Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 67 -
- ”AL4” :
срабатывание защиты от низкого напряжения линии питания.
- ”AL5” :
срабатывание защиты от слишком высокой температуры
первичного контура.
- ”AL6” :
срабатывание защиты от отсутствия фазы линии питания.
- ”AL7” :
избыточное отложение пыли внутри сварочного аппарата,
восстановление при помощи:
- внутренняя очистка машины;
- кнопка дисплея панели управления.
- ”AL8” : Вспомогательное напряжение вне нужного диапазона.
После отключения сварочного аппарата в течение нескольких секунд может
быть видна сигнализация ”OFF”.
ПРИМ.: ЗАПОМИНАНИЕ И ВИЗУАЛИЗАЦИЯ ТРЕВОГ
При каждой тревоге запоминаются настройки машины. Можно вызывать
последние 10 тревог, как указано далее:
В течение нескольких секунд нажать на кнопку (
6a
) “
AY.X
”, где “Y” указывает
на номер тревоги (A0 более поздняя тревога, A9 более ранняя тревога) и
“X” указывает на тип зарегистрированной тревоги (от 1 до 8, смотри AL1 ...
AL8).
12-
Зеленый индикатор, мощность подключена.
4.2.3 Передняя панель РИС. D2
1-
Быстрая положительная розетка (+) для соединения кабеля сварки.
2-
Быстрая отрицательная розетка (-) для соединения кабеля сварки.
3-
Соединитель для соединения кабеля кнопки горелки.
4-
Соединитель для соединения трубы газа горелки TIG.
5-
Панель управления.
6-
Кнопки для выбора режима сварки:
6a
ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Позволяет перенести управление параметрами сварки на дистанционное
устройство управления.
6b
TIG - MMA
Режим работы:
сварка электродом с покрытием (MMA), сварка TIG
с возбуждением дуги с высокой частотой (TIG HF) и сварка TIG с
возбуждением дуги при контакте (TIG LIFT).
6c
AC/DC
В режиме TIG позволяет выбирать между сваркой при постоянном токе
(DC) и сваркой при переменном токе (AC) (эта функция имеется только у
моделей AC/DC).
6d
2T - 4T - SPOT
В режиме TIG позволяет выбирать между двухтактным, четырехтактным
управлением или синхронизатором точечной сварки (SPOT).
6e
PULSE - PULSE EASY - BiLEVEL
В режиме TIG позволяет выбирать между процессом импульсной сварки,
заранее заданной импульсной сварки или двухуровневой сварки (bi-
level). При наличии выключенных индикаторов используется процесс
стандартной сварки.
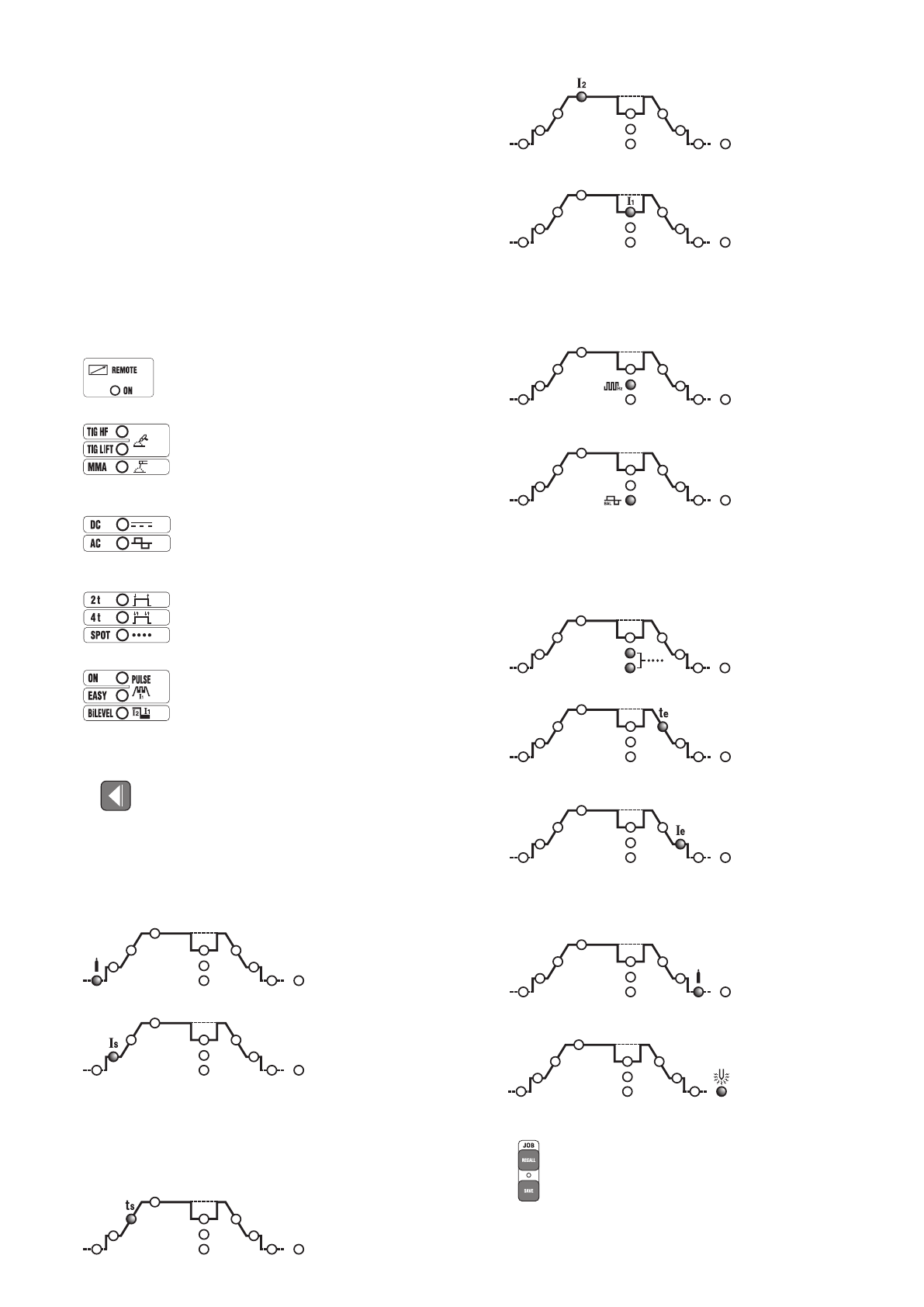
7- Кнопка для выбора задаваемых параметров.
Кнопка
выбирает параметр для регулирования при помощи ручки кодера (
9
);
Величина и единица измерения показываются соответственно на дисплее
(
10
) и на индикаторе (
11
).
ПРИМ.:
Настройка параметров свободная.
Однако существуют сочетания
значений, которые не имеют никакого практического значения для сварки; в
таком случае сварочный аппарат может работать неправильно.
ПРИМ.:
ПЕРЕНАСТРОЙКА ВСЕХ ПАРАМЕТРОВ, ЗАДАННЫХ НА ЗАВОДЕ
(СБРОС - RESET)
Одновременно нажав на кнопку (8) при включении возвращаются значения
по умолчанию для всех параметров сварки.
7a
PRE-GAS (ГАЗ ПЕРЕД СВАРКОЙ)
В режиме TIG/HF
представляет собой время предварительной подачи
газа в секундах (регулирование 0÷5 сек.). Улучшает пуск сварки.
7b
НАЧАЛЬНЫЙ ТОК (I
START
)
В режиме TIG 2 такта и SPOT представляет собой начальный ток IS,
который поддерживается в течение определенного времени, при нажатии
на кнопку горелки (регулирование в амперах).
В режиме TIG 4 такта представляет собой начальный ток Is, который
поддерживается в течение всего времени нажатия на кнопку горелки
(регулирование в амперах).
В режиме MMA представляет собой динамический сверхток “HOT
START” (регулирование 0÷100%). С указанием на дисплее процентного
возрастания, относительно выбранной величины тока сварки. эта
настройка улучшает текучесть сварки.
7c
НАЧАЛЬНАЯ РАМПА (t
START
)
В режиме TIG представляет собой время начальной рампы тока (от
I
S
до I
2
) (регулирование 0.1÷10 секунд). В режиме OFF (ВЫКЛ.) рампа
отсутствует.
7d
ГЛАВНЫЙ ТОК (I
2
)
В режиме TIG AC/DC и ММА представляет собой выходной ток I
2
. В
режиме ДВУХУРОВНЕВОЙ СВАРКИ и ИМПУЛЬСНОЙ СВАРКИ это ток с
более высоким уровнем (максимум). Параметр измеряется в амперах.
7e
БАЗОВЫЙ ТОК - ARC FORCE
В режиме ДВУХУРОВНЕВОЙ четырехтактной сварки TIG и
ИМПУЛЬСНОЙ сварки, параметр I
1
представляет собой величину тока,
который может чередоваться с величиной главного тока I
2
во время
сварки. Значение выражено в амперах.
В режиме MMA представляет
динамический сверхток ”ARC-FORCE” (регулирование 0÷100%) с
указанием на дисплее процентного возрастания, относительно выбранной
ранее величины тока сварки. это регулирование улучшает текучесть
сварки и помогает избежать приклеивания электрода к детали.
7f
ЧАСТОТА
В режиме TIG ИМПУЛЬСНАЯ СВАРКА представляет собой частоту
импульсов. Для моделей AC/DC, в режиме TIG АC (с отключенной
пульсацией) представляет собой частоту тока сварки.
7g
БАЛАНС
В режиме TIG ИМПУЛЬСНАЯ СВАРКА, представляет соотношение (в
процентах) между временем, когда ток находится на максимальном
уровне (главный ток сварки) и общим периодом пульсаций.
Дополнительно, для моделей AC/DC, в режиме TIG AC (с отключенной
пульсацией), этот параметр представляет соотношение (в процентах)
между временем, когда выходящий из отрицательного электрода EN- ток
имеет положительную полярность (отрицательный электрод), и общим
периодом переменного тока. Чем больше величина EN-, тем больше
проникновение (регулирование в %) (ТАБ. 4).
7h
ВРЕМЯ ТОЧЕЧНОЙ СВАРКИ
В режиме TIG (SPOT - ТОЧЕЧНАЯ СВАРКА) представляет
продолжительность сварки (регулирование 0.1÷10 сек.).
7k
КОНЕЧНАЯ РАМПА (t
END
)
В режиме TIG представляет собой время конечной рампы тока (от I
2
до Ie) (регулирование 0.1÷10 секунд). В режиме OFF (ВЫКЛ.) рампа
отсутствует.
7l
КОНЕЧНЫЙ ТОК (I
END
)
В режиме двухтактной сварки TIG представляет конечный ток, только
в том случае, если КОНЕЧНАЯ РАМПА (7k) задана на величину свыше
нуля (>0.1 сек.). В режиме четырехтактной сварки TIG представляет
собой конечный ток Iе, который поддерживается в течение всего времени
нажатия на кнопку горелки.
Значение выражено в амперах.
7m
POSTGAS (ГАЗ ПОСЛЕ СВАРКИ)
В режиме TIG представляет время POSTGAS подачи газа после сварки,
выраженное в секундах (регулирование 0.1÷25 сек.); защищает электрод
и расплав сварки от окисления.
7n
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ ЭЛЕКТРОДА
В режиме TIG AC соответствует произведению значения тока и времени
предварительного нагрева вольфрамового электрода в момент зажигания
дуги.
8-
JOB
Кнопки “RECALL” и “SAVE” для запоминания и вызова выбранных
программ.
9-
Ручка кодера для настройки параметров сварки, выбираемых кнопкой
(7);
10-
Буквенно-цифровой дисплей.
11-
Красный индикатор, указывает единицы измерения.





