.
11-
Led vermelho, indicação da unidade de medida.
12-
Led verde, potência acesa.
13-
LED de sinalização ALARME (a máquina está bloqueada).
A restauração é automática quando é eliminada a causa do alarme.
Mensagens de alarme indicadas no ecrã
(10)
:
- ”AL1” :
intervenção da protecção térmica do circuito primário.
- ”AL2” :
intervenção da protecção térmica do circuito secundário.
- ”AL3” :
intervenção da protecção devido à sobrecarga de tensão da linha de
alimentação.
- ”AL4” :
intervenção da protecção devido à baixa tensão da linha de
alimentação.
- ”AL5” :
intervenção da protecção de sobreaquecimento primário.
-
”AL6” :
intervenção da protecção devido à falha de fase da linha de
alimentação.
-
”AL7” :
depósito excessivo de poeira no interior do aparelho de soldar,
restaurar com:
- limpeza interna do aparelho;





