Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 57 -
1-100% og kontrollampen (
15c
) er tændt).
I tilstanden MIG-MAG pulse arc 2 TIDER er der mulighed for at regulere
startstrømmens varighed (T
start
). Hvis man indstiller parametren til nul, inaktiveres
funktionen, mens der med hvilken som helst værdi over nul (regulering 0,1-
3 sekunder) er mulighed for at vælge kontrollampen (
10b
) for at indstille
rettelsen af lysbuens spænding og startstrømmens værdi (sekundært niveau).
Startstrømmen kan stilles højere eller lavere end hovedsvejsestrømmen; en høj
startstrøm kan være nyttig, især ved svejsning af aluminium og legeringer deraf,
da den gør det muligt at opvarme emnet hurtigere (”Hot-start”).
I tilstanden MIG-MAG Pulse on pulse er der mulighed for at indstille
hovedsvejsestrømmens varighed (regulering 0,1-10 sekunder og kontrollampe
(15b) er tændt).
10d-
Short arc “PRG 0”
I den manuelle driftstilstand MIG-MAG ”PRG 0” er der mulighed for at indstille
den elektroniske reaktans (regulering 20-80% og kontrollampen (
15c
) er tændt).
Hvis værdien er højere, vil svejsebadet være varmere. Ved tilstanden bi-level er
den elektroniske reaktans den samme på begge indstillede niveauer.
I tilstanden MIG-MAG pulse arc bestemmer parametren lysbuens indsnævring.
Jo højere værdien er, desto mere koncentreret bliver lysbuen under svejsningen.
Ved svejsetilstande, hvor der anvendes to strømniveauer (bi-level, pulse on
pulse eller T
start
), er lysbuens indsnævring den samme på begge indstillede
niveauer (+1% / -1%).
I tilstanden MIG-MAG Pulse on pulse er der mulighed for at indstille den
sekundære svejsestrøms varighed (regulering 0,1-10 sekunder og kontrollampe
(
15b
) er tændt).
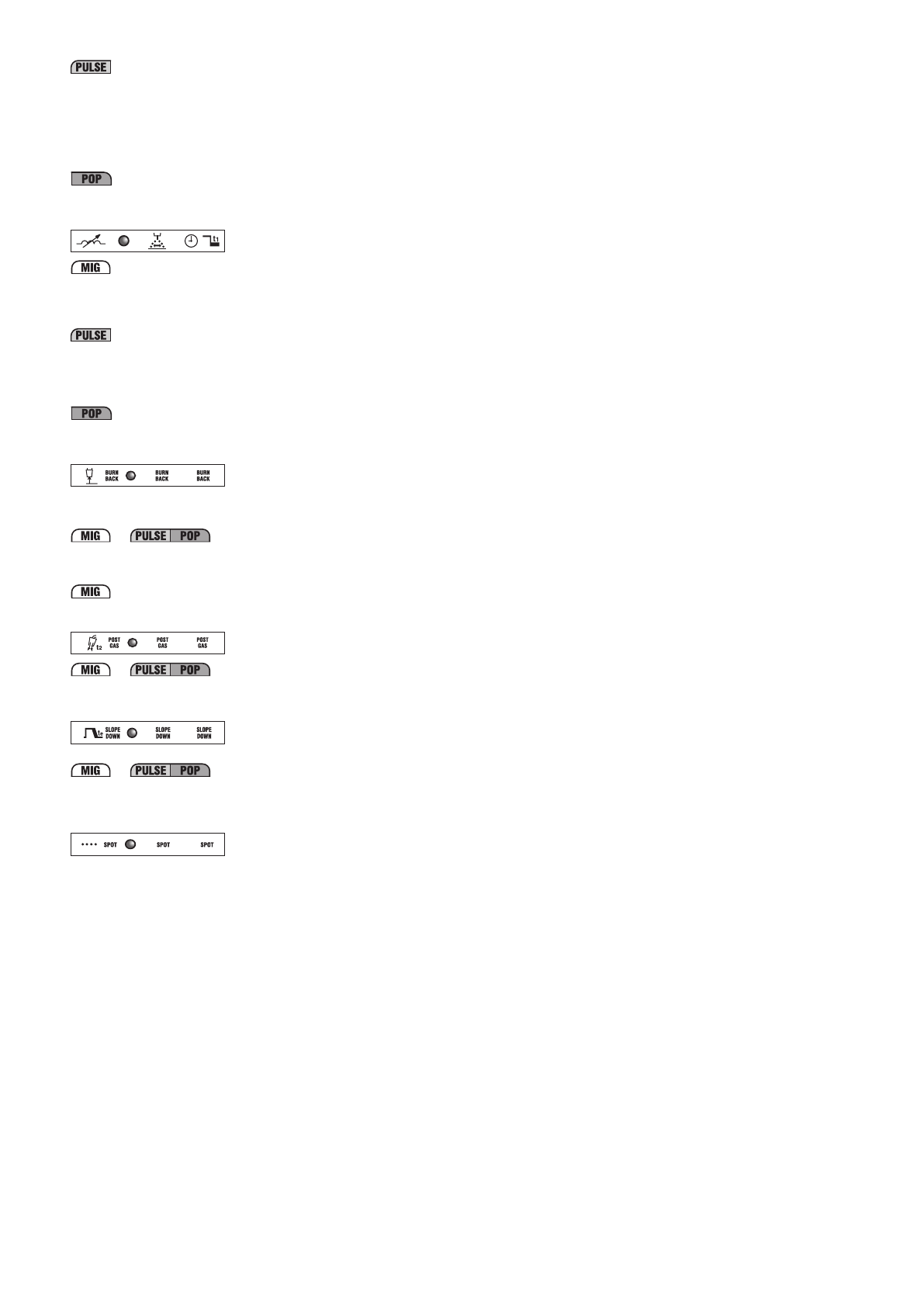
10e-
Trådbrænding ved standsning af svejsning (BURN-BACK).
Giver mulighed for at indstille trådbrændingens varighed ved standsning af
svejsningen.
Mens der indstilles et MIG-MAG-synergiprogram, kan man regulere den ønskede
rettelse af BURN_BACK TIME, der udregnes i synergi (værdiområde mellem
-1% og +1%) ( kontrollampen (
15c
) er tændt).
Short arc “PRG 0”
Med den rigtige indstilling giver den mulighed for at hindre tråden i at klæbe fast
i emnet (regulering 0,001-1 sekund og kontrollampen (
15b
) er tændt).
10f-
POST-GAS
Giver mulighed for at tilpasse beskyttelsesgasudstrømningens varighed fra og
med svejsningens standsning (regulering 0,1-10 sekunder og kontrollampen
(
15b
) er tændt).
10g-
Nedgangsrampe svejsestrøm (SLOPE DOWN).
Den aktiveres kun ved anvendelse af synergiprogrammer MIG-MAG SHORT
ARC, PULSE ARC og PULSE on PULSE.
Den giver mulighed for en gradvis reduktion af strømmen, når trykknappen på
brænderen slippes (regulering 0-3 sekunder og kontrollampen (
15b
) er tændt).
10h-
Punktsvejsningens varighed (SPOT TIME).
Den aktiveres kun, hvis man vælger tilstanden ”SPOT” med knappen (
8
).
Den giver mulighed for at udføre MIG-MAG punktsvejsning med kontrol af
svejsningens varighed (regulering 0,1-10 sekunder og kontrollampen (
15b
) er
tændt).
11- Knap til manuel aktivering af gasmagnetventilen.
Denne knap giver mulighed for gasudstrømning (for at tømme rør og slanger
eller regulere tilførslen) uden at anvende trykknappen på brænderen; knappen
har midlertidig aktivering.
12- Knap til manuel fremføring af tråden.
Denne knap giver mulighed for fremføring af tråden i brænderens hylster uden
at anvende trykknappen på brænderen; knappen har midlertidig aktivering, og
fremføringshastigheden er fast.
13- Encoder-drejeknap til indstilling af svejseparametre (jævnfør 10a-10h).
14- Encoder-drejeknap.
Drejeknappen regulerer:
- Svejsestrømmen I
2
(kontrollampen (
16a
) er tændt).
- Trådfremføringshastigheden (kontrollampen
(16c)
er tændt).
- Tykkelse på emne, der anvendes til svejsning (kontrollampen
(16c)
er tændt).
Ved svejsetilstande, hvor der anvendes to strømniveauer (bi-level, pulse on
pulse eller T
start
) og kontrollampen (
10b
) lyser, regulerer drejeknappen:
- Svejsestrømmen I
1
(kontrollampen (
16a
) er tændt) for sekundært niveau.
- Trådfremføringshastigheden for sekundært niveau (kontrollampen
(16c)
er
tændt).
- Tykkelse på emne, der anvendes til svejsning (kontrollampen
(16b)
er tændt)
for sekundært niveau.
15- Alfanumerisk display med 3 cifre.
Angiver:
- Svejseparametrenes værdi (jævnfør (
10a
) til (
10h
)) ved drift uden belastning.
- lysbuens reelle spænding under svejsning.
BEMÆRK: Når svejsningen standser, omstilles displayet automatisk til den
værdi, der er indstillet.
- en alarmbesked (se punkt 1).
15a, 15b, 15c- Kontrollamper der angiver anvendt måleenhed (volt,
sekunder, procent).
16- Alfanumerisk display med 3 cifre.
Angiver:
- værdien, der er indstillet med encoder-drejeknappen
(14)
.
- den reelle strømstyrke under svejsning.
BEMÆRK: Når svejsningen standser, omstilles displayet automatisk til den
værdi, der er indstillet.
- en alarmbesked (se punkt 1).
16a, 16b, 16c- Kontrollamper der angiver anvendt måleenhed (strøm ampere
(A), tykkelse i millimeter (mm) og trådhastighed i meter pr. minut (m/min)).
17- Knap til valg af måleenhed Ampere/tykkelse i m/min (kontrollampe (16a)
(16b) (16c)).
Giver i synergiprogrammerne MIG/MAG mulighed for med encoderen (
14
)
henholdsvis at indstille materialets tykkelse, svejsestrømmen og trådens
hastighed.
Ved indstilling af hvert enkelt parameter (fx. materialets tykkelse) defineres de
øvrige parametre automatisk (fx. svejsestrøm og trådens hastighed).
I “PRG 0” manuelt valg: er der kun mulighed for regulering af trådens hastighed
(kontrollampen
(16c)
er tændt).
4.3 INDLÆSNING OG LAGRING AF PROGRAMMER
4.3.1 INDLÆSNING AF PROGRAMMER, DER ER BLEVET LAGRET AF
FABRIKANTEN PÅ FORHÅND
4.3.1.1 MIG-MAG SYNERGIPROGRAMMER
Svejsemaskinen er forsynet med
36 lagrede synergiprogrammer
, hvis egenskaber
er opført på oversigten
(TAB.3), som det er nødvendigt at konsultere for at vælge
et program, der egner sig den slags svejsning, der skal foretages.
Man vælger programmerne ved at trykke adskillige gange på tasten “PRG”,
hvorefter man på displayet ser et tal mellem “0” og “36” (nummer “0” svarer ikke til et
synergiprogram, men manuel drift, som beskrevet i det næste afsnit).
Bemærk: I et synergiprogram er det vigtigste trin at vælge den ønskede
overføringsmåde, PULSE ARC eller SHORT/SPRAY ARC, ved hjælp af den dertil
beregnede tast (se FIG. D (7)).
Bemærk: Alle de trådtyper, som ikke er angivet på oversigten, kan anvendes i
forbindelse med manuel drift “PRG 0”.
4.3.1.2 MANUEL DRIFT (“PRG 0”)
Den manuelle drift svarer til tallet “0” på displayet og tilkobles udelukkende, hvis man
forudgående har valgt overføringsmåden SHORT/SPRAY ARC
(FIG. D (7))
.
Da der i forbindelse med denne funktionsmåde ikke er nogen synergi, skal operatøren
indstille samtlige svejseparametre manuelt.
Giv agt!
Samtlige parametre kan indstilles efter ønske, man skal dog være opmærksom
på, at de dermed forbundne værdier kan hindre svejseprocessen i at forløbe rigtigt.
Bemærk: Det er IKKE muligt at anvende overføringsmåden PULSE ARC i
forbindelse med manuel drift.
4.3.2 LAGRING OG INDLÆSNING AF BRUGERDEFINEREDE PROGRAMMER
VED MIG-MAG
4.3.2.1 Indledning
Svejsemaskinen giver mulighed for at lagre (SAVE) brugerdefinerede driftsprogrammer
vedrørende et SÆT parametre, der gælder for en bestemt svejsning. Ethvert
lagret program kan indlæses (RECALL) på hvilket som helst tidspunkt, hvorved
svejsemaskinen gøres ”klar til brug “ med henblik af udførelse af en bestemt, allerede
optimalt fastlagt opgave.
4.3.2.2 Mulighed for lagring af brugertilpassede programmer i MIG-MAG
Svejsemaskinen giver mulighed for lagring af 40 brugertilpassede programmer for de
tre synergioverføringstilstande (SHORT/SPRAY ARC Pulse arc og Pulse on pulse) og
manuel driftstilstand med følgende specifikationer:
- SYNERGI SHORT/SPRAY ARC: Der kan lagres 10 programmer (med numre fra “1”
til“10”);
- MANUEL SHORT/SPRAY ARC (“PRG=0”): Der kan lagres 10 programmer (med
numre fra “1” til“10”);
- SYNERGI PULSE ARC: Der kan lagres 10 programmer (med numre fra “1” til“10”);
- SYNERGI PULSE ARC PULSE ON PULSE: Der kan lagres 10 programmer (med
numre fra “1” til“10”).
BEMÆRK: Det ønskede program hentes på følgende måde:
a) Vælg den ønskede overføringstilstand PULSE ARC, PULSE ARC PULSE-
ON- PULSE eller SHORT/SPRAY ARC, eller vælg “PRG=0”, hvis der på
forhånd er blevet lagret programmer i manuel tilstand;
b) vælg programmets nummer (som beskrevet i afs.4.3.1).
4.3.2.3 Lagringsprocedure (SAVE).
Når svejsemaskinen er indstillet optimalt med henblik på en bestemt svejseopgave,
skal man gøre følgende
(se FIG. D)
:
a) Tryk på tasten
(5)
“SAVE”.
b) På display
(16)
ser man “
Pr
” og et tal (mellem “1” og “10”) på display
(15)
.
c) Drej encoderdrejeknappen (enten
(13)
eller
(14)
), og vælg det tal, man ønsker at
lagre programmet med ( se ligeledes 4.3.2 ).
d) Tryk på tasten “SAVE” én gang til.
e) Display
(15)
og
(16)
blinker.
f) Tryk på tasten “SAVE” én gang til, inden der går to sekunder.
g) På displayene ser man ordlyden “
St Pr
”, hvorefter programmet er lagret; i løbet af 2
sekunder omstilles displayene automatisk til værdierne svarende til de parametre,
man lige har gemt.
Bemærk. Hvis der ikke trykkes på tasten “SAVE” i løbet af 2 sekunder, når displayene
blinker, ser man ordlyden “
No St
”, og programmet gemmes ikke; displayene går
automatisk tilbage til udgangsstatus.
4.3.2.4 Indlæsning af et brugerdefineret program (RECALL)
Før man foretager proceduren til hentning af et program, skal man kontrollere, om den
valgte overføringsmåde (PULSE ARC,
PULSE ARC PULSE-ON-PULSE,
SHORT/
SPRY ARC eller “PRG=0”) er den, man ønsker at udføre arbejde med.
Følg derefter nedenstående procedure
(se FIG. D)
:
a) Tryk på tasten “RECALL”.
b) På display
(16)
ser man “
Pr
” og et tal (mellem “1” og “10”) på display
(15)
.
c) Drej encoderdrejeknappen (enten
(13)
eller
(14)
), og vælg det tal, hvormed det
ønskede program er lagret.
d) Tryk på tasten “RECALL” én gang til, i over 2 sekunder.
e) På displayene ser man ordlyden “
Ld Pr
”, hvorefter programmet er indlæst; i
løbet af 2 sekunder omstilles displayene automatisk til værdierne svarende til det
program, man lige har indlæst.
Bemærk. Hvis der ikke trykkes på tasten “RECALL” i løbet af 2 sekunder, ser man
ordlyden “
No Ld
”, og programmet indlæses; displayene går automatisk tilbage til
udgangsstatus.
BEMÆRKNINGER:
- SIGNALLAMPEN “PRG” LYSER, MENS OPERATIONERNE MED TASTEN
“SAVE” OG “RECALL” FORETAGES.
- MASKINOPERATØREN KAN ÆNDRE DE INDLÆSTE PROGRAMMER EFTER
ØNSKE, MEN DE ÆNDREDE VÆRDIER GEMMES IKKE AUTOMATISK. HVIS
MAN ØNSKER AT LAGRE DE NYE VÆRDIER I ET PROGRAM, SKAL MAN





