Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 107 -
4.2.3 Priekinis skydas D2 PAV.
1-
Teigiamas paviršinis lizdas (+) suvirinimo kabelio prijungimui.
2-
Neigiamas paviršinis lizdas (-) suvirinimo kabelio prijungimui.
3-
Jungtis degiklio jungiklio laido prijungimui.
4-
Jungtis TIG degiklio dujų vamzdžio prijungimui.
5-
Valdymo skydas.
6-
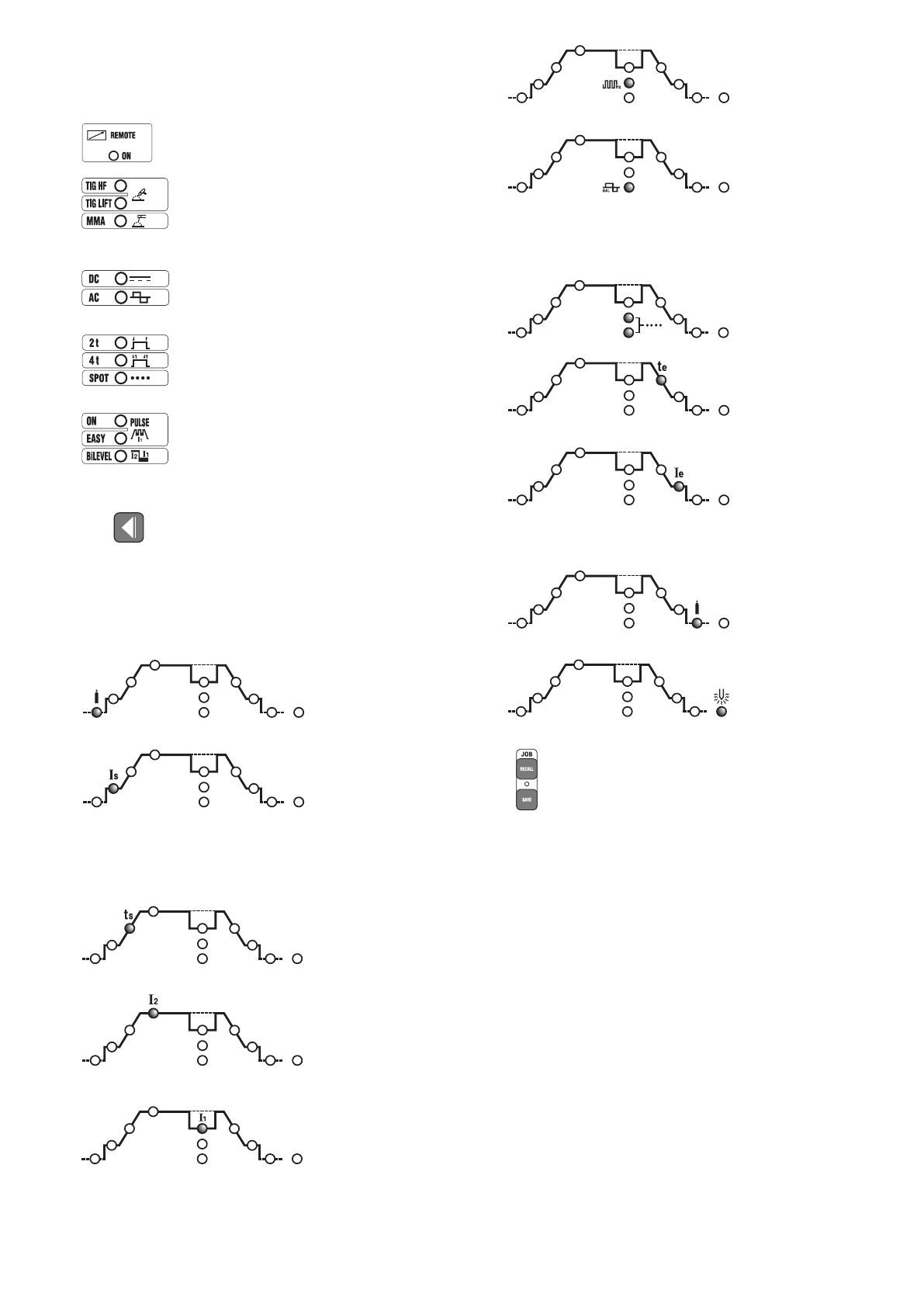
Suvirinimo režimų pasirinkimo mygtukai:
6a
NUOTOLINIS VALDYMAS
Leidžia perduoti suvirinimo parametrų valdymą nuotolinio valdymo įtaisams.
6b
TIG - MMA
Darbo režimas: suvirinimas glaistytais elektrodais (MMA), TIG suvirinimas su
aukšto dažnio lanko uždegimu (TIG HF) ir TIG suvirinimas su kontaktiniu lanko
uždegimu (TIG LIFT).
6c
AC/DC
TIG režime leidžia pasirinkti suvirinimą nuolatine srove (DC) arba suvirinimą
kintamąja srove (AC) (ši funkcija yra galima tik AC/DC modeliuose).
6d
2T - 4T - SPOT
TIG režime leidžia pasirinkti tarp valdymo 2 taktais, 4 taktais arba taškinio
suvirinimo valdymo laiko žymekliu ( SPOT )
6e
PULSE - PULSE EASY - BiLEVEL
TIG režime leidžia pasirinkti pulsuojantį, pulsuojantį numatytąjį arba bi-
level suvirinimo procesą. Būsena, kai signalinės lemputės nedega, atitinka
standartinį suvirinimo procesą.
7- Nustatomų parametrų pasirinkimo mygtukas.
Mygtukas
parenka rankenėle Encoder reguliuojamą parametrą
(9)
;
dydį ir matavimo vienetus atitinkamai parodo ekranai
(10)
ir signalinės lemputės
(11)
.
ĮSIDĖMĖTI:
Parametrų nustatymas yra laisvas. Be abejo egzistuoja įvairios verčių
kombinacijos, kurios neturi jokios praktiškos reikšmės suvirinimui; tokiu atveju
suvirinimo aparatas gali veikti netaisyklingai.
ĮSIDĖMĖTI: VISŲ GAMINTOJO PARAMETRŲ PAKARTOTINIS NUSTATYMAS
(RESET)
Tuo pačiu metu paspaudus mygtukus (8) įsijungimo metu, vėl atstatomos visų
suvirinimo parametrų numatytosios (default) vertės.
7a
PRE-GAS
TIG/HF režime reiškia PRE-GAS laiką sekundėmis (reguliavimas 0÷5 s).
Pagerina suvirinimo startą.
7b
PRADINĖ SROVĖ (I
START
)
TIG 2 taktų ir SPOT režime parodo pradinę srovę IS, išlaikytą nustatytą laiką
laikant paspaudus degiklio jungiklį (reguliavimas amperais).
4 taktų TIG režime reiškia pradinę srovę Is, kuri yra išlaikoma visą laiką, kai
yra laikomas paspaustas degiklio jungtukas (reguliavimas amperais).
MMA režime reiškia dinaminį srovės perviršį “HOT START” (reguliavimas
0÷100%). Ekrane rodomas procentinis padidėjimas iš anksto pasirinktos
suvirinimo srovės dydžio atžvilgiu. Šis reguliavimas pagerina suvirinimo
takumą.
7c
PRADINĖ RAMPA (t
START
)
TIG režime parodo srovės pradinės rampos laiką (nuo I
S
iki I
2
) (reguliavimas
0.1÷10 s). OFF padėtyje rampos nėra.
7d
PAGRINDINĖ SROVĖ (I
2
)
TIG AC/DC, MMA režimuose reiškia išėjimo srovę I
2
. Režime PULSATO
BI-LEVEL yra aukščiausio lygio srovė (maksimali). Šis parametras yra
matuojamas amperais.
7e
PAGRINDINĖ SROVĖ - ARC FORCE
4 taktų režime TIG BI-LEVEL ir PULSATO, I
1
reiškia srovės dydį, kuris
suvirinimo metu gali būti kaitaliojamas su pagrindinės srovės I
2
verte. Šis
parametras yra matuojamas amperais.
MMA režime reiškia dinaminį srovės perviršį “ARC-FORCE” (reguliavimas
0÷100%), ekrane rodomas procentinis padidėjimas iš anksto parinktos
suvirinimo srovės dydžio atžvilgiu. Šis reguliavimas pagerina suvirinimo
takumą ir padeda išvengti elektrodo prisiklijavimo prie virinamo gaminio.
7f
DAŽNIS
Režime TIG PULSATO reiškia pulsavimo dažnį. Modeliuose AC/DC režime
TIG AC (pulsavimas išjungtas) reiškia suvirinimo srovės dažnį.
7g
BALANCE
TIG PULSATO režime nurodo santykį (procentais) tarp laiko, kurio metu srovė
yra aukščiausiame lygyje (pagrindinė suvirinimo srovė) ir viso pulsavimo
periodo. Be to, AC/DC modeliams TIG AC režime (kai pulsavimas yra
išjungtas), minėtas parametras nurodo santykį (procentais) tarp laiko, kurio
metu srovės poliškumas yra teigiamas ir išeina iš EN (neigiamas elektrodas)
ir viso kintamosios srovės periodo. Kuo didesnė yra EN- vertė, tuo gilesnis
įsiskverbimas (reguliavimas %)
(4 LENT.)
.
7h
SPOT LAIKAS
TIG (SPOT) režime reiškia suvirinimo trukmę (reguliavimas 0.1÷10 s).
7k
GALINĖ RAMPA (t
END
)
TIG režime parodo srovės galinės rampos laiką (nuo I
2
iki I
e
) (reguliavimas
0.1÷10 s). OFF padėtyje rampos nėra.
7l
GALINĖ SROVĖ (I
END
)
,2 taktų TIG režime reiškia galinę srovę I
e
, tik jeigu GALINĖS RAMPOS
(7k)
nustatytas dydis yra mažesnis už nulį (>0.1 s).
4 taktų TIG režime reiškia galinę srovę I
e
, kuri yra išlaikoma visą laiką, kai yra
laikomas paspaustas degiklio jungtukas.
Dydžiai yra išreikšti amperais.
7m
POSTGAS
TIG režime reiškia POSTGAS laiką sekundėmis (reguliavimas 0.1÷25 s);
apsaugo elektrodą ir lydymosi vonelę nuo oksidacijos.
7n
PIRMINIS ELEKTRODO PAŠILDYMAS
TIG AC režime parodo sandaugos srovė * volframo elektrodo pirminio
pašildymo laikas susidarius elektros lankui vertę.
8- JOB
Mygtukai
“RECALL”
ir
“SAVE”,
skirti
personalizuotų programų išsaugojimui ir
iššaukimui.
9- Encoder rankenėlė mygtuku (7) pasirenkamų suvirinimo parametrų
nustatymui.
10-
Raidinis skaitmeninis displėjus.
11-
Raudona signalinė lemputė, matavimo vieneto parodymas.
12-
Žalia signalinė lemputė, į aparatą tiekiama srovė.
13-
AVARINĖS SITUACIJOS signalinė lemputė (aparatas yra užblokuotas).
Pašalinus avarinės situacijos priežastį, suvirinimo aparato darbas atnaujinamas
automatiškai.
Signaliniai pranešimai, pasirodantys ekrane
(10)
:
- ”AL1” :
pirminio kontūro šiluminio saugiklio įsijungimas.
- ”AL2” :
antrinio kontūro šiluminio saugiklio įsijungimas.
- ”AL3” :
įtaiso, apsaugančio nuo maitinimo linijos pernelyg aukštos įtampos,
įsijungimas.
- ”AL4” :
įtaiso, apsaugančio nuo maitinimo linijos pernelyg žemos įtampos,
įsijungimas.
- ”AL5” :
įtaiso, apsaugančio nuo pernelyg aukštos pirminės temperatūros,
įsijungimas.
-
”AL6” :
įtaiso, apsaugančio nuo maitinimo linijos fazės trūkumo, įsijungimas.
-
”AL7” :
pernelyg didelės dulkių sankaupos suvirinimo aparato viduje, darbas
vėl atnaujinamas tokiu būdu:
- suvirinimo aparato vidus yra išvalomas;
- paspaudžiamas atitinkamas mygtukas ant valdymo skydo ekrane.
-
”AL8” :
Pagalbinė įtampa peržengia leistinas ribas.
- ”AL9” : Saugiklio įsijungimas dėl nepakankamo slėgio degiklio aušinimo
vandeniu grandinėje. Darbo atsinaujinimas nėra automatiškas.
Išjungus suvirinimo aparatą, keletą sekundžių gali matytis užrašas
”OFF”
.
ĮSIDĖMĖTI: PAVOJAUS SIGNALŲ IŠSAUGOJIMAS IR IŠŠAUKIMAS
Su kiekvienu pavojaus signalu yra išsaugomi aparato nustatymai. 10 paskutinių
pavojaus signalų galima vėl iššaukti tokiu būdu:
Keletą sekundžių spausti mygtuką
(6a)
“NUOTOLINIS VALDYMAS”.
Ekrane atsiranda užrašas “AY.X”, kur “Y” parodo pavojaus signalo numerį (A0 yra
pats vėliausias, A9 ankstesnis), o “X” parodo užregistruoto pavojaus signalo rūšį
(nuo 1 iki 8, žiūrėti AL1 ... AL8).





