Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 111 -
1~: ühefaasiline vahelduvpinge;
3~: kolmefaasiline vahelduvpinge.
3-
Sümbol
S
: näitab, et on võimalik sooritada keevitusoperatsioone keskkonnas, kus
on kõrge elektrišokkioht (nt. suurte metallikoguste läheduses).
4-
Teostatava keevitusprotseduuri sümbol.
5-
Keevitusaparaadi siseehituse sümbol.
6-
Viide EUROOPA kaarkeevitusaparaatide ohutus- ja tootmisnormatiivile.
7-
Registrinumber keevitusaparaadi identifitseerimiseks (hädavajalik tehnilise
teeninduse, osade väljavahetamise ja toote päritolu selgitamise korral)
8-
Elektrisüsteemi töövõime:
- U
0
:
Maksimaalne tühijooksupinge.
- I
2
/U
2
:
Vastav normaliseeritud vool ja pinge, mida keevitusaparaat võib jaotada
keevituse ajal.
- X :
Impulsisagedus: näitab aega, mille jooksul keevitusaparaat on võimeline
jaotama vastavat voolu (sama kolonn). Võime väljendub %-des, baseerudes 10
minutisele tsüklile (nt. 60% = 6 minutit tööd, 4 minutit puhkust, jne.).
Juhul kui kasutustegurid (viide 40°C-le keskkonnale) ületatakse,
ülekuumenemiskaitse seiskub (keevitusaparaat jääb stand-by kuni seadme
temperatuur taastub ettenähtud tasemele).
- A/V-A/V :
Näitab keevitusvoolu reguleerimisskaalat (minimaalne -
maksimaalne) ja sellele vastavat kaarpinget.
9-
Toiteliini omadused:
- U
1
:
Keevitusaparaadi vahelduvpinge ja toitevoolu sagedus (lubatud piir ±10%).
- I
1 max
:
Liini poolt kasutatud maksimaalne vool.
- I
1eff
:
Reaalne toitevool.
10-
:
Liini kaitseks ettenähtud kaitsekorkide väärtus hilinenud stardi korral.
11-
Ohutusnorme viitavad sümbolid, mille tähendus on selgitatud peatükis 1 “
Kaarkeevituse üldine ohutus”.
Märge: Ülaltoodud näiteplaadil on näidatud ainult sümbolite ja väärtuste tähendused;
keevitusaparaadi täpsed tehnilised andmed leiate käesoleva seadme andmeplaadilt.
3.2 ÜLEJÄÄNUD TEHNILISED ANDMED
-
KEEVITUSAPARAAT: vaata tabelit 1 (TAB.1).
-
PÕLETI:
vaata tabelit 2 (TAB.2).
Keevitusaparaadi kaal on näidatud tabelis 1 (TAB. 1).
4. KEEVITUSAPARAADI KIRJELDUS
4.1 PLOKKIDE SKEEM
Keevitusaparaat koosneb peamiselt võimemoodulist, valmistatud joodetud sfäärile ja
optimaliseeritud, et saavutada maksimaalne töökindlus ja vähendada hooldustöid.
Mikroprotsessori valvega keevitusaparaat, kuhu võib sisestada suurel hulgal
parameetreid parema keevitustulemuse saavutamiseks kõikide tingimuste
ja materjalidega. Omaduste täielikuks ärakasutamiseks on aga tähtis tunda
toimimisvõimalusi.
Kirjeldus (PILT B)
1- Üksikfaasi
toiteliini
sissepääs,
alaldigrupp
ja
nivelleerimise
kondensaatorid.
2-
Switching-sild transistoridega (IGBT) ja draiverid;
muudab tasasuunalise
pinge kõrge sagedusega vahelduvpingeks ja reguleerib võimsuse soovitud
keevituse pinge/voolu kohaseks.
3-
Kõrge sagedusega transformaator:
algmähis toitub blokki 2 poolt
ümbermuudetud pingega; selle toimingu eesmärk on kohandada pinge ja vool
kaarkeevituseks vajalike väärtusteni ja samaaegselt isoleerida galvaaniliselt
keevitussfäär toiteliinist.
4-
Teisejärguline alaldisild induktiivnivelleerimisega:
muudab teisejärgulise
mähise poolt toodetud pinge/voolu madalate lainetega pingeks/pidevvooluks.
5- Switching a transistors (IGBT) sild ja drivers;
muudab väljuva voolu
sekundaarseks DC-st AC-sse TIG AC-keevituse tarvis (kui olemas).
6- Kontroll- ja reguleerimiselektroonika;
kontrollib momentaalselt keevitusvoolu
siirdumisväärtuse ja võrdleb seda masina kasutaja poolt seatud väärtusega;
moduleerib reguleerimist teostatavate IGBT-driver-ite juhtimpulsse.
7- Keevitusaparaadi funktsioneerimise kontrolli loogika:
asetab keevitustsüklid,
annab käske käivitusseadmetele, valvab kaitsesüsteeme.
8- Parameetrite ja funktsioneerimismeetodite asetus-ja visualiseerimispaneel
.
9- HF-i süütamise generaator
(kui olemas)
10- Elektronventiili kaitsegaas.
11- Keevitusaparaadi jahutusventilaator.
12- Distantsreguleerimine.
4.2 KONTROLL-, REGULEERIMIS- JA ÜHENDUSSEADMED
4.2.1 Tagapaneel (JOON. C)
1-
Toitekaabel (2P + P.E) (1~) või (3P + P.E) (3~).
2-
Pealüliti O/OFF - I/ON.
3-
Gaasivooliku ühendusotsik (gaasiballooni surve reduktor - keevitusaparaat).
4-
Ühendus kaugjuhtimise tarvis:
Keevitusaparaadile on võimalik rakendada, selleks ettenähtud tagaküljel oleva
14 poolusega pistmiku vahendusel, erinevaid kaugjuhtimise tüüpe. Iga seade
tuntakse automaatselt ära ja võimaldab reguleerida järgnevaid parameetreid:
- Kaugjuhtimine potentsimeetriga:
keerates potentsimeetri nuppu, varieerub peavool minimaalsest
maksimaalseni.
Peavoolu reguleerimine on võimalik ainult kaugjuhtimise abil.
- Pedaalidega kaugjuhtimine:
voolu väärtus oleneb pedaali positsioonist (peapotentsimeetrile seatud väärtus
minimaalsest maksimaalseni). TIG 2 AJA meetodi korral käivitub masin
vajutades pedaali ja mitte põleti lülitit.
- Kahe potentsimeetriga kaugjuhtimine:
esimene potentsimeeter reguleerib põhivoolu. Teine potentsimeeter reguleerib
ühte teist parameetrit, mis sõltub teostatavast keevitusmeetodist. Seda
potentsimeetrit keerates ilmub nähtavale muudetav parameeter (mis ei saa
enam juhtida paneelil oleva lülitiga). Teise potentsiomeetri tähendus: ARC
FORCE, kui töötatakse režiimil MMA, ja VOOLU LANGUSAEG, kui töötatakse
režiimil TIG.
4.2.2 Esipaneel JOON. D1
1-
Positiivne (+) kiirpistikupesa keevituskaablile.
2-
Negatiivne (-) kiirpistikupesa keevituskaablile.
3-
Liitmik keevituskäpa nupu kaablile.
4-
Ühendus TIG-põleti gaasivooliku ühendamiseks.
5-
Juhtimispult.
6-
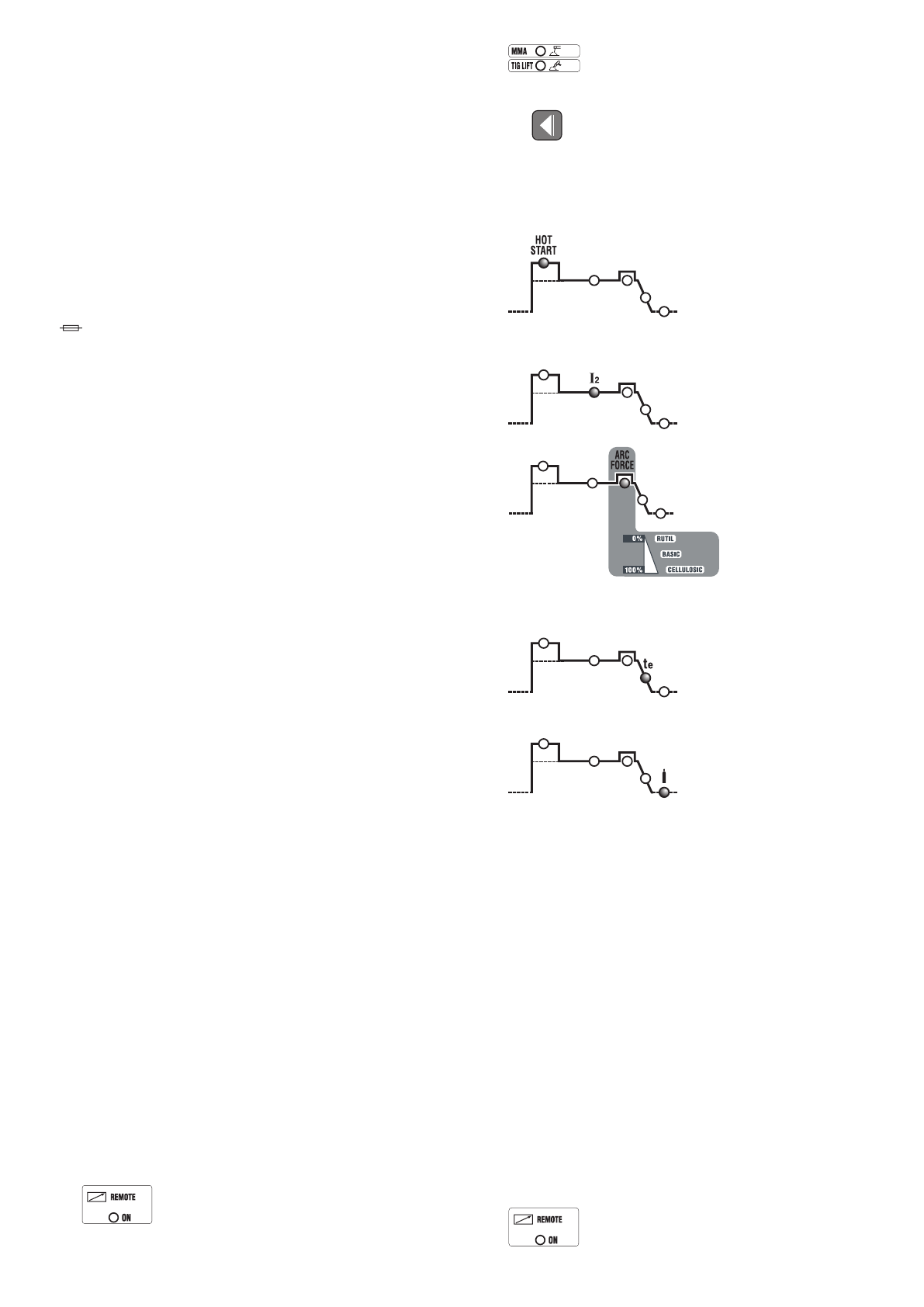
Keevitusrežiimide valiku nupud:
6a
KAUGJUHTIMINE
Võimaldab viia keevitusparameetrite juhtimise üle kaugjuhtimisele.
6b
MMA-TIG LIFT
Töörežiim: keevitamine kattega elektroodiga (MMA) ja kontaktsüütega TIG-
keevitus (TIG LIFT).
7- Seadistatavate parameetrite valiku nupp.
Nupuga
valitakse parameeter, mida juhtnupuga Encoder
(8)
muudetakse;
väärtust ja ühikut kuvatakse ekraanide
(10)
ja LEDide
(9)
abil.
N.B.:
Parameetreid saab seadistada üksteisest sõltumatult. Samal ajal pole
parameetrite teatud kombinatsioonid keevitamise seisukohast otstarbekad ning
sellisel juhul ei pruugi keevitusseade korralikult töötada.
N.B.:
KÕIGI TEHASESEADETE TAASTAMINE (RESET)
Seadme käivitamisel nupule
(7)
vajutades ennistatakse kõigi parameetrite algsed
väärtused.
7a
HOT START
MMA-režiimil töötades näitab voolutugevuse kasvu keevitamise alustamisel
„HOT START“ (seadistusskaala 0 ÷ 100); kuvaril näidatakse, kui mitu protsenti
on kasutatav väärtus valitud keevitusvoolust suurem. See seadistus hõlbustab
keevitamise alustamist.
7b
PÕHIVOOL (I
2
)
TIG, MMA-režiimil töötades näitab tegelikku keevitusvoolu amprites.
7c
ARC-FORCE
MMA-režiimil töötades näitab keevitusvoolu dünaamilist kasvu „ARC FORCE“
(seadistusskaala 0 ÷ 100%); kuvaril näidatakse, kui mitu protsenti on kasutatav
väärtus suurem eelnevalt seadistatud keevitusvoolust. Antud seadistus
muudab keevitamise sujuvamaks ning hoiab ära elektroodi kleepumise
keevitatava tooriku külge.
7d
VOOLU LANGUSAEG (t
e
)
TIG-režiimil töötades näitab voolu langusaega keevitamise lõpus
(seadistusskaala 0.1 ÷ 10 sekundit); hoiab ära kraatri tekkimise keevisõmbluse
lõpus (kui toimub I
2
-> 0).
7e
GAASI JÄRELVOOG
TIG-režiimil töötades näitab gaasi lõppvoo kestust sekundites (seadistusskaala
0.1 ÷ 25 sekundit); kaitseb elektroodi ja keevisvanni oksüdeerumise eest.
8-
Kooderi juhtnupp nupuga (
7
) valitavate keevitusparameetrite reguleerimiseks.
9-
Punane LED, näitab mõõtühikut.
10-
Alfanumeeriline kuvar.
11-
LED signaallamp HÄIRE (keevitusseade on blokeeritud).
Häire põhjustanud rikke kõrvaldamisel hakkab keevitusseade automaatselt uuesti
tööle.
Veateated kuvaril
(10)
:
- ”AL1” :
rakendunud on primaarahela ülekuumenemiskaitse.
- ”AL2” :
rakendunud on sekundaarahela ülekuumenemiskaitse.
- ”AL3” :
rakendunud on toiteliini ülepingekaitse.
- ”AL4” :
rakendunud on toiteliini alapingekaitse.
- ”AL5” :
rakendunud on primaarahela liigtemperatuurikaitse.
-
”AL6” :
toiteliinis puudub faas, rakendunud on liini kaitse.
-
”AL7” :
seadme sisemusse on ladestunud tolm, uuesti käivitamiseks:
- puhastage masina sisemus;
- kasutage juhtimispuldil olevat
display
nuppu.
-
”AL8” :
Abivool üle piirväärtuse.
Keevitusseadme väljalülitamisel võidakse paari sekundi jooksul kuvada teadet „
OFF
“”.
N.B.: VEATEADETE SALVESTAMINE JA KUVAMINE
Iga häire korral salvestatakse keevitusseadme seadistused. Viimast 10 häiret on
võimalik mälust tagasi kutsuda:
Hoidke paari sekundi jooksul all nuppu
(6a)
„KAUGJUHTIMINE”.
Kuvarile ilmub kiri „AY.X”, kus „Y” näitab häire numbrit (A0 kõige uuem, A9 kõige
vanem) ja „X” näitab veakoodi (1 kuni 8, vt. AL1 ... AL8).
12-
Roheline LED, võimsus sees.
4.2.3 Esipaneel JOON. D2
1-
Positiivne (+) kiirpistikupesa keevituskaablile.
2-
Negatiivne (-) kiirpistikupesa keevituskaablile.
3-
Liitmik keevituskäpa nupu kaablile.
4-
Ühendus TIG-põleti gaasivooliku ühendamiseks.
5-
Juhtimispult.
6-
Keevitusrežiimide valiku nupud:
6a
KAUGJUHTIMINE
Võimaldab viia keevitusparameetrite juhtimise üle kaugjuhtimisrežiimile.





