Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 21 -
13- Fusible.
14- Prise USB.
4.1.2 Dispositif d’alimentation du fil (FIG. B2)
à l’avant :
1- Panneau de contrôle (voir description).
2- Connecteur 14p pour connexion de la commande à distance.
3- Raccords rapides pour conduites eau de la torche MIG.
4- Connexion centralisée pour torche MIG (Euro).
à l’arrière :
5- Connecteur 14p pour câble de commande avec le poste de soudage.
6- Prise rapide positive (+) pour connexion câble courant de soudage vers le poste
de soudage.
7- Raccord tube gaz (bouteille) pour soudage MIG.
8- Raccords rapides pour connexion tubes refoulement et retour eau de
refroidissement.
9- Fusible.
4.2 PANNEAU DE CONTRÔLE DU POSTE DE SOUDAGE (FIG. C)
Le panneau de contrôle est activé (les commandes et signalisations sont activées)
uniquement si le poste de soudage n’est pas connecté au dispositif d’alimentation du
fil ou si le procédé MMA ou TIG est configuré. Si le poste de soudage est connecté au
dispositif d’alimentation du fil ou si la fonction MIG est configurée, ce dernier effectue
alors automatiquement le contrôle complet et l’écran (3) du poste de soudage affiche
alors “feed”.
1- DEL de signalisation Alarme
(la sortie du poste de soudage est bloquée). Sur
l’écran (3) s’affiche un message d’alarme.
Le rétablissement est automatique dès disparition de la cause de l’alarme.
2- DEL présence de tension en sortie
(sortie activée)
3- Affichage alphanumérique à 3 chiffres.
Indique :
- Courant de soudage exprimé en ampères.
La valeur indiquée est celle définie avec le poste de soudage à vide, mais est
la valeur réelle durant le fonctionnement.
- Un message d’alarme avec le code suivant :
- ”AL1” :
intervention protection thermique du circuit primaire.
- ”AL2” :
intervention protection thermique du circuit secondaire.
- ”AL3” :
intervention protection pour surtension de la ligne d’alimentation.
- ”AL4” :
intervention protection pour sous-tension ligne d’alimentation
- ”AL5” :
modèle à GRA : intervention protection pour pression insuffisante
du circuit de refroidissement à l’eau de la torche. Le rétablissement
n’est pas automatique.
modèle sans GRA : connecteur de polarisation machine non
connecté (FIG. E).
-
“AL9” :
intervention protection composants magnétiques.
-
“AL10” :
panne ligne sérielle : ligne sérielle déconnectée.
-
“AL11” :
intervention protection pour manque de phase de la ligne
d’alimentation.
-
“AL12” :
panne ligne sérielle : erreur de données.
-
“AL13” :
dépôt de poussière excessif à l’intérieur du poste de soudage,
rétablissement avec :
- nettoyage interne de la machine ;
- touche de sélection paramètres du panneau de contrôle.
Lors de l’extinction du poste de soudage, les messages ”
AL11
” et “
OFF
” peuvent
s’afficher durant quelques secondes..
3a, 3b, 3c - DEL d’indication de l’unité de mesure en cours (ampères,
secondes et pourcentage.)
4- Poignée de commande codeur.
Permet de régler les paramètres de soudage
(4a)
.
: Courant de soudage en mode TIG/MMA.
: En mode TIG, permet la réduction graduelle du courant sur
relâchement du poussoir torche (réglage 0-3 secondes) et DEL
(3b)
allumée.
: En mode TIG, prend la signification de “Post-gas” et permet
d’adapter le temps de flux sortant du gaz de protection à partir de
l’arrêt du soudage (réglage 0,1-10 secondes et DEL
(3b)
allumée).
: Exclusivement activé si le mode “SPOT” a été sélectionné au
moyen de la touche
(7)
. Permet l’exécution de pointages en
mode TIG avec contrôle de la durée du soudage (régulation 0,1-
10 secondes et DEL
(3b)
allumée).
: En fonctionnement avec électrode MMA, le paramètre prend la
signification de “Arc force” et permet la définition de la surintensité
dynamique (régulation 0-100% et DEL
(3c)
allumée).
5- Touche de sélection du procédé de soudage.
La pression de la touche entraîne l’allumage de la DEL correspondant au mode
de soudage que l’on désire adopter :
: électrode enrobée “MMA”.
: TIG-DC avec amorçage de l’arc par contact (LIFT-ARC).
: MIG.
6- Touche d’introduction de la commande à distance.
Avec la DEL
allumée, la régulation peut exclusivement être effectuée
à partir de la commande à distance et, plus en détail :
a) Commande à un potentiomètre :
permet le réglage du courant de soudage
en mode TIG/MMA.
b) Commande deux potentiomètres :
permet le réglage du courant de soudage
TIG/MMA et le réglage du SLOPE DOWN en TIG ou ARC FORCE en MMA
(sélection DEL paramètre automatique).
c) Commande à pédale:
permet le réglage du courant de soudage en mode
TIG/MMA.
REMARQUE : La sélection «À DISTANCE“ (REMOTE) n’est possible que si une
commande à distance est effectivement connectée à son connecteur.
7- Touche de sélection du mode de contrôle du poussoir torche TIG.
La pression de la touche entraîne l’allumage de la DEL correspondant aux
fonctionnements suivants :
: fonctionnement à 2 temps, ON-OFF avec poussoir enfoncé.
: fonctionnement à 4 temps, ON-OFF avec poussoir relâché.
: fonctionnement en pointage TIG (SPOT).
4.2.1 PANNEAU DE CONTRÔLE DU DISPOSITIF D’ALIMENTATION DU FIL (FIG.
D)
1- DEL de signalisation ALARME
(la sortie de la machine est bloquée).
Le rétablissement est automatique dès disparition de la cause de l’alarme.
Messages d’alarme indiqués sur les écrans
(15)
et
(16)
:
- “AL7” :
intervention protection pour surintensité en mode de soudage MIG/
MAG.
-
“AL8” :
panne ligne sérielle : court-circuit sur torche.
Pour les autres cas, voir “PANNEAU DE CONTRÔLE DU POSTE DE SOUDAGE”
(par. 4.2).
2- DEL de signalisation PRÉSENCE DE TENSION SUR TORCHE OU
ÉLECTRODE.
3- DEL de signalisation PROGRAMMATION POSTE DE SOUDAGE.
4 - Touche de rappel (RECALL) des programmes de soudage personnalisés
(voir par. 4.3.2.4).
5- Touche de mémorisation (SAVE) des programmes de soudage
personnalisés (voir par. 4.3.2.3).
6- Touche de sélection programme de soudage et affichage à 2 chiffres.
La pression de la touche à plusieurs reprises entraîne l’affichage de numéros
compris entre “0” et “36”. À chaque numéro compris entre “1” et “36” est associé
un programme de soudage synergique
(voir TAB. 3)
tandis que le numéro
“0” est associé au fonctionnement manuel du poste de soudage permettant à
l’opérateur de configurer tous les paramètres (MIG/MAG SHORT et SPRAY ARC
uniquement).
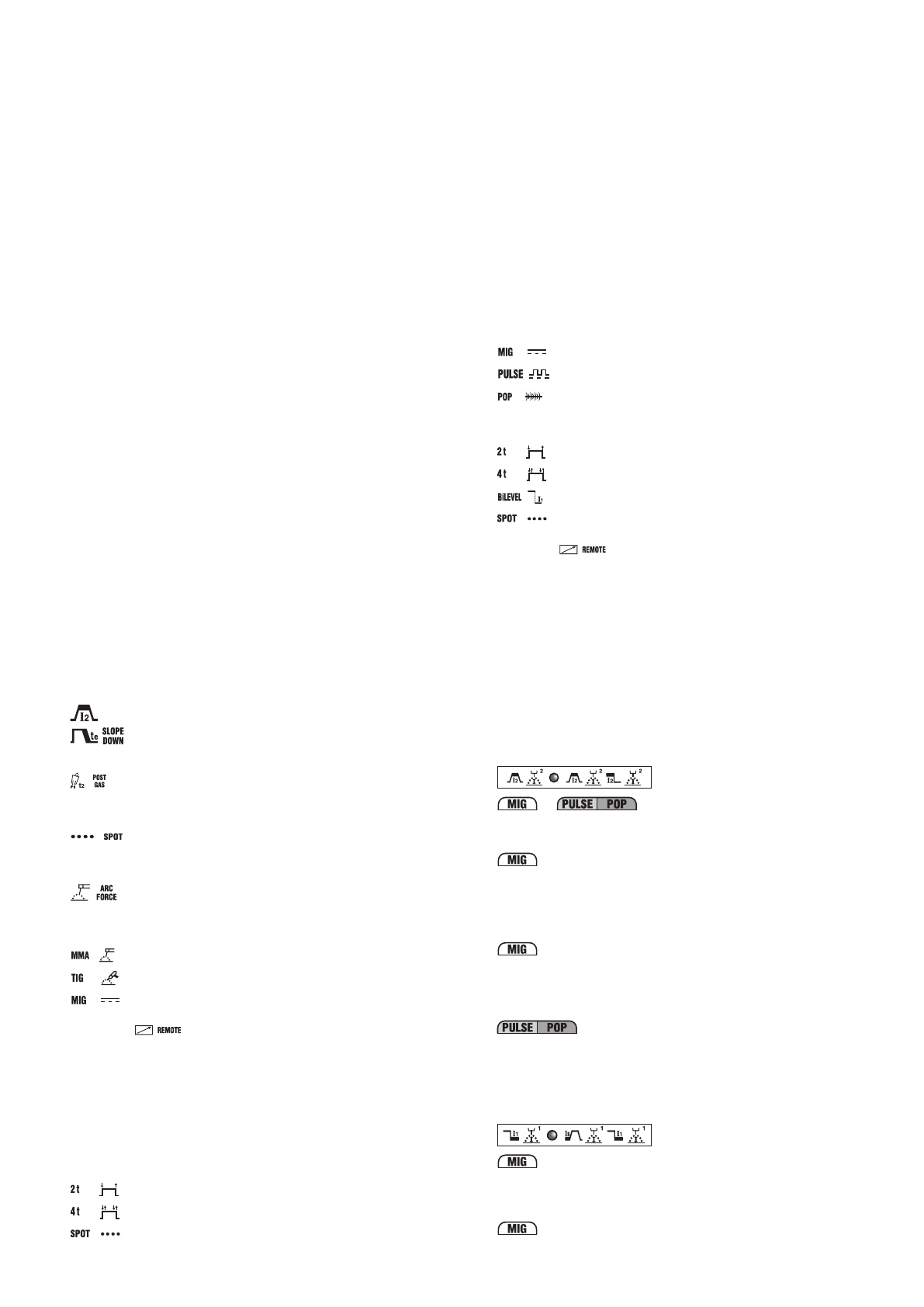
7- Touche de sélection du procédé de soudage.
La pression de la touche entraîne l’allumage de la DEL correspondant au mode
de soudage que l’on désire adopter :
: MIG/MAG en mode “SHORT/SPRAY ARC”.
: MIG/MAG en mode “PULSE ARC”.
: MIG/MAG en mode “PULSE ON PULSE”.
8- Touche de sélection du mode de contrôle du poussoir torche MIG/MAG.
La pression de la touche entraîne l’allumage de la DEL correspondant aux
fonctionnements suivants :
: fonctionnement à 2 temps, ON-OFF avec poussoir enfoncé.
: fonctionnement à 4 temps, ON-OFF avec poussoir relâché.
: fonctionnement bi-level pour MIG/MAG, TIG.
: fonctionnement en pointage MIG-MAG (SPOT).
9- Touche d’introduction de la commande à distance.
Avec la DEL
allumée, la régulation peut exclusivement être effectuée
à partir de la commande à distance et, plus en détail :
- commande deux potentiomètres :
remplace la fonction des boutons codeur
(14)
et
(13)
.
REMARQUE : La sélection «À DISTANCE“ (REMOTE) n’est possible que si une
commande à distance est effectivement connectée à son connecteur.
10- Touche de sélection des paramètres de soudage.
La pression de la touche en séquence entraîne l’allumage de l’une des DEL de
(10a)
à
(10h)
à laquelle est associé un paramètre spécifique. La configuration de
la valeur de chaque paramètre activé peut être effectuée au moyen du bouton
(13)
et indiquée sur l’écran
(15)
. Durant ces configurations, le bouton
(14)
règle
la valeur du niveau principal de soudage indiqué sur l’écran
(16)
, courant ou
vitesse fil (voir description point
(14)
), sauf pour
(10b)
.
Uniquement avec la DEL
(10b)
allumée, le bouton
(14)
permet de régler la valeur
du niveau secondaire (voir description DEL
(10b)
).
Remarque :
les paramètres non modifiables par l’opérateur, en fonction du fait
que l’on utilise un programme synergique ou le mode manuel “PRG 0”, sont
automatiquement exclus de la sélection ; la DEL correspondante ne s’allume
pas.
10a-
Ce paramètre s’affiche automatiquement durant les opérations de soudage MIG/
MAG et indique la tension réelle de l’arc (DEL (15a) allumée).
Réglages :
Short arc
Durant la définition d’un programme synergique MIG-MAG, Short arc permet
de régler la correction devant être apportée à la longueur de l’arc calculée en
synergie (plage de -5% à +5%) (DEL
(15c)
allumée).
Dans la même condition, en configurant la fonction bi-level, le paramètre prend
la signification de correction de la longueur d’arc du niveau principal de soudage,
toujours calculée en synergie (plage de -5% à +5%) (DEL
(15c)
allumée)
Short arc “PRG 0”
Toujours en fonctionnement MIG-MAG Short arc, le programme manuel “PRG 0”
permet de configurer la tension d’arc effective (plage 10-40)(DEL
(15a)
allumée).
Dans la même condition, en configurant la fonction bi-level, le paramètre
prend la signification de tension d’arc effective du niveau principal de soudage
(plage10-40) (DEL
(15a)
allumée)
Durant la définition d’un programme synergique MIG-MAG Pulse arc permet
de régler la correction devant être apportée à la longueur de l’arc calculée en
synergie (plage de -5% a +5%) (DEL
(15c)
allumée).
Dans la même condition, en configurant la fonction bi-level, pulse on pulse ou
T
start
, le paramètre prend la signification de correction de la longueur d’arc du
niveau principal de soudage, toujours calculée en synergie (plage de -5% à
+5%) (DEL
(15c)
allumée).
10b-
Short arc
Avec les programmes synergiques MIG-MAG short arc, la configuration de la
fonction bi-level permet de régler le courant/la vitesse du fil (bouton
(14)
) et la
correction de la longueur d’arc (bouton
(13)
) du niveau secondaire de soudage
calculée en synergie (place de -5% à +5%)(DEL
(15c)
allumée).
Short arc “PRG 0”
La sélection du programme manuel (“PRG 0”) avec fonction bi-level permet de
régler la vitesse du fil (bouton
(14)
(DEL
16c
) allumée) et la tension d’arc effective





