Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 56 -
1-
Höljets skyddsgrad.
2-
Symbol för matningslinjen:
1~: enfas växelspänning;
3~: trefas växelspänning.
3-
Symbolen
S
: indikerar att svetsning kan utföras i miljö med ökad risk för elektrisk
stöt (t. ex. i närheten av stora metallmassor).
4-
Symbol för den svetsningsprocess som förutses.
5-
Symbol för maskinens inre struktur.
6-
EUROPEISK referensnorm gällande säkerhet och konstruktion av maskiner för
bågsvetsning.
7-
Serienummer för identifiering av svetsen (oumbärlig vid teknisk service, beställning
av reservdelar, sökning efter produktens ursprung).
8-
Svetsningskretsens prestationer:
- U
0
:
Maximal spänningstopp på tomgång.
- I
2
/U
2
:
Motsvarande normaliserad ström och spänning som kan fördelas av
svetsen under svetsningen.
- X :
Intermittensförhållande: indikerar den tid under vilken svetsen kan fördela
den motsvarande strömmen (samma kolonn). Detta uttrycks i %, baserad på
en cykel på 10 minuters (t. ex. 60% = 6 minuters arbete, 4 minuters vila; och så
vidare).
Om utnyttjningsfaktorerna (värden på skylten, refererar till 40°C omgivande
temperaur) överskrids kommer det termiska skyddet att ingripa (svetsen
kommer att vara i stand-by tills dess temperatur ligger inom gränserna).
- A/V-A/V:
Indikerar skalan för inställning av svetsströmmen (minimum - maximum)
och motsvarande bågspänning.
9-
Matningslinjens egenskaper:
- U
1
:
Växelspänning och frekvens för matning av maskinen (tillåtna gränser
±10%):
- I
1 max
:
Maximal ström som absorberas av linjen.
- I
1eff
:
Reell matningsström.
10-
:
Värde för de fördröjda säkringar som ska användas för att skydda linjen.
11-
Symboler som hänvisar till säkerhetsnormer vars betydelse förklaras i kapitel 1
“Allmänna säkerhetsanvisningar för bågsvetsning”.
Anmärkning: I det exempel på skylt som finns här är symbolernas och siffrornas
betydelse indikativ; de exakta värdena för er svets tekniska data måste avläsas direkt
på den skylt som finns på själva svetsen.
3.2 ANDRA TEKNISKA DATA
- SVETS:
se tabell 1 (TAB.1).
- SKÄRBRÄNNARE: se tabell 2 (TAB.2).
Svetsens vikt indikeras i tabell 1 (TAB.1).
4. BESKRIVNING AV SVETSEN
4.1 BLOCKSCHEMA
Svetsen består huvudsakligen av effekt- och kontrollmoduler framställda på tryckta
kretsar, som optimerats för att uppnå bästa möjliga driftsäkerhet och minsta möjliga
underhåll.
Svetsen styrs av en mikroprocessor som gör det möjligt att ställa in ett stort antal
parametrar för att möjliggöra en optimal svetsning under alla olika förhållanden och på
alla olika typer av material. Man måste dock känna till svetsens funktionsmöjligheter
för att kunna använda dess egenskaper fullt ut.
Beskrivning (FIG. B)
1- Inmatning enfas matningslinje, likriktarenhet och kondensatorer för
nivellering.
2- Switch-transistorbrygga (IGBT) och drivers:
växlar om den likriktade
matningsspänningen till växelspänning med hög frekvens och reglerar effekten i
enlighet med den svetsström/spänning som ställts in.
3- Högfrekvens transformator:
den primära lindningen matas med den omvandlade
spänningen från block 2. Den har till uppgift att anpassa spänning och ström till
de värden som krävs för bågsvetsningen och att samtidigt isolera svetskretsen
galvaniskt från matningslinjen.
4- Sekundär brygg-likriktare med induktans för nivellering:
omvandlar
växelspänningen/strömmen som fördelas av den sekundära lindningen till
likström/spänning med mycket låg strömkrusning.
5- Switch-transistorbrygga (IGBT) och drivers:
omvandlar utströmmen till den
sekundära från likström till växelström för TIG AC-svetsning (om sådana finns).
6- Elektronik för kontroll och reglering:
kontrollerar värdet för svetsströmmen
omedelbart, och jämför det med det värde som ställts in av operatören. Anpassar
styrimpulserna från IGBT:s drivers som utför regleringen.
7- Logik för kontroll av svetsens funktion:
ställer in svetscyklerna, styr
manövreringsorganen, kontrollerar säkerhetssystemen.
8- Panel för inställning och
visualisering av parametrarna och funktionssätten.
9-
Generator för HF-tändning
(om sådana finns).
10- Elektriskt manövrerad ventil skyddsgas EV.
11- Fläkt för kylning av svetsen.
12- Fjärrstyrning.
4.2 ANORDNINGAR FÖR KONTROLL, REGLERING OCH ANSLUTNING
4.2.1 BAKRE KONTROLLTAVLA (FIG. C)
1-
Matningskabel (2P + P.E) (1~); (3P + P.E) (3~).
2-
Huvudströmbrytare O/OFF - I/ON.
3-
Anslutningsdon för gasslang (tryckregulator gastub - svets).
4-
Kopplingsdon för fjärrkommando:
Man kan ansluta 3 olika typer av fjärrkommandon till svetsen genom det för
detta avsedda kopplingsdonet med 14 poler som sitter på baksidan. De olika
anordningarna känns igen automatiskt och gör det möjligt att reglera följande
parametrar:
- Fjärrkommando med en potentiometer:
genom att vrida på ratten på potentiometern kan man variera huvudströmmen
från minimum till maximum. Regleringen av huvudströmmen kan enbart göras
från fjärrkommandot.
- Fjärrkommando med pedal:
värdet för strömmen bestäms av pedalens läge. Vid funktionssättet TIG i 2
TAKTER fungerar dessutom pedalen som kommando för start av maskinen i
stället för knappen på skärbrännaren.
- Fjärrkommando med två potentiometrar:
den första potentiometern reglerar huvudströmmen. Den andra potentiometern
reglerar en annan parameter som beror på den aktiva svetsfunktionen. När
man vrider på denna potentiometer visas den parameter som man håller på att
ändra (som inte längre kan styras med hjälp av ratten på kontrolltavlan). Den
andra potentiometern har betydelsen: ARC FORCE i funktionsläget MMA och
SLUTRAMP i funktionsläget TIG.
4.2.2 Frontpanel FIG. D1
1-
Snabbkontakt med pluspol (+) för anslutning av svetskabel.
2-
Snabbkontakt med minuspol (-) för anslutning av svetskabel.
3-
Kontakt för kabelns anslutning till brännarens knapp.
4-
Koppling för anslutning av gasrör till svetsbrännare TIG.
5-
Manöverpanel.
6-
Knapp för val av svetsningens funktionsläge:
6a
FJÄRRSTYRNING
Gör det möjligt att ändra på svetsparametrarna via fjärrkontroll.
6b
MMA-TIG LIFT
Funktionsläge: svetsning med belagd elektrod (MMA) och TIG-svetsning med
kontakttändning av bågen (TIG LIFT).
7- Knapp för att välja parametrar att ställa in.
Med knappen
väljs den parameter som du önskar justera med encoder-
ratten
(8)
;
det aktuella värdet och måttenheten anges på display
(10)
och av kontrollampa
(9)
.
OBS:
Parametrarna har fri inställning. Det förekommer dock vissa
värdekombinationer som inte har någon praktisk betydelse för svetsningen. Vid
inställning av sådana värden kan det hända att svetsen inte fungerar korrekt.
OBS:
ÅTERSTÄLLNING
AV
SAMTLIGA
PARAMETRAR
TILL
FABRIKSINSTÄLLDA VÄRDEN (RESET)
Genom att trycka på knappen
(7)
kommer samtliga svetsparametrar att vid
påsättningen ställas om till deras standardvärden.
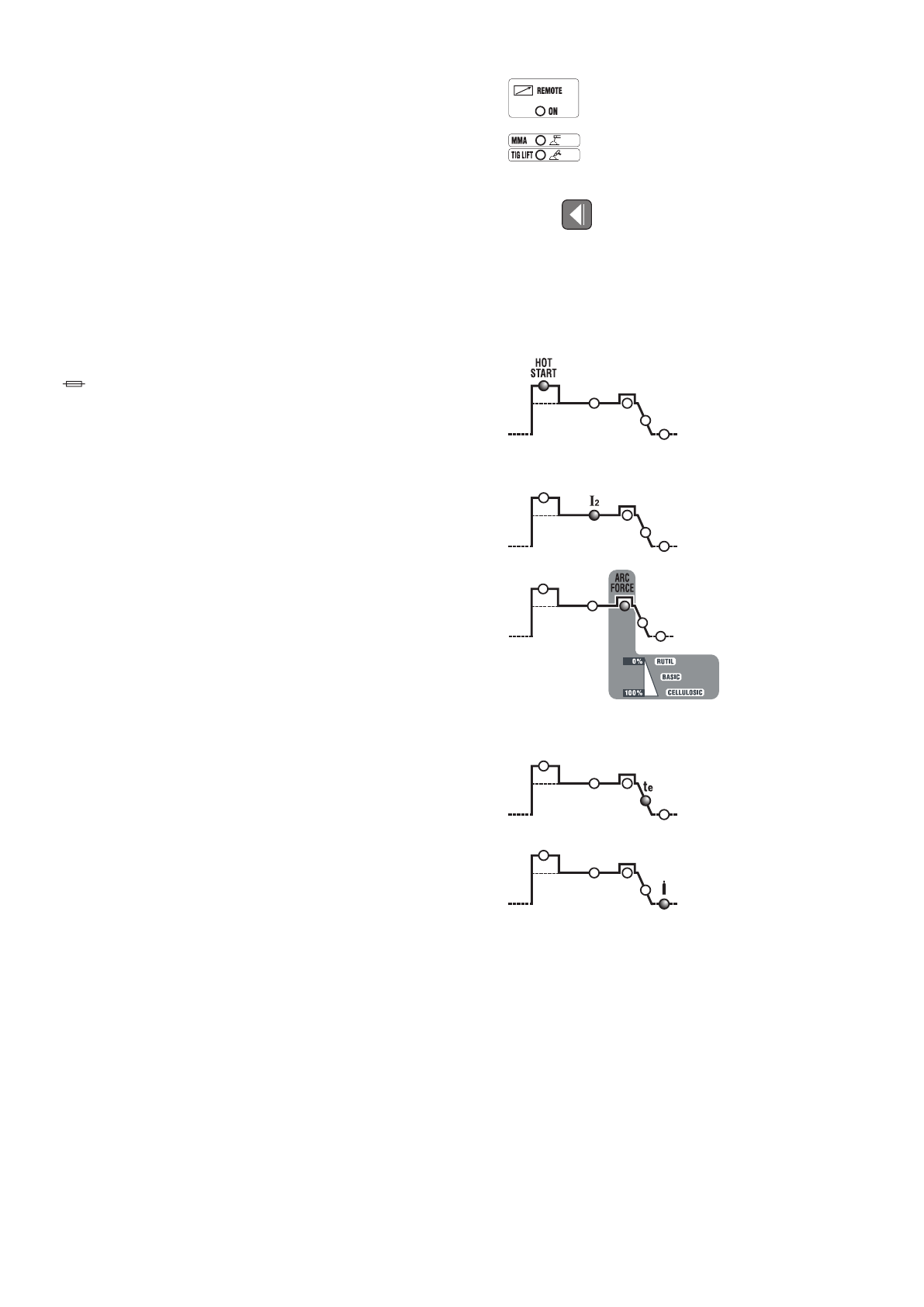
7a
HOT START
I funktionsläget MMA utgör den överströmmen vid start “HOT START”
(inställningsområde 0÷100) och den procentuella ökningen i förhållande till det
inställda svetsströmsvärdet visas på displayen. Denna inställning förbättrar
startskedet.
7b
HUVUDSTRÖM (I
2
)
I funktionslägena TIG och MMA utgör den svetsströmmen uppmätt i ampere.
7c
ARC-FORCE
I funktionsläget MMA utgör den den dynamiska överströmmen “ARC-FORCE”
(inställningsområde 0÷100%) och den procentuella ökningen i förhållande till
det förvalda svetsströmsvärdet visas på displayen. Denna inställning förbättrar
svetsflödet, förhindrar att elektroden bränner fast vid arbetsstycket och tillåter
användningen av flera olika typer av elektroder.
7d
SLUTRAMP (t
e
)
I funktionsläget TIG utgör den slutrampens tid (inställningsområde 0.1÷10sek.).
Denna inställning undviker kraterbildning vid svetsfogens slut (från I
2
till 0).
7e
POST-GAS
I funktionsläget TIG utgör den tiden för gasflödet efter svetsningen uttryckt
i sekunder (inställningsområde 0.1÷25sek.). Denna inställning skyddar
elektroden och smältbadet från oxidering.
8-
Encoder-ratt för inställning av de svetsparametrar som kan väljas med knappen
(7)
.
9-
Röd lysdiod, anger måttenheten.
10-
Alfanumerisk display.
11-
LYSDIOD som påvisar LARMLÄGE (maskinen är i spärrat läge).
Maskinen återställs automatiskt när larmets orsak har åtgärdats.
Larmmeddelanden som visas på skärmbilden
(10)
:
- ”AL1” :
Överhettningsskyddet på primärkretsen har utlöst.
- ”AL2” :
Överhettningsskyddet på sekundärkretsen har utlöst.
- ”AL3” :
Överspänningsskyddet på matarledningen har utlöst.
- ”AL4” :
Underspänningsskyddet på matarledningen har utlöst.
- ”AL5” :
Primärt överhettningsskydd har utlöst.
-
”AL6” :
Skydd för saknad av fas på matarledningen har utlöst.
-
”AL7” :
För mycket dammansamling inuti svetsen. Larmet återställs genom
att:
- rengöra maskinens insida
- trycka på knappen på manöverpanelens display.
-
“AL8” :
Hjälpspänning utanför mätområdet.
När svetsen stängs av kan det hända att meddelandet
”OFF”
visas i några
sekunder.
OBS: LAGRING OCH VISNING AV LARM
Vid varje larm lagras maskinens inställningar i minnet. Gör på följande sätt för att
visa de senaste 10 larmen:
Tryck in knappen
(6a)
“FJÄRRSTYRNING” i några sekunder.
På displayen visas texten “AY.X” där “Y” anger larmets nummer (A0 är det nyaste
larmet, A9 det äldsta) och “X” anger den typ av larm som registrerats (från 1 till 8,
se AL1 ... AL8).





