Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 47 -
6b
TIG - MMA
Toimintatapa: hitsaus päällystetyllä elektrodilla (MMA), TIG-hitsaus kaaren
sytytyksellä korkealla taajuudella (TIG HF) sekä TIG-hitsaus kaaren
kosketussytytyksellä (TIG LIFT).
6c
AC/DC
TIG-tavassa on mahdollista valita hitsaus tasavirralla (DC) tai vaihtovirralla
(AC) (toiminto olemassa ainoastaan malleissa AC/DC).
6d
2T - 4T - SPOT
TIG-tavassa on mahdollista valita ohjaus 2 ajalla, 4 ajalla tai pistehitsauksen
ajastin ( SPOT ).
6e
PULSE - PULSE EASY – BiLEVEL (kaksoistaso)
TIG-tavassa on mahdollista valita pulssatun, etukäteen määritellyn
pulssauksen tai kaksoistaso (bi-level) välillä. Sammuneet valodiodit vastaavat
sandardin hitsausmenettelyä.
7- Asetettavien parametrien valintapainike
Painikkeella
valitaan enkooderin vivulla
(9)
säädettävä parametri;
Arvo ja mittayksikkö näkyvät vastaavasti näyttöruudulla
(10)
ja valodiodilla
(11)
.
HUOMIO:
parametrien asetus on vapaa. On kuitenkin olemassa arvoyhdistelmiä,
joilla ei ole käytännössä mitään merkitystä hitsaukselle; tässä tapauksessa voi
olla, ettei hitsauslaite toimi kunnolla.
HUOMIO: KAIKKIEN TEHTAAN PARAMETRIEN UUDELLEEN ASETTAMINEN
(RESET)
Painamalla samanaikaisesti painikkeita (8) käynnistettäessä kaikki
hitsausparametrit palaavat default-tehtaanarvolle.
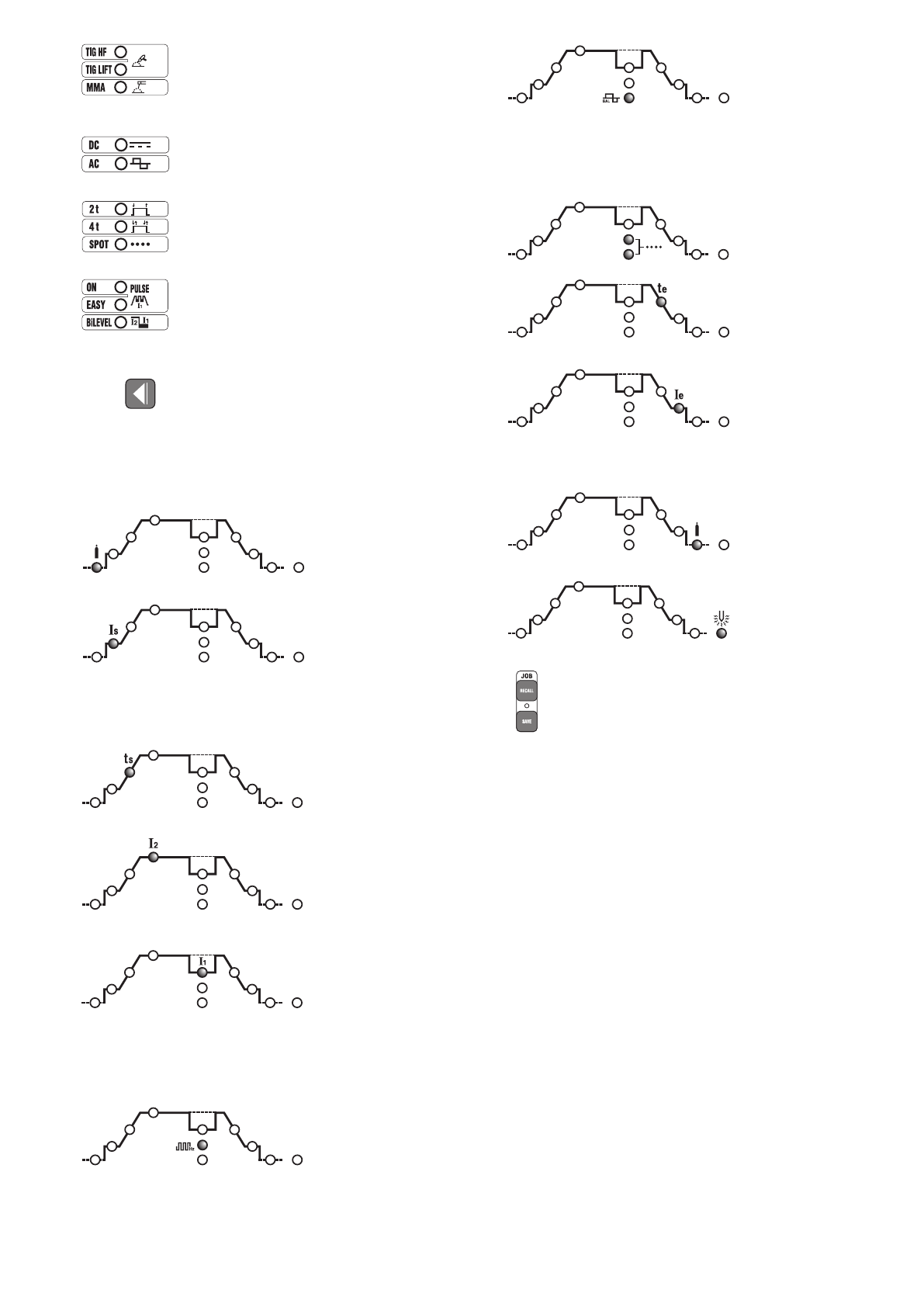
7a
ESIKAASU
TIG/HF-tavassa parametri on ESIKAASUN aika sekunneissa (säätö 0÷5
sek.). Tämä parantaa hitsauksen käynnistystä.
7b
ALKUVIRTA (I
START
)
Tavassa TIG 2 aikaa ja SPOT on aloitusvirta IS, joka säilyy tietyn ajan painike
painettuna (säätö ampeereissa).
Tavassa TIG 4 aikaa parametri on alkuvirta Is, joka säilyy niin kauan kuin
hitsauspään painiketta painetaan (säätö ampeereissa).
MMA-tavassa parametri on dynaaminen ylivirta “HOT START” (säätö
0÷100%). Näyttöruudulla näkyy prosenttimääräinen kasvu suhteessa valittuun
hitsausvirran arvoon. Tämä säätö parantaa hitsauksen juoksevuutta.
7c
ALKUPORTAIKKO (t
START
)
Tavassa TIG on virranaloitusportaikon aika (välillä I
S
- I
2
) (säätö 0.1÷10 sek.).
OFF-tilassa portaikkoa ei ole.
7d
PÄÄVIRTA (I
2
)
Tavassa TIG AC/DC ja MMA parametri on ulostulovirta I
2
. PULSSATUSSA
ja KAKSITASO-tavassa virta on korkeimmalla tasolla (maksimi). Parametri
mitataan ampeereissa.
7e
PERUSVIRTA – KAAREN
VOIMAKKUUS
Tavassa TIG 4 aikaa KAKSITASO ja PULSSATTU, I
1
parametri on virranarvo,
joka voidaan vaihtaa päävirranarvoon I
2
hitsauksen aikana. Arvo ilmoitetaan
ampeereissa.
MMA-tavassa parametri on dynaaminen ylivirta “ARC-FORCE” (säätö
0÷100%) ja näyttöruudulla näkyy prosenttimääräinen kasvu suhteessa
valittuun hitsausvirran arvoon. Tämä säätö parantaa hitsauksen juoksevuutta
ja välttää elektrodin liimautumisen kappaleeseen.
7f
TAAJUUS
PULSSATUSSA TIG-tavassa parametri on pulssitaajuus. AC/DC-malleille TIG
AC -tavassa (pulssituksen ollessa poiskäytöstä) parametri on hitsausvirran
taajuus.
7g
TASAPAINOTUS
PULSSATUSSA TIG-tavassa parametri on suhde (prosenttimääräisenä)
sen ajan, jolloin virta saavuttaa maksimitason (päähitsausvirta), ja
koko pulssitusajan välillä. Lisäksi malleissa AC/DC, TIG AC –tavassa
(pulssituksen ollessa poiskäytöstä), esitetty parametri tarkoittaa suhdetta
(prosenttimääräisenä) sen ajan, jolloin negatiivisesta elektrodista EN- tulevan
ulostulovirran napaisuus on positiivinen, ja koko vaihtovirran ajan välillä. Mitä
suurempi on arvo EN-, sitä suurempi on tunkeutuma (säätö %:ssa)
(TAUL.
4)
.
7h
SPOT-AIKA
TIG-tavassa (SPOT) parametri on hitsauksen kesto (säätö 0.1÷10 sek.).
7k
LOPPUPORTAIKKO (t
END
)
Tavassa TIG on virran lopetusportaikon aika (välillä I
2
- Ie) (säätö 0.1÷10 sek.).
OFF-tilassa portaikkoa ei ole.
7l
LOPPUVIRTA (I
END
)
Tavassa TIG 2 aikaa parametri on loppuvirta vain, jos LOPPUPORTAIKKO
(7k)
on asetettu nollaa suuremmalle arvolle (>0.1 sek.).
Tavassa TIG 4 aikaa parametri on loppuvirta niin kauan kuin hitsauspään
painiketta painetaan.
Suuruudet ilmoitetaan ampeereissa.
7m
JÄLKIKAASU
TIG-tavassa parametri on JÄLKIKAASUN aika sekunneissa (säätö 0.1÷25
sek.), mikä suojaa elektrodia sekä hitsaussulaa hapettumiselta.
7n
ELEKTRODIN ESILÄMMITYS
TIG–tavassa AC on tuotettu virran arvo * volframielektrodin esilämmitysaika
sytytettäessä kaari.
8- JOB
Painikkeet
“RECALL”
ja
“SAVE”
ovat yksilöllistettyjen ohjelmien muistiinlaittoa ja
palauttamista varten.
9- Enkooderin vipua tarvitaan näppäimellä (7) valittavien hitsausparametrien
asettamista varten.
10-
Aakkosnumeerinen näyttöruutu.
11-
Punainen valodiodi, mittayksikön ilmoitus.
12-
Vihreävalodiodi, teho päällä.
13-
HÄLYTYKSEN VALODIODI (kone on lukkiutunut).
Ennalleenpalautus on automaattinen hälytyksen poistuessa.
Näyttöruudulla olevat hälytysviestit
(10)
:
- ”AL1” :
Primaaripiirin lämpösuojauksen keskeytys.
- ”AL2” :
Sekundaaripiirin lämpösuojauksen keskeytys.
- ”AL3” :
Virransyöttölinjan ylijännitteen suojan keskeytys.
- ”AL4” :
Virransyöttölinjan alijännitteen suojan keskeytys.
- ”AL5” :
Primaarisen ylikuumenemissuojan keskeytys.
-
”AL6” :
Virransyöttölinjan vaiheen puuttumisen suojan keskeytys.
-
”AL7” :
Liiallinen pölyn kertyminen hitsauslaitteen sisällä, ennalleenpalautus:
- koneen sisäpuolen puhdistuksella;
- ohjauspaneelin näyttöruudun painikkeella.
-
”AL8” :
Lisäjännite toiminta-alueen ulkopuolella.
-
”AL9” :
suojakeskeytys hitsauspään vesijäähdytyspiriin riittämättömän
paineen vuoksi. Ennalleen palautus ei le automaattinen.
Sammutettaessa hitsauslaite voi esiintyä muutaman sekunnin ajan
merkintä
”OFF”
.
HUOMIO: HÄLYTYSTEN MUISTIINLAITTO JA NÄYTTÖ
Jokaiseen hälytykseen on laitettu muistiin koneen asetukset. On mahdollista
palauttaa 10 viimeistä hälytystä seuraavalla tavalla:
Paina muutaman sekunnin ajan painiketta
(6a)
“KAUKO-OHJAUS”.
Näyttöruudulle ilmestyy teksti “AY.X”, jossa “Y” tarkoittaa hälytyksen numeroa (A0
viimeisin, A9 vanhin) ja “X” tarkoittaa tallennettua hälytystyyppiä (1 - 8, katso AL1
... AL8).
4.3 YKSILÖLLISTETTYJEN OHJELMIEN MUISTIINLAITTO JA PALAUTUS
Johdanto
Hitsauslaitteella on mahdollista laittaa muistiin (SAVE) yksilöllistettyjä työohjelmia,
jotka liittyvät tietylle hitsaukselle voimassa oleviin parametriasetuksiin. Kaikki
yksilöllistetyt ohjelmat voidaan palauttaa (RECALL) milloin tahansa, jolloin käyttäjä
saa aikaisemmin optimoitua erityistoimenpidettä varten ”käyttövalmiin” hitsauslaitteen.
Hitsauslaitteella on mahdollista laittaa muistiin 9 yksilöllistettyä ohjelmaa.
Muistiinlaittomenettely (SAVE)
Hitsauslaitteen säädön jälkeen optimaalisella tavalla tiettyä hitsausta varten menettele
seuraavalla tavalla (
KUVA D2
):
a) Paina näppäintä
(8)
“SAVE” 3 sekunnin ajan.
b) Näyttöruudulle
(10)
ilmestyy “S_ ” sekä numero välillä 1 ja 9.
c) Valitse ohjelman muistiinlaittonumero pyörittämällä vipua
(9)
.





