Сварочное оборудование Telwin SUPERIOR TIG 422 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




































































































































- 37 -
- ”AL2” :
ingreep thermische bescherming van het secundair circuit.
- ”AL3” :
ingreep bescherming voor te grote spanning van de voedingslijn.
- ”AL4” :
ingreep bescherming voor te lage spanning van de voedingslijn.
- ”AL5” :
ingreep bescherming te hoge primaire temperatuur.
-
”AL6” :
ingreep bescherming wegens gebrek fase van de voedingslijn.
-
”AL7” :
te grote afzet van stof aan de binnenkant van de lasmachine, herstel met:
- schoonmaak binnenkant machine;
- toets display van het controlepaneel.
-
”AL8” :
Hulpspanning buiten rang.
Bij de uitschakeling van de lasmachine kan er zich, gedurende enkele seconden,
de melding
”OFF” voordoen
.
N.B.: OPSLAG EN VISUELE WEERGAVE VAN DE ALARMEN
Bij elk alarm worden de instellingen van de machine in het geheugen opgeslagen.
Het is mogelijk de laatste 10 alarmen op te roepen op de volgende manier:
Gedurende
enkele
seconden
drukken
op
de
drukknop
(6a)
“AFSTANDSBEDIENING”.
Op de display verschijnt het opschrift “AY.X” waar“Y” het nummer van het alarm
aanduidt (A0 meest recente, A9 oudste) en “X” het type van geregistreerd alarm
aanduidt (van 1 tot 8, zie AL1 ... AL8).
12-
Groene led, vermogen aangeschakeld
4.2.3 Voorste paneel FIG. D2
1- Positieve snapmofverbinding (+) om de laskabel te verbinden.
2-
Negatieve snapmofverbinding (-) om de laskabel te verbinden.
3- Connector voor verbinding kabel drukknop toorts.
4- Aansluiting voor verbinding gasbuis van de toorts TIG.
5-
Bedieningspaneel.
6-
Drukknoppen voor selectie van manieren van lassen:
6a
AFSTANDSBEDIENING
Staat toe de controle van de parameters van het lassen over te brengen naar
de afstandsbediening.
6b
TIG - MMA
Werkwijze: lassen met beklede elektrode (MMA), lassen TIG met ontsteking
van de boog aan hoge frequentie (TIG HF) en lassen TIG met ontsteking van
de boog met contact (TIG LIFT).
6c
AC/DC
In de modaliteit TIG, staat toe te kiezen tussen lassen in continue stroom (DC)
en lassen in wisselstroom (AC) (werking alleen aanwezig in de modellen AC/
DC).
6d
2T - 4T - SPOT
In de modaliteit TIG, staat toe te kiezen tussen de bediening met 2 tijden, 4
tijden of met timer van puntlassen ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
Staat toe in de werkwijze TIG te kiezen tussen het proces van gepulseerd,
voorbepaald gepulseerd of bi-level lassen. Met uitgeschakelde leds
beantwoordt dit aan het proces van standaard lassen.
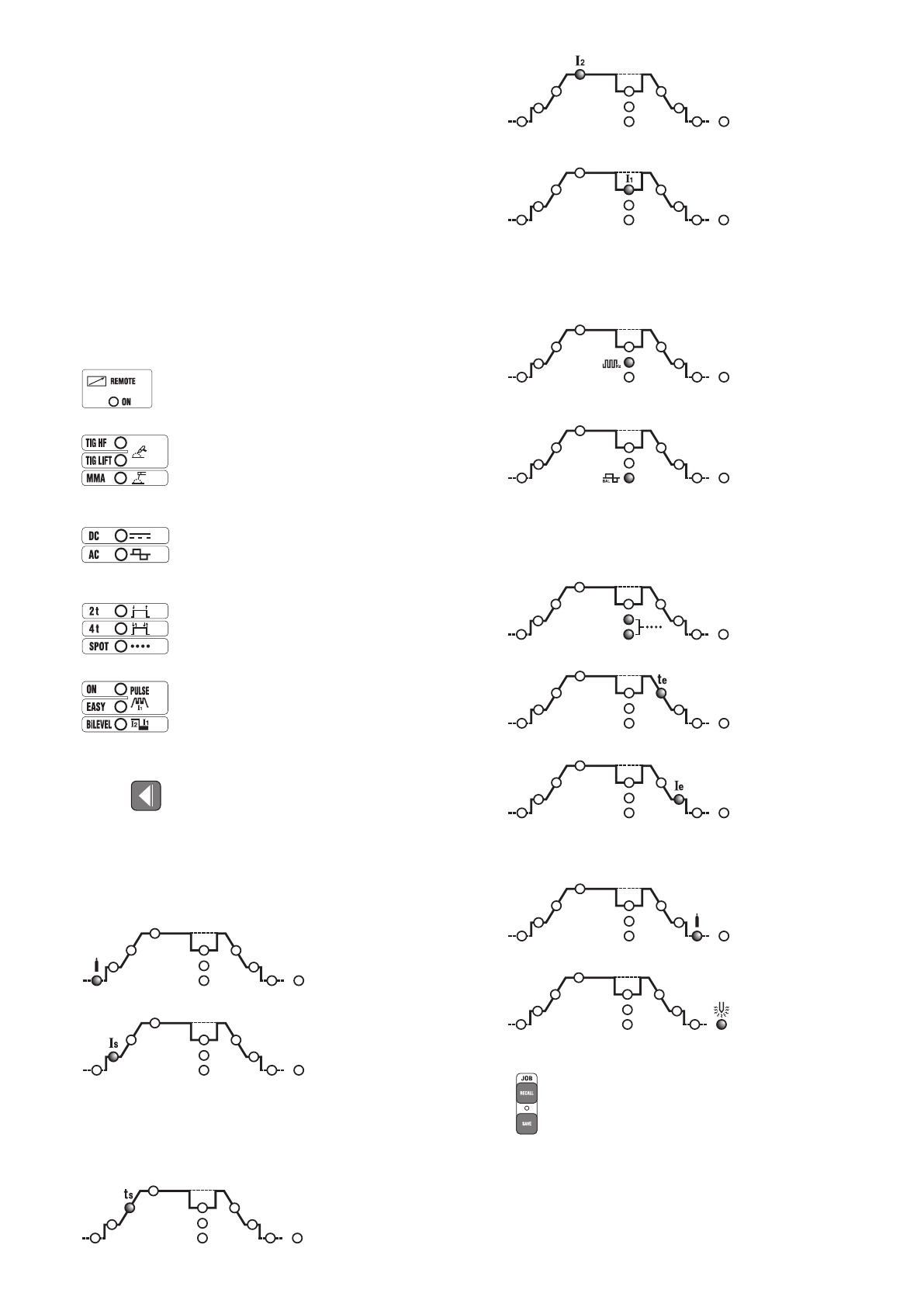
7- Drukknop van selectie in te stellen parameters.
De drukknop
selecteert de parameter die geregeld moet worden met de
knop Encoder
(9)
;
de waarde en de meeteenheid zijn gevisualiseerd respectievelijk door de displays
(10)
en de leds
(11)
.
N.B.:
De instelling van de parameters is vrij. Er bestaan evenwel combinaties
van waarden die geen enkele praktische betekenis voor het lassen hebben; in dit
geval is het mogelijk dat de lasmachine niet correct werkt.
N.B.: HERINSTELLING VAN ALLE PARAMETERS FABRIEKSAF (RESET)
Wanneer men tegelijkertijd op de drukknoppen (8) drukt worden bij het
aanschakelen alle lasparameters terug naar de waarde van default gebracht.
7a
PRE-GAS
In de modaliteit TIG/HF, stelt de tijd van PRE-GAS in seconden voor (regeling
van 0÷5 sec). Verbetert het vertrek van het lassen.
7b
STARTSTROOM (I
START
)
Vertegenwoordigt in de werkwijze TIG 2 tijden en SPOT de startstroom I
S
behouden gedurende een vaste tijd met de drukknop toorts ingedrukt (regeling
in Ampères).
In de modaliteit TIG 4 tijden, stelt de startstroom Is voor het behouden voor
tijdens de hele tijd dat de drukknop toorts ingedrukt is (regeling in Ampères).
In de modaliteit MMA, stelt de te hoge dynamische stroom “HOT START”
voor (regeling 0÷100%). Met aanduiding op de display van de procentuele
vermeerdering in vergelijking met de waarde van de voorgeselecteerde
lasstroom. Deze regeling verbetert de vloeibaarheid van het lassen.
7c
STARTHELLING (t
START
)
Vertegenwoordigt in de werkwijze TIG de tijd van de starthelling van de stroom
(van I
S
tot I
2
) (regeling 0.1÷10sec.). In OFF helling niet aanwezig.
7d
HOOFDSTROOM (I
2
)
In de modaliteiten TIG AC/DC en MMA stelt de stroom I
2
van uitgang voor.
In de modaliteiten GEPULSEERD en BI-LEVEL is de stroom op het hoogste
niveau ( maximum ). De parameter is gemeten in Ampères.
7e
BASISSTROOM - ARC FORCE
In de modaliteit TIG 4 tijden BI-LEVEL en GEPULSEERD I
1
, stelt de waarde
van stroom voor die afgewisseld kan worden met de hoofdstroom I
2
tijdens het
lassen. De waarde wordt uitgedrukt in Ampères.
In de modaliteit MMA, stelt de te hoge dynamische stroom “ARC-FORCE”
voor (regeling 0÷100%) met aanduiding op de display van de procentuele
vermeerdering in vergelijking met de waarde van de voorgeselecteerde
lasstroom. Deze regeling verbetert de vloeibaarheid van het lassen en
voorkomt het vastkleven van de elektrode aan het stuk.
7f
FREQUENTIE
In de modaliteit TIG GEPULSEERD, stelt de pulsfrequentie voor. Voor de
modellen AC/DC, in de modaliteit TIG AC (met gedesactiveerd pulsen), stelt
de frequentie van de lasstroom voor.
7g
BALANCE
In de modaliteit TIG GEPULSEERD, stelt de verhouding voor (in percentage)
tussen de tijd dat de stroom zich op het hoogste niveau bevindt (hoofdstroom
van lassen) en de totale periode van pulsatie. Bovendien, voor de modellen
AC/DC, in de modaliteit TIG AC (met gedesactiveerde pulsatie), wijst de
voorgestelde parameter op de verhouding (in percentage) van de tijd dat de
polariteit van de stroom positief is in uitgang uit EN- (negatieve elektrode) tot
de totale periode van de wisselstroom. Hoe groter de waarde EN-, hoe groter
de penetratie (regeling in %)
(TAB. 4)
.
7h
TIJD VAN SPOT
In modaliteit TIG (SPOT), stelt de tijdsduur van het lassen voor (regeling
0.1÷10sec.).
7k
EINDHELLING (t
END
)
Vertegenwoordigt in de werkwijze TIG de tijd van de eindhelling van de stroom
(van I
2
tot Ie) (regeling 0.1÷10sec.). In OFF helling niet aanwezig.
7l
EINDSTROOM (I
END
)
In de modaliteit TIG 2 tijden, stelt de eindstroom voor alleen indien de
EINDHELLING
(7k)
ingesteld is op een waarde groter dan nul (>0.1 sec.).
In modaliteit TIG 4 tijden, stelt de eindstroom voor gedurende de hele tijd dat
de drukknop toorts ingedrukt is.
De groottes zijn uitgedrukt in Ampères.
7m
POSTGAS
In de modaliteit TIG, stelt de tijd van POSTGAS in seconden voor (regeling
0.1÷25sec.) en beschermt de elektrode en het smeltbad tegen oxidatie.
7n
VOORVERWARMING ELEKTRODE
In de werkwijze TIG AC, geeft de waarde van het product stroom * tijd van
voorverwarming van de elektrode van Tungsteen bij het ontsteken van de
boog.
8- JOB
Drukknoppen
“RECALL”
en
“SAVE”
voor de opslag en het oproepen van
verpersoonlijkte programma’s.
9-
Knop encoder voor de instelling van de parameters van lassen die geselecteerd
kunnen worden met de toets
(7).
10-
Alfanumerieke display.
11-
Rode led, aanduiding meeteenheid.
12-
Groene led, vermogen aangeschakeld.
13-
LED van signalering ALARM (de machine is geblokkeerd).
Het herstel is automatisch wanneer de oorzaak van het alarm ophoudt.
Alarmmeldingen aangeduid op de display
(10)
:
- ”AL1” :
ingreep thermische bescherming van het primair circuit.





