Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 92 -
načítať posledných 10 alarmov a to nasledujúcim spôsobom:
Stlačte na niekoľko sekúnd tlačidlo
(6a)
„DIAĽKOVÉ OVLÁDANIE“.
Na displeji sa zobrazí nápis „AY.X“, pričom „Y“ označuje číslo alarmu (A0 najnovší,
A9 najstarší) a „X“ označuje druh zaznamenaného alarmu (od 1 do 8, viď AL1 ...
AL8).
12-
Zelená LED, upozorňuje na zapnuté výkonové obvody.
4.2.3 Predný panel (OBR. D2)
1- Kladná zásuvka (+) umožňujúca rýchle pripojenie zváracieho kábla.
2-
Záporná zásuvka (-) umožňujúca rýchle pripojenie zváracieho kábla.
3- Konektor na pripojenie kábla tlačidla zváracej pištole.
4- Spojka na pripojenie plynovej hadice zváracej pištole TIG.
5-
Ovládací panel.
6-
Tlačidlá pre voľbu zváracích režimov:
6a
DIAĽKOVÉ OVLÁDANIE
Umožňuje ovládať parametre zvárania diaľkovým ovládaním.
6b
TIG - MMA
Prevádzkový režim: zváranie obalenou elektródou (MMA), zváranie TIG
s vysokofrekvenčným zapaľovaním oblúka (TIG HF) a zváranie TIG so
zapaľovaním oblúka dotykom (TIG LIFT).
6c
AC/DC
V režime TIG umožňuje voľbu zvárania jednosmerným prúdom (DC) alebo
striedavým prúdom (AC) (funkcia je len na modeloch AC/DC).
6d
2T - 4T - SPOT
V režime TIG umožňuje voľbu ovládania s 2 dobami, so 4 dobami alebo
s časovačom bodového zvárania ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
V režime TIG umožňuje voľbu zvárania medzi procesom zvárania s pulzným
prúdom, zvárania s prednastaveným pulzným prúdom alebo dvojúrovňovým
zváraním – bi-level. Keď sú LED zhasnuté, je zvolený proces štandardného
zvárania.
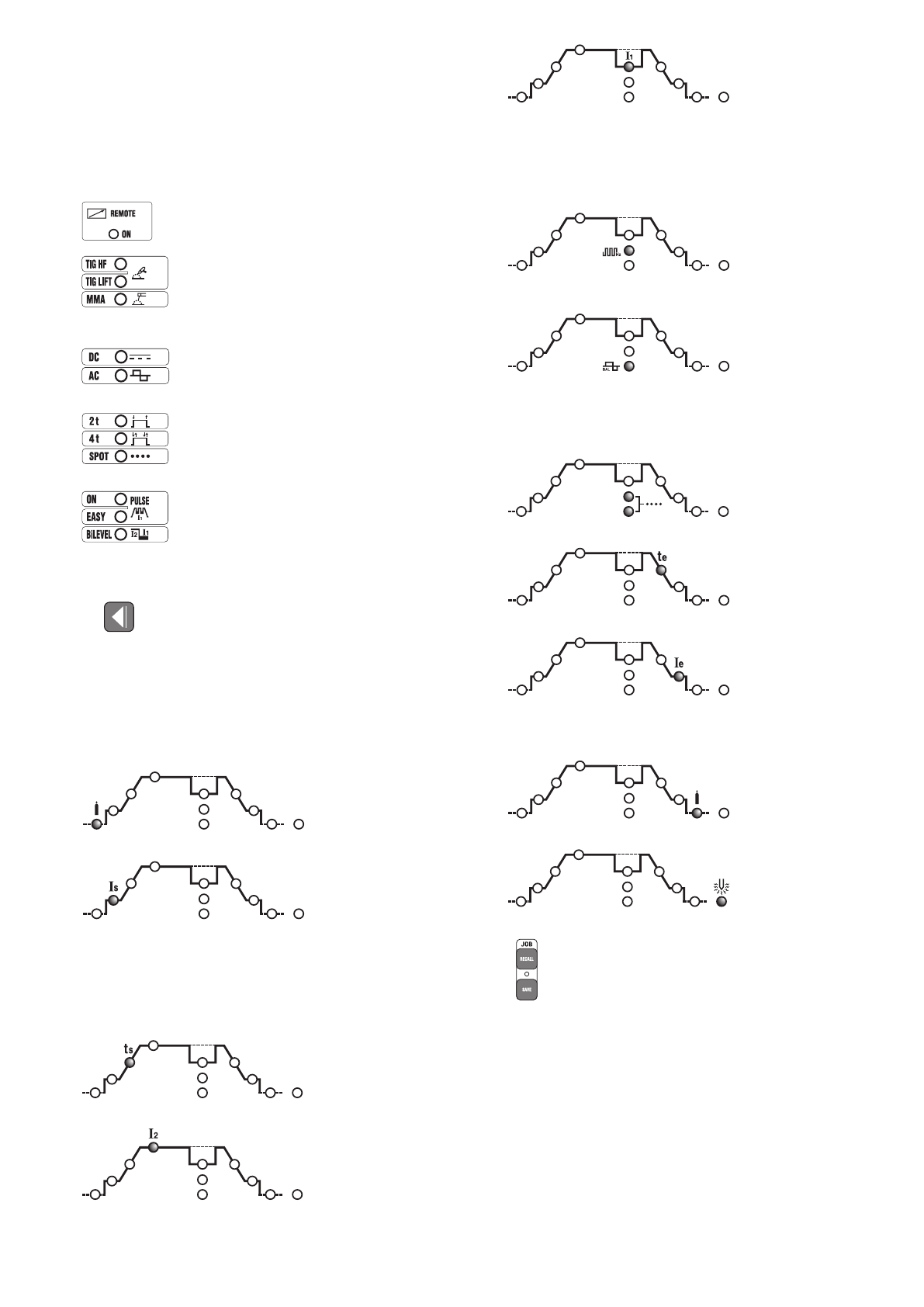
7- Tlačidlo pre voľbu nastaviteľných parametrov.
Tlačidlo
slúži pre voľbu parametra, ktorý má byť nastavený prostredníctvom
otočného ovládača snímača impulzov
(9)
;
Hodnota a merná jednotka sú zobrazené na displeji
(10)
a prostredníctvom LED
(11)
.
POZN.:
Nastavenie parametrov nie je obmedzené. Existujú však niektoré
kombinácie hodnôt, ktoré nemajú pre zváranie žiadny praktický význam pre
zváranie; v takom prípade by sa mohlo stať, že zvárací prístroj nebude fungovať
správne.
POZN.: PRESTAVENIE VŠETKÝCH PARAMETROV NA HODNOTY
Z VÝROBNÉHO ZÁVODU (VYNULOVANIE)
Súčasným stlačením tlačidiel (8) pri zapnutí dôjde k obnoveniu hodnôt všetkých
parametrov zvárania nastavených vo výrobnom závode.
7a
PREDFUK
V režime TIG/HF reguluje dobu PREDFUKU v sekundách (regulácia v rozsahu
0÷5 sek.). Uľahčuje zahájenie zvárania.
7b
POČIATOČNÝ PRÚD (I
START
)
V režime TIG 2 doby a v režime bodového zvárania (SPOT) predstavuje
počiatočný prúd IS, udržiavaný po pevne stanovenú dobu pri stlačenom
tlačidle zváracej pištole (regulácia v Ampéroch).
V režime TIG 4 doby umožňuje reguláciu počiatočného prúdu Is, ktorý je
udržovaný po celú dobu stlačenia tlačidla na zváracej pištoli (regulácia
v Ampéroch).
V režime MMA predstavuje dynamický nadprúd „HOT START“ (regulácia
0÷100%). Počas tohto režimu je na displeji zobrazované percentuálne
zvýšenie predvolenej hodnoty zváracieho prúdu. Táto regulácia zlepšuje
plynulosť zvárania.
7c
NÁBEŽNÁ HRANA (t
START
)
V režime TIG predstavuje dobu nábehovej hrany prúdu (z I
S
a I
2
) (regulácia
0.1÷10 sek.). V režime OFF rampa nie je aktívna.
7d
HLAVNÝ PRÚD (I
2
)
V režimoch TIG AC/DC a MMA predstavuje výstupný prúd I
2
. V PULZNOM
režime a v režime BI-LEVEL sa jedná o prúd na najvyššej úrovni (maximálny).
Parameter je vyjadrený v Ampéroch.
7e
ZÁKLADNÝ PRÚD - ARC
FORCE
V režime TIG 4 doby, BI-LEVEL a PULZNOM, I
1
predstavuje hodnotu
prúdu, ktorý je možné počas zvárania zmeniť na I
2
. Hodnota je vyjadrená
v Ampéroch.
V režime MMA predstavuje dynamický nadprúd „ARC-FORCE“ (regulácia
0-100%) a počas tohto spôsobu zvárania je na displeji zobrazované
percentuálne zvýšenie predvolenej hodnoty zváracieho prúdu. Táto regulácia
zlepšuje plynulosť zvárania a zabraňuje prilepeniu elektródy k zváranému
dielu.
7f
FREKVENCIA
V PULZNOM režime TIG predstavuje pulznú frekvenciu. Pre modely AC/
DC, v režime TIG AC (s vypnutou pulzáciou), predstavuje hodnotu frekvencie
zváracieho prúdu.
7g
BALANCE
V PULZNOM režime TIG tento parameter predstavuje pomer (v percentách)
medzi dobou, počas ktorej má prúd vyššiu hodnotu (hlavný zvárací prúd), a
celkovou periódou pulzácie. Navyše pri modeloch AC/DC, v režime TIG AC (s
vypnutou pulzáciou) tento parameter predstavuje pomer (v percentách) medzi
dobou, počas ktorej je polarita výstupného prúdu EN (negatívna elektróda)
kladná, a celkovou periódou striedavého prúdu. Čím je hodnota EN- vyššia,
tým je vyšší aj prienik (regulácia v %)
(TAB. 4)
.
7h
DOBA BODOVANIA
V režime TIG (BODOVANIE) predstavuje dobu zvárania (regulácia 0.1÷10
sek.).
7k
ZOSTUPNÁ HRANA (t
END
)
V režime TIG predstavuje dobu zostupnej hrany (z I
2
na I
e
) (regulácia 0.1÷10
sek.). V režime OFF rampa nie je aktívna.
7l
KONCOVÝ PRÚD (I
END
)
V režime TIG 2 doby predstavuje koncový prúd za predpokladu, že ZOSTUPNÁ
HRANA
(7k)
je nastavená na hodnotu vyššiu nuž nula (>0.1 sek.).
V režime TIG 4 doby umožňuje reguláciu koncového prúdu Is, ktorý je
udržovaný po celú dobu stlačenia tlačidla na zváracej pištoli.
Uvedené veličiny sú vyjadrené v Ampéroch.
7m
DOFUK
V režime TIG predstavuje dobu DOFUKU v sekundách (regulácia 0.1÷25 sek.)
a chráni elektródu a taviaci kúpeľ pred oxidáciou.
7n
PREDOHREV ELEKTRÓDY
V režime TIG AC má hodnotu = vytvorený prúd * dobu predohrevu
volfrámovej elektródy pri zapálení oblúka.
8- JOB
Tlačidlá
„RECALL“
a
„SAVE“
pre uloženie užívateľských programov do pamäte
a pre ich opätovné načítanie.
9-
Otočný ovládač snímača impulzov, slúžiaci na nastavenie parametrov zvárania,
voliteľných tlačidlom
(7).
10-
Alfanumerický displej.
11-
Červená LED, označujúca mernú jednotku.
12-
Zelená LED, upozorňuje na zapnuté výkonové obvody.
13-
LED pre signalizáciu ALARMU (zablokovanie stroja).
Obnovenie činnosti prebehne automaticky, bezprostredne po zrušení príčiny
alarmu.
Hlásenia alarmu sú zobrazované na displeji
(10)
:
- „AL1“ :
Aktivácia tepelnej ochrany primárneho obvodu.
- „AL2“ :
Aktivácia tepelnej ochrany sekundárneho obvodu.
- „AL3” :
Aktivácia ochrany následkom prepätia napájacieho vedenia.
- „AL4“ :
Aktivácia ochrany následkom podpätia napájacieho vedenia.
- „AL5“ :
Aktivácia ochrany následkom príliš vysokej primárnej teploty.
-
„AL6“ :
Aktivácia ochrany následkom chýbajúcej fázy napájacieho vedenia.
-
„AL7“ :
Nadmerný nános prachu vo vnútri zváracieho prístroja; obnovenie
činnosti po:
- vyčistení vnútra prístroja;
- stlačení tlačidla na displeji ovládacieho panelu.
-
„AL8“ :
Pomocné napätie mimo určeného rozsahu.
-
„AL9“ :
Aktivácia ochrany následkom nedostatočného tlaku v rozvode





