Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 106 -
aprins).
În modalitatea MIG-MAG Pulse arc 2 TIMPI permite reglarea duratei curentului
iniţial (T
start
). Prin setarea parametrului la zero, este dezactivată funcţia, iar prin
setarea oricărei valori mai mari de zero (reglare 0,1-3 secunde) se poate selecta
LEDUL
(10b)
pentru a regla corecţia tensiunii arcului şi valoarea curentului iniţial
(nivel secundar). Curentul iniţial poate fi setat mai ridicat sau mai scăzut decât
curentul principal de sudură; un curent iniţial mai ridicat este foarte util mai ales
pentru sudura aluminiului şi a aliajelor acestuia; într-adevăr, acesta permite
încălzirea mai rapidă a piesei („Hot-start”).
În modalitatea MIG-MAG Pulse on pulse permite reglarea duratei curentului
principal de sudură (reglare 0,1-10 secunde şi LED (15b) aprins).
10d-
Short arc “PRG 0”
În modalitatea manuală MIG-MAG „PRG 0”, permite reglarea reactanţei
electronice (reglare 20-80% şi LED
(15c)
aprins). O valoare mai ridicată
determină o baie de sudură mai caldă. În modalitatea bi-level, reactanţa
electronică este comună pentru ambele nivele setate.
În modalitatea MIG-MAG pulse arc, parametrul determină sugrumarea arcului.
Cu cât este mai ridicată valoarea, cu atât mai concentrat va fi arcul în timpul
sudurii. Într-o modalitate de sudură care foloseşte două nivele de curent (bi-
level, pulse on pulse sau T
start
), sugrumarea arcului este comună pentru ambele
nivele setate (+1% / -1%).
În modalitatea MIG-MAG Pulse on pulse, permite reglarea duratei curentului
secundar de sudură (reglare 0,1-10 secunde şi LED
(15b)
aprins).
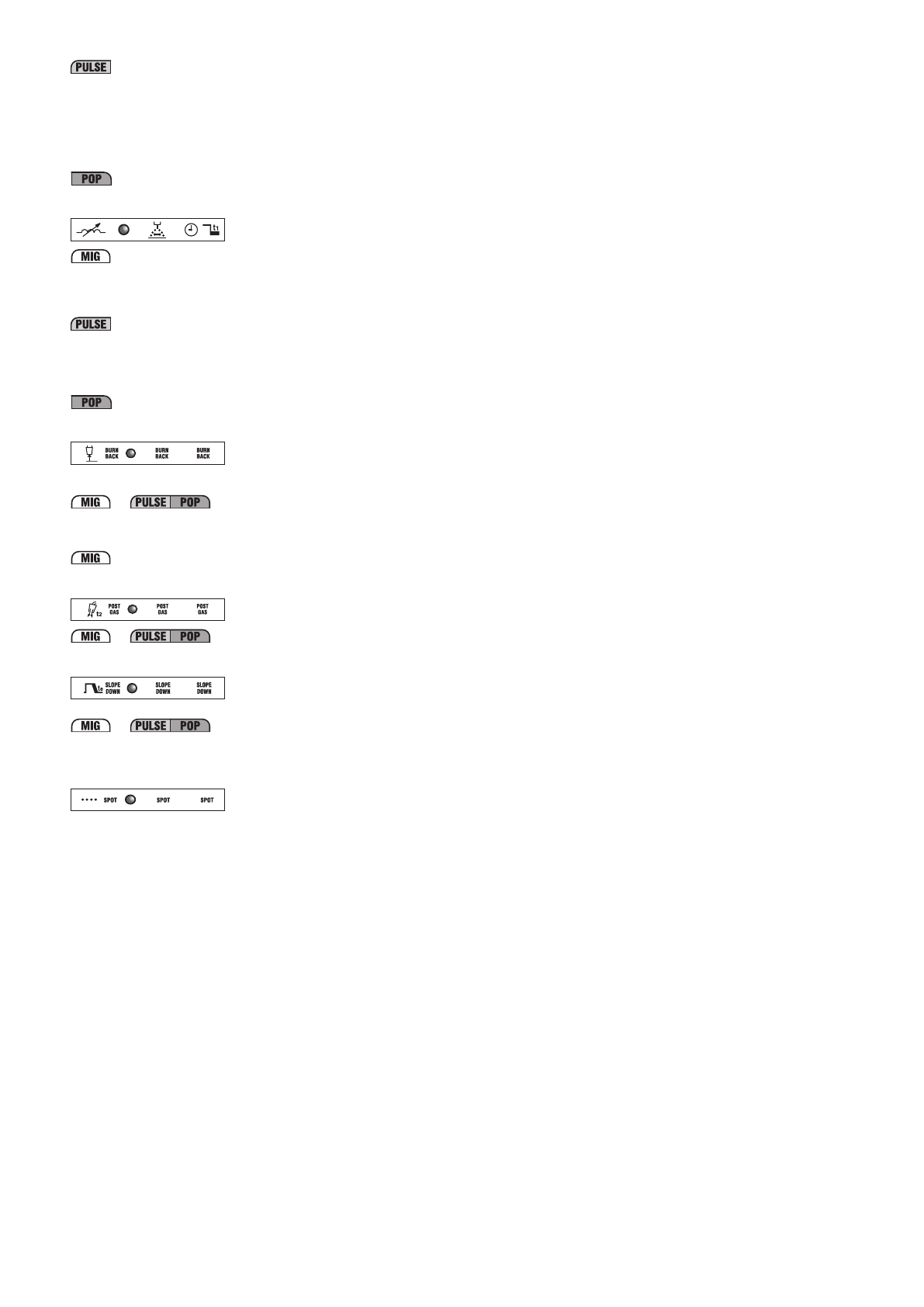
10e-
Arderea sârmei la oprirea sudurii (BURN-BACK)
Permite reglarea timpului de ardere a sârmei la oprirea sudurii.
În timpul setării unui program sinergic MIG-MAG, permite reglarea corecţiei care
trebuie adusă la BURN_BACK TIME, calculat în sinergie (range -1% / +1% LED
(15c)
aprins).
Short arc “PRG 0”
Printr-o setare potrivită, poate evita lipirea sârmei de piesă (reglare 0,001-1
secunde şi led
(15b)
aprins).
10f-
POST-GAS
Permite adaptarea timpului de eflux al gazului de protecţie începând de la
oprirea sudurii (reglare 0,1-10 secunde şi LED
(15b)
aprins).
10g-
Rampa de coborâre a curentului de sudură (SLOPE DOWN).
Devine activ numai prin folosirea programelor sinergice MIG-MAG SHORT ARC,
PULSE ARC şi PULSE on PULSE.
Permite reducerea treptată a curentului la eliberarea butonului pistoletului
(reglare 0-3 secunde şi LED
(15b)
aprins).
10h-
Timp de punctare (SPOT TIME).
Devine activ numai dacă este selectată modalitatea „SPOT” cu tasta
(8)
. Permite
efectuarea de punctări MIG-MAG cu controlul duratei sudurii (reglare 0,1-10
secunde şi LED
(15b)
aprins).
11- Tasta de activare manuală a electrosupapei de gaz.
Tasta permite efluxul gazului (purjare conducte - reglare debit) fără a trebui să
acţionaţi butonul pistoletului; tasta este cu acţiune momentană.
12- Tasta de avansare manuală a sârmei.
Tasta permite avansarea sârmei în teaca pistoletului fără a trebui să acţionaţi
butonul pistoletului; este cu acţiune momentană, iar viteza de avansare este fixă.
13- Selector encoder pentru reglarea parametrilor de sudură (vezi 10a-10h).
14- Selector encoder.
Selectorul reglează:
- Curentul de sudură I
2
(led
(16a)
aprins).
- Viteza de avansare a sârmei (led
(16c)
aprins).
- Grosimea piesei folosite la sudură (led
(16b)
aprins).
Într-o modalitate de sudură care foloseşte două nivele de curent (bi-level, pulse
on pulse sau T
start
), cu ledul
(10b)
aprins, selectorul reglează:
- Curentul de sudură I
1
(led
(16a)
aprins) la nivelul secundar.
- Viteza de avansare a sârmei la nivelul secundar de sudură (led
(16c)
aprins).
- Grosimea piesei folosite la sudură (led
(16b)
aprins) referitoare la nivelul
secundar.
15- Display alfanumeric cu 3 digit.
Indică:
- valoarea parametrilor de sudură (vezi de la
(10a)
la
(10h)
) cu funcţionare în
gol.
- tensiunea reală a arcului, la sudură.
NOTĂ: la oprirea sudurii, display-ul comută automat la valoarea setării.
- o semnalare de alarmă (vezi punctul 1).
15a, 15b, 15c- LED pentru indicarea unităţii de măsură în curs (volţi,
secunde, procent).
16- Display alfanumeric cu 3 digit.
Indică:
- valoarea setată cu selectorul encoder
(14)
.
- curentul real, în sudură.
NOTĂ: la oprirea sudurii, display-ul comută automat la valoarea setării.
- o semnalare de alarmă (vezi punctul 1).
16a, 16b, 16c - LED de indicare a unităţii de măsură în curs (curent amperi
(A), grosime în milimetri (mm) şi viteza sârmei metri/minut (m/min)).
17- Tasta de selectare a unităţii de măsură Amperi/Grosime în m/min (LED
(16a)(16b) (16c)).
În programele sinergice MIG/MAG permite setarea prin encoder
(14)
, respectiv
a grosimii materialului de sudat, a curentului de sudură, a vitezei sârmei.
Setarea fiecărui parametru (ex. grosimea materialului) defineşte automat ceilalţi
parametri (ex. curentul de sudură şi viteza sârmei).
În „PRG 0” selectare manuală: este posibilă numai reglarea vitezei sârmei (led
(16c)
aprins).
4.3. RAPELUL ŞI MEMORIZAREA PROGRAMELOR
4.3.1 RAPELUL PROGRAMELOR PRESETATE DE CĂTRE PRODUCĂTOR
4.3.1.1 Programe MIG-MAG SINERGICE
Aparatul de sudură este prevăzut cu 36 de programe sinergice memorizate, cu
caracteristici identificate în tabelul (TAB. 3), la care se face trimitere pentru selectarea
unui program corespunzător tipului de sudură care se doreşte să se efectueze.
Selectarea unui program anume se efectuează apăsând succesiv pe tasta „PRG”,
căruia îi corespunde pe display un număr cuprins între „0” şi „36” (numărului „0” nu-i
corespunde un program sinergic, ci funcţionarea în modalitate manuală, aşa cum este
prezentat în paragraful următor).
Observaţie: În interiorul unui program sinergic este prioritară efectuarea
alegerii modalităţii de transfer dorită, PULSE ARC sau SHORT/SPRAY ARC, prin
intermediul tastei corespunzătoare (vezi FIG. D, tasta (7)).
Observaţie: Toate tipologiile de sârmă neprevăzute în tabel pot fi folosite în
modalitatea manuală „PRG 0”.
4.3.1.2 FUNCŢIONAREA ÎN MODALITATEA MANUALĂ („PRG 0”)
Funcţionarea în modalitatea manuală corespunde cu cifra „0” de pe display şi este
activă numai dacă în prealabil a fost selecţionată modalitatea de transfer SHORT/
SPRAY ARC (FIG. D, tasta (7)).
În această modalitate, nefiind prevăzută nici o sinergie, toţi parametrii de sudură
trebuie să fie setaţi manual de către operator.
Atenţie! Setarea tuturor parametrilor este liberă, deci valorile atribuite acestora pot
rezulta incompatibile cu un procedeu corect de sudură.
Observaţie: În selecţia manuală NU este posibilă folosirea modalităţii de transfer
PULSE ARC.
4.3.2 MEMORIZAREA ŞI RAPELUL PROGRAMELOR PERSONALIZATE ÎN MIG-
MAG
4.3.2.1 Introducere
Aparatul de sudură permite memorizarea (SAVE) programelor de lucru personalizate
referitoare la un set de parametri valabili pentru un determinat tip de sudură. Fiecare
program memorizat poate fi rechemat (LOAD) în orice moment, punându-se astfel la
dispoziţia utilizatorului aparatul de sudură ”gata de folosire” pentru un lucru specific
optimizat anterior.
4.3.2.2 Capacitate de memorizare a programelor personalizate în MIG-MAG
Aparatul de sudură prevede memorizarea a 40 de programe personalizate referitoare
la cele trei modalităţi de transfer în sinergie (SHORT/SPRAY ARC Pulse arc şi Pulse
on pulse) şi la funcţionarea în modalitatea manuală, cu următoarele specificaţii:
- SHORT/SPRAY ARC SINERGIC: 10 programe memorizabile (numere disponibile
de la “1” la “10”);
- SHORT/SPRAY ARC MANUAL (“PRG=0”): 10 programe memorizabile (numere
disponibile de la “1” la “10”);
- PULSE ARC SINERGIC: 10 programe memorizabile (numere disponibile de la “1”
la “10”);
- PULSE ARC SINERGIC PULSE ON PULSE: 10 programe memorizabile (numere
disponibile de la “1” la “10”).
NOTĂ: Pentru a apela programul pe care doriţi să-l utilizaţi:
a) alegeţi modalitatea de transfer dorită PULSE ARC, PULSE ARC PULSE-
ON- PULSE sau SHORT/SPRAY ARC sau selectaţi “PRG=0” dacă sunt
programe pre-memorizate în modalitatea manuală;
b) selectaţi numărul programului (după cum se arată în par.4.3.1).
4.3.2.3 Procedeul de memorizare (SAVE).
După reglarea aparatului de sudură în modul optim pentru o determinată sudură,
procedaţi după cum urmează (vezi FIG. D):
a) Apăsaţi pe tasta (5) ”SAVE”.
b) Pe display (16) apare “Pr” şi un număr (cuprins între “1” şi “10”) pe display (15).
c) Rotind butonul rotativ encoder (indiferent dacă (13) sau (14)), alegeţi numărul cu
care se doreşte memorizarea programului (vezi şi 4.3.2).
d) Apăsaţi din nou pe tasta ”SAVE”.
e) Display-urile (15) şi (16) apar intermitent.
f) Reapăsaţi, într-un interval de două secunde, tasta „SAVE”.
g) Pe display apare „St Pr” ceea ce înseamnă că programul a fost memorizat;
după două secunde display-urile comută automat pe valorile corespunzătoare
parametrilor recent salvaţi.
Observaţie. Dacă în cazul display-urilor intermitente, nu se apasă tasta „SAVE” într-un
interval de 2 secunde, display-urile indică ”No St” iar programul nu se memorizează;
display-urile revin automat la indicaţia iniţială.
4.3.2.4 Procedeul de rapel a unui program personalizat (LOAD)
Prima de a efectua operaţiile de rapel a unui program, controlaţi ca modalitatea de
transfer selecţionată (PULSE ARC, PULSE ARC PULSE-ON-PULSE, SHORT/SPRY
ARC sau “PRG=0”) să fie efectiv cea cu care se intenţionează să se lucreze. Procedaţi
după cum urmează (vezi FIG. D):
a) Apăsaţi pe tasta“LOAD”.
b) Pe display (16) apare “Pr” şi un număr (cuprins între “1” şi “10”) pe display (15).
c) Rotind butonul rotativ encoder (indiferent dacă (13) sau (14)), alegeţi numărul cu
care s-a memorizat programul care acum se doreşte să se folosească.
d) Reapăsaţi pe tasta „LOAD” timp de peste 2 secunde.
e) Pe display apare „Ld Pr” ceea ce înseamnă că programul a fost rechemat;
după două secunde display-urile comută automat pe valorile corespunzătoare
programului recent rechemat.
Observaţie. Dacă nu se reapasă tasta „LOAD” timp de peste 2 secunde, display-
urile indică ”No Ld” iar programul nu se încarcă; display-urile revin automat la
indicaţia iniţială.
OBSERVAŢIE:
- ÎN TIMPUL OPERAŢIILOR CU TASTA „SAVE” ŞI „LOAD” SE APRINDE LED-UL
„PRG”.
- UN PROGRAM RECHEMAT POATE FI MODIFICAT DUPĂ PLACUL
OPERATORULUI DAR VALORILE MODIFICATE NU SE SALVEAZĂ AUTOMAT.
DACĂ SE DOREŞTE MEMORIZAREA NOILOR VALORI PE ACELAŞI PROGRAM
ESTE NECESAR SĂ SE EFECTUEZE PROCEDEUL DE MEMORIZARE (VEZI
4.3.2.3).
- ÎNREGISTRAREA PROGRAMELOR PERSONALIZATE ŞI PLANIFICAREA
CORESPUNZĂTOARE A PARAMETRILOR ASOCIAŢI ESTE ÎN SARCINA
UTILIZATORULUI.
- ÎN MODALITATEA CU ELECTROZI MMA SAU TIG NU SE POT SALVA
PROGRAME PERSONALIZATE.





