Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 78 -
(justering 20-80% och LED-indikatorn
(15c)
lyser). Ett högre värde avgör ett
varmare svetsbad. I läget Bi-level är den elektroniska reaktansen densamma för
båda de inställda nivåerna.
I läget MIG-MAG pulse arc avgör parametern bågens blockering. Ju högre
värdet är desto mer koncentrerad blir bågen under svetsningen. I ett svetsläge
som använder två strömnivåer (Bi-level, Pulse on pulse eller T
start
) är bågens
avstängning densamma för båda de inställda nivåerna (+1% / -1%).
I läget MIG-MAG Pulse on pulse kan man reglera den andra svetsströmmens
varaktighet (justering 0,1-10 sekunder och LED-indikatorn
(15b)
lyser).
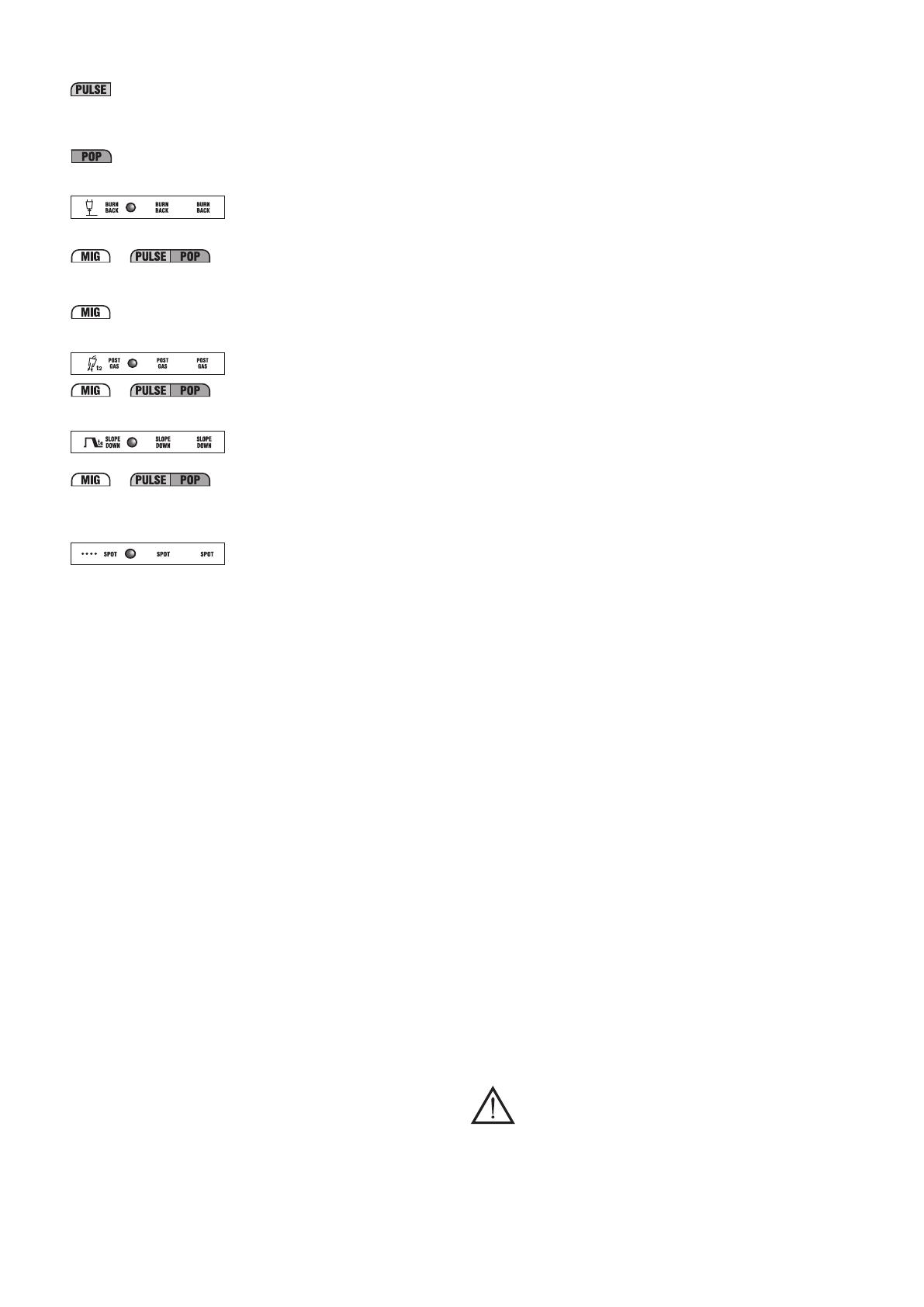
10e-
Burnback av tråden tills svetsningen avstannar (BURN-BACK).
Man kan reglera tiden för trådens burnback då svetsningen avstannar.
Under inställningen av ett synergiskt MIG-MAG-program, kan man reglera
rättelsen som ska göras för BURNBACKTIDEN beräknat i synergi (omfång -1%
/ +1% LED
(15c)
lyser).
Short arc “PRG 0”
Med en lämplig inställning, undviker man att tråden fasta på stycket (justering
0,001-1 sekunder och LED-indikatorn
(15b)
lyser).
10f-
POST-GAS
Gör att man kan reglera tiden för skyddsgasflödet från och med svetsningens
stopp (justering 0,1-10 sekunder och LED-indikatorn
(15b)
lyser).
10g-
Svetsströmmens sänkningsramp (SLOPE DOWN).
Den aktiveras endast då man använder synergiska program som MIG-MAG
SHORT ARC, PULSE ARC och PULSE on PULSE.
Möjliggör en gradvis reducering av strömmen då brännarknappen släpps
(justering 0-3 sekunder och LED-indikatorn
(15b)
lyser).
10h-
Punktsvetsningstid (SPOT TIME).
Den aktiveras endast om du väljer “SPOT”-läget med knappen
(8)
. Möjliggör
utförandet av MIG-MAG-punktsvetsning med kontroll av svetsningens tidslängd
(reglering 0,1-10 sekunder och LED
(15b)
som lyser).
11- Knapp för manuell aktivering av den elektriska gasventilen.
Knappen möjliggör gasflödet (luftning av ledningar – justering av effekten) utan
att behöva trycka på brännarknappen; knappen aktiveras tillfälligt.
12- Knapp för trådens manuella frammatning.
Knappen gör att du kan mata fram tråden i brännarens hylsa utan att behöva
trycka på brännarknappen; den aktiveras och frammatningshastigheten är fast.
13- Enkoderratt för justering av svetsparametrarna (se 10a-10h).
14- Enkoderratt.
Ratten reglerar:
- Svetsströmmen I
2
(led
(16a)
lyser).
- Trådens frammatningshastighet (led
(16c)
lyser).
- Tjocklek på stycket som används för svetsningen (led
(16b)
lyser).
I ett svetsläge som använder två strömnivåer (Bi-level, Pulse on pulse eller T
start
)
med LED-indikatorn
(10b)
tänd, reglerar ratten:
- Svetsströmmen I
1
(led
(16a)
lyser) för den sekundära svetsnivån.
- Trådens frammatningshastighet för den sekundära svetsnivån (led
(16c)
lyser).
- Tjocklek på stycket som används för svetsningen (led
(16b)
lyser) enligt
sekundärnivån.
15- Alfanumerisk display med 3 tecken.
Indikerar:
- svetsparametrarnas värde (se från
(10a)
till
(10h)
) med tomgångsfunktion.
- faktisk bågspänning vid svetsning.
OBS: då svetsningen avstannar, växlar displayen automatiskt till
inställningsvärdet.
- en larmsignalering (se punkt 1).
15a, 15b, 15c- LED för indikering av aktuellt mätvärde (volt, sekunder,
procent).
16- Alfanumerisk display med 3 tecken.
Indikerar:
- värdet som har ställts in med enkoderratten
(14)
.
- reell ström under svetsningen.
OBS: då svetsningen stoppas, kopplar displayen automatiskt till inställningsvärdet.
- en larmsignalering (se punkt 1).
16a, 16b, 16c- LED för indikering av aktuell mätenhet (Amperevärde (A), tjocklek
i millimeter (mm) och trådens hastighet meter/minut (m/min)).
17- Knapp för val av mätenhet Ampere/tjocklek i m/min (LED (16a)(16b) (16c)).
I de synergiska MIG/MAG-programmen kan du använda enkodern
(14)
för
att ställa in tjockleken på materialet som ska svetsas, svetsströmmen och
trådhastigheten.
Inställningen för varje enskild parameter (t.ex. materialets tjocklek) definierar
automatiskt de andra parametrarna (t.ex. svetsström och trådhastighet).
I “PRG 0” manuellt val: endast trådhastighetens justering är möjlig (led
(16c)
lyser).
4.3 ATT TA FRAM OCH MEMORISERA PROGRAM
4.3.1 ATT TA FRAM PROGRAM SOM REDAN MEMORISERATS AV TILLVERKAREN
4.3.1.1 SYNERGISKA MIG-MAG-program
Svetsen är försedd med 36
memoriserade synergiska program
, med de egenskaper
som indikeras i tabellen
(TAB.3) som man måste hänvisa till för att välja ett
program som är lämpligt för den typ av svetsning som man har för avsikt att
utföra.
Valet av ett program sker genom att man trycker flera gånger på tangenten “PRG”,
programmen motsvaras av ett nummer på mellan “0” och “36” på bildskärmen (numret
“0” motsvarar inget synergiskt program, utan funktionen i manuell modalitet på det sätt
som beskrivs i nästa paragraf).
Anmärkning: inne i ett synergiskt program ska man först välja den önskade
modaliteten för överföring, PULSE ARC eller SHORT/SPRAY ARC, med hjälp av
den för detta avsedda tangenten (se FIG. D, tangent (7)).
Anmärkning:
alla typer av tråd som inte finns i tabellen kan användas i den
manuella modaliteten “PRG 0”.
4.3.1.2 FUNKTION I MANUELL MODALITET (“PRG 0”)
Funktionen i manuell modalitet motsvarar siffran “0” på bildskärmen och är bara aktiv
om man först valt överföringsmodaliteten SHORT/SPRAY ARC
(FIG. D, tangent (7))
.
I denna modalitet måste alla parametrar ställas in manuellt av operatören, eftersom
ingen synergi föreligger.
Viktigt!
Inställningen av alla parametrar är fri, vilket innebär att de värden som ges
parametrarna skulle kunna visa sig vara inkompatibla med ett korrekt tillvägagångssätt
för svetsning.
Anmärkning: det är INTE möjligt att använda sig av överföringsmodaliteten
PULSE ARC I den manuella modaliteten.
4.3.2 ATT MEMORISERA OCH TA FRAM PERSONLIGT UTFORMADE PROGRAM
I MIG-MAG
4.3.2.1 Inledning
Svetsen gör det möjligt att memorisera (SAVE) personligt utformade program med
en uppsättning parametrar gällande en speciell typ av svetsning. Varje memoriserat
program kan tas fram (RECALL) när som helst, vilket gör att användaren har svetsen
klar för en specifik typ av svetsning som optimaliserats redan tidigare.
4.3.2.2 Kapacitet för minneslagring av personligt anpassade program in MIG-
MAG
Svetsen innebär minneslagring av 40 personligt anpassade program som gäller de tre
lägena för överföring i synergi (SHORT/SPRAY ARC Pulse arc och Pulse on pulse)
och funktionen i manuellt läge med följande specifikationer:
- SHORT/SYNERGISK SPRAY ARC: 10 program kan lagras (nummer tillgängliga
från “1” till “10”);
- SHORT/SPRAY ARC MANUELL (“PRG=0”): 10 program kan lagras (nummer
tillgängliga från “1” till “10”);
- SYNERGISK PULSE ARC: 10 program kan lagras (nummer tillgängliga från “1” till
“10”);
- SYNERGISK PULSE ARC PULSE ON PULSE: 10 program kan lagras (nummer
tillgängliga från “1” till “10”).
OBS: för att kalla fram programmet du vill använda:
a) utför valet av önskat överföringsläge PULSE ARC, PULSE ARC PULSE-ON-
PULSE eller SHORT/SPRAY ARC eller välj “PRG=0” om programmen har
förlagrats i manuellt läge;
b) välj programnummer (så som beskrivs i stycke 4.3.1).
4.3.2.3 Tillvägagångssätt för memorisering (SAVE).
Efter att ha reglerat svetsen på ett optimalt sätt för en särskilt typ av svetsning, ska
man gå tillväga på följande sätt
(se FIG. D)
:
a) Tryck på tangenten
(5)
“SAVE”.
b) “
Pr
” uppträder på bildskärmen
(16)
och ett nummer (mellan “1” och “10”) på
bildskärmen
(15)
.
c) Välj det nummer med vilket ni har för avsikt att memorisera programmet genom att
vrida på omkodarratten (antingen
(13) eller
(14)
) (se även 4.3.2 ).
d) Tryck på tangenten “SAVE” igen.
e) Bildskärmarna
(15) och (16)
blinkar.
f) Tryck igen, inom två sekunder, på tangenten “SAVE”.
g) På bildskärmerna visas “
St Pr
” och sedan det program som memoriserats. Efter 2
sekunder kopplas bildskärmarna automatiskt om till värdena för de parametrar som
just sparats.
Anmärkning. Om man inte trycker på tangenten “SAVE” inom 2 sekunder när
bildskärmarna blinkar, kommer bildskärmarna att indikera “
No St
” och programmet
memoriseras inte, bildskärmarna återgår automatiskt till den ursprungliga indikationen.
4.3.2.4 Tillvägagångssätt för att ta fram ett personligt utformat program
(RECALL)
Innan man tar fram något program, ska man kontrollera att den överföringsmodalitet
som valts (PULSE ARC,
PULSE ARC PULSE-ON-PULSE,
SHORT/SPRAY ARC
eller “PRG=0”) verkligen är den som man har för avsikt att använda.
Gå sedan tillväga på följande sätt
(se FIG. D)
:
a) Tryck på tangenten
“RECALL”.
b) “
Pr
” uppträder på bildskärmen
(16)
och ett nummer (mellan “1” och “10”) på
bildskärmen
(15)
.
c) Välj det nummer med vilket ni memoriserat det program som ni nu har för avsikt att
använda genom att vrida på omkodarratten (antingen
(13) eller
(14)
).
d) Tryck igen på tangenten “RECALL” under med än 2 sekunder.
e) På bildskärmarna visas “
Ld Pr
” och sedan det program som tagits fram. Efter 2
sekunder kopplas bildskärmarna automatiskt om till värdena för det program som
tagits fram.
Anmärkning. Om man inte trycker på tangenten “RECALL” under mer än 2
sekunder kommer bildskärmarna att indikera “
No Ld
” och programmet laddas inte,
bildskärmarna återgår automatiskt till den ursprungliga indikationen.
ANMÄRKNINGAR:
- UNDER ARBETSSKEDENA MED TANGENTEN “SAVE” OCH “RECALL”
TÄNDS LYSDIODEN “PRG”.
- ETT PROGRAM SOM TAGITS FRAM KAN MODIFIERAS EFTER OPERATÖRENS
ÖNSKEMÅL, MEN DE MODIFIERADE VÄRDENA SPARAS INTE AUTOMATISKT.
OM MAN ÖNSKAR MEMORISERA DE NYA VÄRDENA I SAMMA PROGRAM
MÅSTE MAN UTFÖRA PROCEDUREN FÖR MEMORISERING (se 4.3.2.3).
- REGISTRERINGEN AV DE PERSONLIGT UTFORMADE PROGRAMMEN
OCH DE TILLHÖRANDE PARAMETRARNA LIGGER INOM ANVÄNDARENS
ANSVARSOMRÅDE.
- MAN KAN INTE SPARA PERSONLIGT UTFORMADE PROGRAM I
MODALITETEN MED MMA- ELLER TIG-ELEKTROD.
5. INSTALLATION
VIKTIGT! UTFÖR SAMTLIGA ARBETSSKEDEN FÖR INSTALLATION
OCH ELEKTRISK ANSLUTNING MED SVETSEN AVSTÄNGD OCH
FRÅNKOPPLAD FRÅN ELNÄTET.
DE ELEKTRISKA ANSLUTNINGARNA MÅSTE ALLTID UTFÖRAS AV
KUNNIG OCH KVALIFICERAD PERSONAL.
5.1 UTRUSTNING
- Packa upp vagnen och montera den enligt bifogade instruktioner.
- Packa upp svetsen, trådmataren och en eventuell avkylningsgrupp; utför
installationen på vagnen.
OBS: sätt i polariseringskontaktdonet om det inte ansluts till GRA (FIG. E).
5.2 SVETSENS ELLER SVETSUTRUSTNINGENS LYFTLÄGE
- Svetsen ska lyftas som i figur
(FIG. O)
, utan avtagbara delar (brännare, gasledningar,
kablar osv.) som kan lossna.
Som visas i figuren ska du utföra monteringen av fästringarna genom att använda





