Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 77 -
4.2.3 Panoul anterior FIG. D2
1-
Priză rapidă pozitivă (+) pentru a conecta cablul de sudură.
2-
Priză rapidă negativă (-) pentru a conecta cablul de sudură.
3-
Conector pentru conectarea cablului butonului pistoletului.
4-
Racord pentru conectarea tubului de gaz al pistoletului TIG.
5-
Panou comenzi.
6-
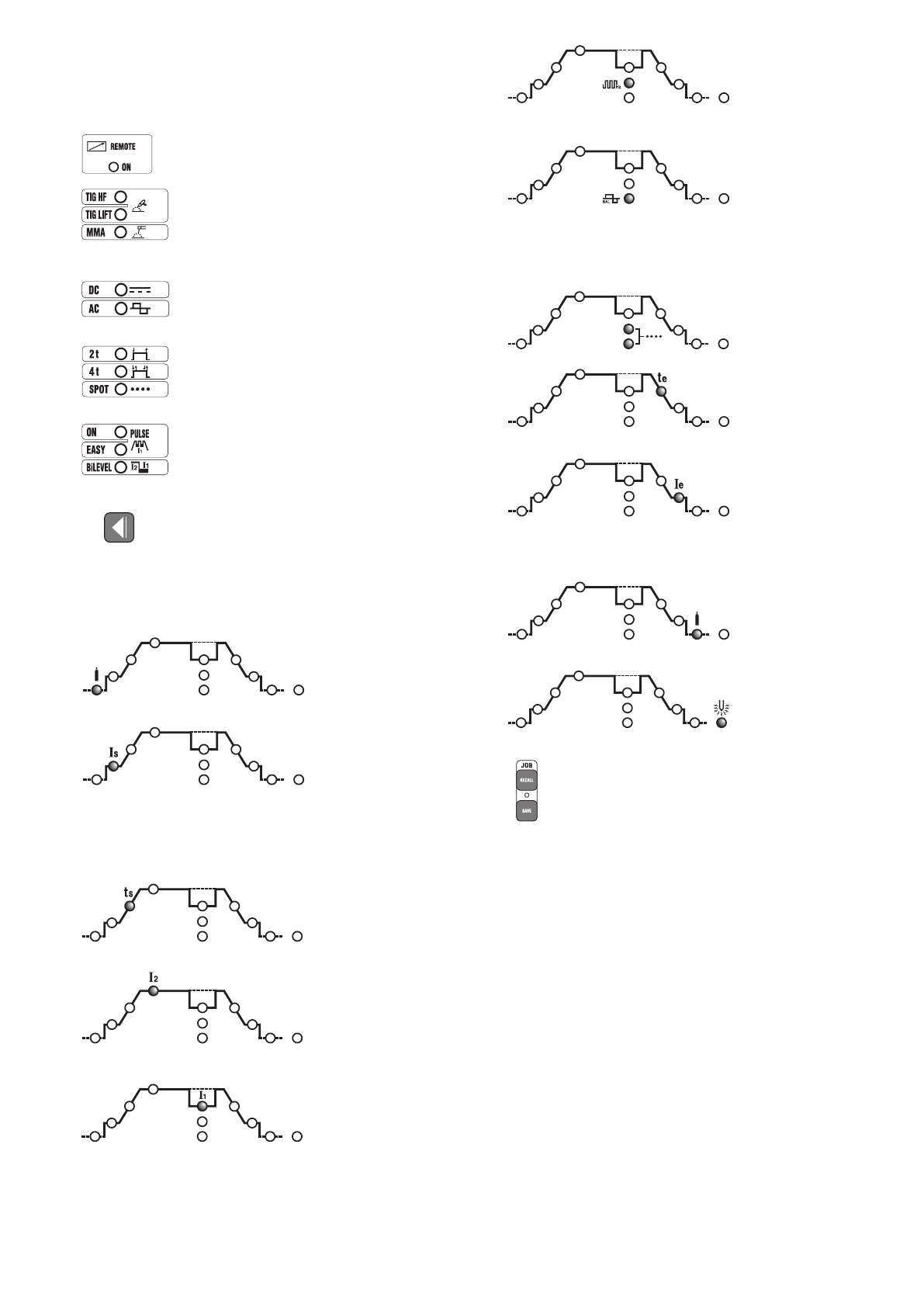
Butoane de selectare a modurilor de sudură:
6a
COMANDĂ LA DISTANŢĂ
Permite transferul controlului parametrilor de sudură la comanda la distanţă.
6b
TIG - MMA
Modul de funcţionare: sudura cu electrod învelit (MMA), sudura TIG cu
amorsarea arcului la înaltă frecvenţă (TIG HF) şi sudura TIG cu amorsarea
arcului prin contact (TIG LIFT).
6c
AC/DC
În modul TIG permite alegerea între sudura cu curent continuu (DC) şi sudura
cu curent alternativ (AC) (funcţie prezentă numai la modelele AC/DC).
6d
2T - 4T - SPOT
În modul TIG permite alegerea între comanda în 2 timpi, 4 timpi sau cu
temporizator de punctare ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
În modul TIG permite alegerea între procesul de sudură pulsat, pulsat predefinit
sau bi-level. Cu ledurile stinse, corespunde procesului de sudură standard.
7- Buton de selectare a parametrilor de reglat.
Butonul
selectează parametrul de reglat cu maneta Encoder
(9)
;
valoarea şi unitatea de măsură sunt afişate respectiv pe display
(10)
şi led
(11)
.
N.B.:
Reglarea parametrilor este liberă. Există, totuşi, anumite combinaţii de valori
care nu au nicio semnificaţie practică pentru sudură; în acest caz, aparatul de
sudură ar putea să nu funcţioneze corect.
N.B.: RESETAREA TUTUROR PARAMETRILOR DIN FABRICĂ (RESET)
Apăsând în acelaşi timp butoanele (8) la pornire, toţi parametrii de sudură revin la
valoarea prestabilită.
7a
PRE-GAZ
În modul TIG/HF reprezintă timpul de PRE-GAZ în secunde (reglare de 0÷5
sec). Îmbunătăţeşte pornirea sudurii.
7b
CURENT INIŢIAL (I
START
)
În modul TIG 2 timpi şi SPOT reprezintă curentul iniţial I
S
menţinut pentru un
timp fix cu butonul pistoletului apăsat (reglare în amperi).
În modul TIG 4 timpi reprezintă curentul iniţial Is menţinut pentru tot timpul în
care este apăsat butonul pistoletului (reglare în amperi).
În modul MMA reprezintă supracurentul dinamic “HOT START” (reglare
0÷100%). Cu indicarea pe display a creşterii procentuale faţă de valoarea
curentului de sudură preselectat. Această reglare îmbunătăţeşte fluiditatea
sudurii.
7c
RAMPA INIŢIALĂ (t
START
)
În modul TIG reprezintă timpul rampei iniţiale a curentului (de la I
S
la I
2
) (reglare
0.1÷10sec.). În OFF rampa nu este prezentă.
7d
CURENTUL PRINCIPAL (I
2
)
În modul TIG AC/DC, MMA reprezintă curentul I
2
la ieşire. În modul PULSAT
BI-LEVEL este curentul la nivelul cel mai înalt ( maxim ). Parametrul este
măsurat în amperi.
7e
CURENT DE BAZĂ - ARC FORCE
În modul TIG 4 timpi BI-LEVEL şi PULSAT, I
1
reprezintă valoarea de curent
care poate fi alternată cu cea principală I
2
în timpul sudurii. Valoarea este
exprimată în amperi.
În modul MMA reprezintă supracurentul dinamic “ARC-FORCE” (reglare
0÷100%) cu indicarea pe display a creşterii procentuale faţă de valoarea
curentului de sudură preselectat. Această reglare îmbunătăţeşte fluiditatea
sudurii şi evită lipirea electrodului de piesă.
7f
FRECVENŢA
În modul TIG PULSATO reprezintă frecvenţa de pulsare. Pentru modelele AC/
DC, în modul TIG AC (cu pulsare dezactivată), reprezintă frecvenţa curentului
de sudură.
7g
BALANCE
În modul TIG PULSAT, reprezintă raportul (în procent) dintre timpul în care
curentul se află la nivel mai mare (curent principal de sudură) şi perioada
totală de pulsare. De asemenea, pentru modelele AC/DC, în modul TIG AC (cu
pulsare dezactivată), parametrul reprezentat indică raportul (în procent) dintre
timpul în care polaritatea curentului este pozitiv la ieşire din EN- (electrod
negativ) şi perioada totală a curentului alternativ. Cu cât este mai mare
valoarea EN-, cu atât mai mare este penetrarea (reglare în %)
(TAB. 4)
.
7h
TIMP DE SPOT
În modul TIG (SPOT) reprezintă durata sudurii (reglare 0.1÷10sec.).
7k
RAMPA FINALĂ (t
END
)
În modul TIG reprezintă timpul rampei finale a curentului (de la I
2
la I
e
) (reglare
0.1÷10sec.). În OFF rampa nu este prezentă.
7l
CURENTUL FINAL (I
END
)
În modul TIG 2 timpi reprezintă curentul final I
e
numai dacă RAMPA FINALĂ
(7k)
este setată la o valoare mai mare de zero (>0.1 sec.).
În modul TIG 4 timpi reprezintă curentul final I
e
pentru tot timpul în care este
apăsat butonul pistoletului.
Mărimile sunt exprimate în amperi.
7m
POST-GAZ
În modul TIG reprezintă timpul de POST-GAZ în secunde (reglare 0.1÷25sec).
şi protejează electrodul şi baia de sudură împotriva oxidării.
7n
PREÎNCĂLZIRE ELECTROD
În modul TIG AC reprezintă valoarea produsului curent * timp de preîncălzire
al electrodului de Tungsten la aprinderea arcului.
8- JOB
Butoanele
“RECALL”
şi
“SAVE”
pentru memorizarea şi apelarea programelor
personalizate.
9- Maneta encoder pentru setarea parametrilor de sudură selecţionabili cu
tasta (7).
10-
Display alfanumeric.
11-
Led roşu, indicarea unităţii de măsură.
12-
Led verde, putere aprinsă.
13-
LED de semnalare ALARMĂ (aparatul este blocat).
Restabilirea este automată la încetarea cauzei alarmei.
Mesaje de alarmă indicate pe display
(10)
:
- ”AL1” :
intervenţia protecţiei termice a circuitului primar.
- ”AL2” :
intervenţia protecţiei termice a circuitului secundar.
- ”AL3” :
intervenţia protecţiei în caz de supratensiune a liniei de alimentare.
- ”AL4” :
intervenţia protecţiei în caz de subtensiune a liniei de alimentare.
- ”AL5” :
intervenţia protecţiei supratemperatură primară.
-
”AL6” :
intervenţia protecţiei datorită lipsei fazei liniei de alimentare.
-
”AL7” :
depunere excesivă de praf în interiorul aparatului de sudură, restabilire
cu:
- curăţarea internă a aparatului;
- tasta display de pe panoul de control.
-
”AL8” :
Tensiune auxiliară în afara intervalului.
-
“AL9” :
intervenţia protecţiei în caz de presiune insuficientă a circuitului de
răcire cu apă al pistoletului. Restabilirea nu se face automat.
La stingerea aparatului de sudură se poate manifesta, timp de câteva secunde,
semnalarea
”OFF”
.
N.B.: MEMORIZAREA ŞI AFIŞAREA ALARMELOR
La fiecare alarmă sunt memorizate setările aparatului. Pot fi apelate ultimele 10
alarme după cum urmează:
Apăsaţi, timp de câteva secunde, butonul
(6a)
“ “COMANDĂ LA DISTANŢĂ”.
Pe display apare mesajul “AY.X” unde “Y” indică numărul alarmei (A0 mai recentă,
A9 mai veche), iar “X” indică tipul alarmei înregistrate (de la 1 la 8, vezi AL1 ...
AL8).
4.3 MEMORIZAREA ŞI APELAREA PROGRAMELOR PERSONALIZATE
Introducere
Aparatul de sudură permite memorizarea (SAVE) programelor de sudură personalizate
referitoare la un set de parametri valabili pentru o anumită sudură. Fiecare program
personalizat poate fi apelat (RECALL) în orice moment, punând astfel la dispoziţia





