Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 127 -
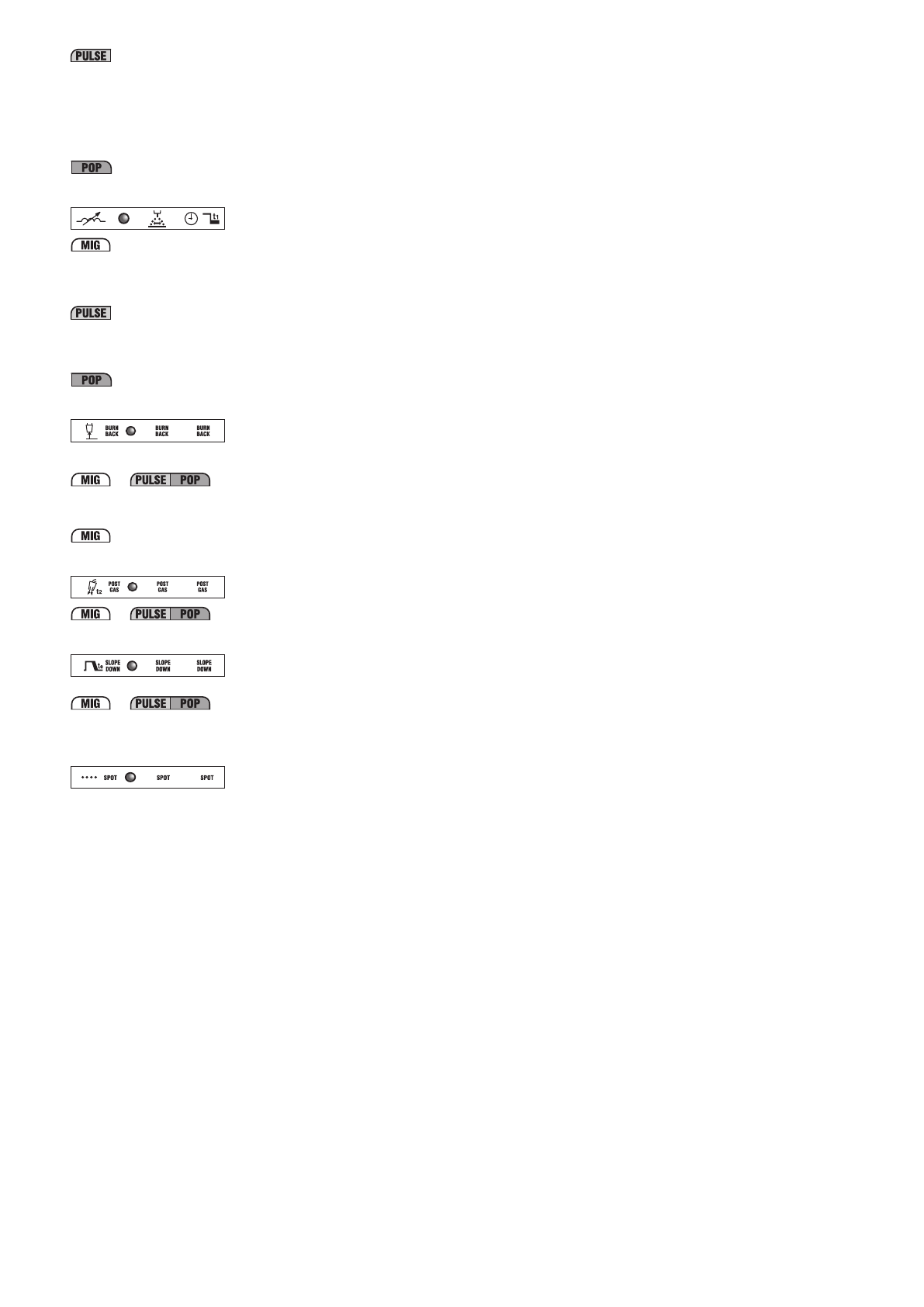
V režime MIG-MAG Pulse arc 2 DOBY umožňuje regulovať dobu pôsobenia
počiatočného prúdu (T
start
). Nastavením parametra na nulu dôjde k zrušeniu tejto
funkcie, zatiaľ čo nastavením akejkoľvek hodnoty vyššej ako nula (regulácia 0,1-
3 sekundy) je možné zvoliť LED
(10b)
pre reguláciu korekcie napätia oblúka
a hodnoty počiatočného prúdu (vedľajšia úroveň). Počiatočný prúd môže byť
nastavený na vyššiu alebo nižšiu hodnotu ako je hlavná hodnota zvárania; vyšší
počiatočný zvárací prúd je užitočný hlavne pri zváraní hliníka a jeho zliatin, kedy
umožňuje rýchlejšie ohriať zváraný diel („Hot-start“).
V režime MIG-MAG Pulse on pulse umožňuje regulovať dobu pôsobenia
hlavného zváracieho prúdu (regulácia 0,1-10 sekúnd a rozsvietená LED (15b)).
10d-
Short arc “PRG 0”
V manuálnom režime MIG-MAG „PRG 0“ umožňuje regulovať elektronickú
reaktanciu (regulácia 20-80% a rozsvietená LED
(15c)
). Vyššia hodnota určuje
vyššiu teplotu zváracieho kúpeľa. V režime bi-level je elektronická reaktancia
spoločná pre obidve nastavené úrovne.
V režime MIG-MAG, parameter pulse arc určuje „priškrtenie“ oblúka. Čím vyššia
je hodnota, tým vyššia bude koncentrácia oblúka počas zvárania. V režime
zvárania, ktorý využíva dve úrovne prúdu (bi-level, pulse on pulse alebo T
start
), je
priškrtenie oblúka spoločné pre obidve nastavené úrovne (+1% / -1%).
V režime MIG-MAG Pulse on pulse umožňuje regulovať dobu trvania vedľajšieho
zváracieho prúdu (regulácia 0,1-10 sekúnd a rozsvietená LED
(15b)
).
10e-
Pálenie drôtu pri prerušení zvárania (BURN-BACK).
Umožňuje regulovať dobu pálenia drôtu pri prerušení zvárania.
Počas nastavovania synergického programu MIG-MAG umožňuje regulovať
korekciu doby BURN_BACK TIME, vypočítanú v rámci synergie (rozsah od -1%
po +1%) (rozsvietená LED
(15c)
).
Short arc “PRG 0”
Inými slovami umožňuje vyhnúť sa prilepeniu drôtu k zváranému dielu pri
zastavení zvárania (regulácia 0,001-1 sekundy a rozsvietená LED
(15b)
).
10f-
POST-GAS
Umožňuje prispôsobiť dobu odtoku ochranného plynu po prerušení zvárania
(regulácia 0,1-10 sekundy a rozsvietená LED
(15b)
).
10g-
Zostupná rampa zváracieho prúdu (SLOPE DOWN).
K aktivácii tejto funkcie dochádza výhradne pri použití synergických programov
MIG-MAG SHORT ARC, PULSE ARC a PULSE on PULSE.
Umožňuje postupné zníženie prúdu po uvoľnení tlačidla zváracej pištole
(regulácia 0-3 sekundy a rozsvietená LED
(15b)
).
10h-
Doba bodového zvárania (SPOT TIME).
K aktivácii funkcie dochádza výhradne pri voľbe režimu „SPOT“ tlačidlom
(8)
.
Umožňuje realizáciu bodových zvarov MIG-MAG s ovládaním doby trvania
zvárania (regulácia 0,1-10 sekúnd a rozsvietená LED
(15b)
).
11- Tlačidlo manuálnej aktivácie elektrického ventilu plynu.
Tlačidlo umožňuje odčerpávanie plynu (vyprázdňovanie potrubia – reguláciu
prietoku) bez potreby aktivácie tlačidla zváracej pištole; tlačidlo má momentálny
účinok.
12- Tlačidlo manuálneho posuvu drôtu.
Tlačidlo umožňuje ovládať posuv drôtu vo vodiacom puzdre zváracej pištole
bez potreby aktivácie tlačidla zváracej pištole; má momentálny účinok a rýchlosť
posuvu je nemenná.
13- Otočný ovládač snímača impulzov pre reguláciu parametrov zvárania (viď
10a-10h).
14- Otočný ovládač snímača impulzov
Otočný ovládač slúži na reguláciu:
- Zváracieho prúdu I
2
(rozsvietená LED
(16a)
).
- Rýchlosti podávania drôtu (rozsvietená LED
(16c)
).
- Hrúbka dielu použitého na zváranie (rozsvietená LED
(16b)
).
V režime zvárania, ktorý využíva dve úrovne prúdu (bi-level, pulse on pulse
alebo T
start
) s rozsvietenou LED
(10b)
, otočný ovládač slúži na reguláciu:
- Zváracieho prúdu I
1
(rozsvietená LED
(16a)
) vedľajšej úrovne.
- Rýchlosti podávania drôtu vedľajšej úrovne zvárania (rozsvietená LED
(16c)
).
- Hrúbka dielu použitého na zváranie (rozsvietená LED
(16b)
) vztiahnutá na
vedľajšiu úroveň..
15- 3-miestny alfanumerický displej.
Zobrazuje:
- hodnotu parametrov zvárania (viď od
(10a)
po
(10h)
počas činnosti naprázdno.
- skutočné napätie oblúka – počas zvárania.
POZNÁMKA: pri zastavení zváracieho prúdu bude displej automaticky
zobrazovať nastavenú hodnotu.
- signalizáciu alarmu (viď bod 1).
15a, 15b, 15c- LED označujúca jednotku aktuálne meranej veličiny (voltov,
sekúnd, percent).
16- 3-miestny alfanumerický displej.
Zobrazuje:
- hodnotu nastavenú otočným ovládačom snímača impulzov
(14)
.
- skutočný prúd, počas zvárania.
POZNÁMKA: pri zastavení zváracieho prúdu bude displej automaticky
zobrazovať nastavenú hodnotu.
- signalizáciu alarmu (viď bod 1).
16a, 16b, 16c- LED označujúca jednotku aktuálne meranej veličiny (prúd
v ampéroch (A), hrúbku v milimetroch (mm) a rýchlosť v metroch/minútu
(m/min)).
17- Tlačidlo pre voľbu jednotky meranej veličiny Ampére/Hrúbka v m/min (LED
(16a)(16b) (16c)).
V synergických programoch MIG/MAG umožňuje prostredníctvom snímača
impulzov
(14)
nastaviť hrúbku zváraného materiálu, zvárací prúd, rýchlosť drôtu.
Nastavenie každého jedného parametra (napr. hrúbky materiálu) automaticky
definuje ostatné parametre (napr. zvárací prúd a rýchlosť posunu drôtu).
„PRG 0“ manuálna voľba: Je možné len nastavovanie rýchlosti drôtu (rozsvietená
LED
(16c)
).
4.3 NAČÍTAVANIE PROGRAMOV A ICH UKLADANIE DO PAMÄTI
4.3.1 NAČÍTAVANIE PROGRAMOV VOPRED ULOŽENÝCH VÝROBCOM
4.3.1.1 SYNERGICKÉ programy MIG-MAG
Zvárací prístroj disponuje 36 synergickými programy uloženými v pamäti, s
vlastnosťami uvedenými v tabuľke
(TAB. 3)
, ktorú je potrebné používať pri voľbe
programu vhodného pre druh zvárania, ktorý chcete použiť.
Voľba určitého programu sa vykonáva opakovaným stláčaním tlačidla „PRG“, ktorému
na displeji odpovedá číslo od „0“ do „36“ (číslu „0“ neodpovedá synergický program
ale činnosť v manuálnom režime, v súlade s popisom, uvedeným v nasledujúcom
odstavci).
Poznámka: Vo vnútri synergického programu je prioritné zvoliť požadovaný
prenosový režim, PULS ARC alebo SHORT/SPRAY ARC, príslušným tlačidlom
(viď OBR. D, tlačidlo (7)).
Poznámka: Všetky typológie drôtu, ktoré nie sú uvedené v tabuľke, môžu byť
použité v manuálnom režime „PRG 0“.
4.3.1.2 ČINNOSŤ V MANUÁLNOM REŽIME („PRG 0“)
Činnosť v manuálnom režime odpovedá číslu „0“ na displeji a je aktívna len po
predošlej voľbe režimu prenosu SHORT/SPRAY ARC
(OBR. D, tlačidlo (7))
.
Vzhľadom k tomu, že sa v tomto režime nepredpokladá použitie žiadnej synergie,
musia byť všetky parametre zvárania nastavené manuálne obsluhou.
Upozornenie! Nastavenie všetkých parametrov je voľné, a preto by hodnoty, ktoré im
budú priradené, mohli byť nekompatibilné so správnym postupom pri zváraní.
Poznámka: V manuálnom režime NIE JE možné používať režim prenosu PULSE
ARC.
4.3.2 ULOŽENIE UŽÍVATEĽSKÝCH PROGRAMOV V MIG-MAG DO PAMÄTI A ICH
NAČÍTANIE
4.3.2.1 Úvod
Zvárací prístroj umožňuje ukladať do pamäti (SAVE) užívateľské pracovné programy,
týkajúce sa súboru parametrov platných pre istý druh zvárania. Každý program
uložený v pamäti môže byť kedykoľvek načítaný (RECALL), čím bude mať užívateľ
„zvárací prístroj“ pripravený na použitie pre špecifickú, už optimalizovanú prácu.
4.3.2.2 Kapacita ukladania užívateľských programov v MIG-MAG do pamäti
Zvárací prístroj umožňuje uloženie 40 užívateľských programov do pamäti,
vzťahujúcich sa na tri odlišné spôsoby presunu v rámci synergie (SHORT/SPRAY
ARC Pulse a Pulse on pulse) a na činnosť v manuálnom režime, s nasledujúcimi
vlastnosťami:
- SHORT/SPRAY ARC SYNERGICKÝ: 10 programov uložiteľných do pamäti (s
číslami od „1“ do „10“);
- SHORT/SPRAY ARC MANUÁLNY („PRG 0“): 10 programov uložiteľných do pamäti
(s číslami od „1“ do „10“);
- PULS ARC SYNERGICKÝ: 10 programov uložiteľných do pamäti (s číslami od „1“
do „10“);
- PULSE ARC SYNERGICKÝ PULSE ON PULSE: 10 programov uložiteľných do
pamäti (s číslami od „1“ do „10“).
POZNÁMKA: Načítanie programu, ktorý hodláte použiť:
a) zvoľte požadovaný režim prenosu PULSE ARC, PULSE ARC PULSE-ON-
PULSE alebo SHORT/SPRAY ARC alebo zvoľte „PRG=0“, ak sa jedná
o programy vopred uložené do pamäti v manuálnom režime;
b) zvoľte číslo programu (v súlade s popisom v odst. 4.3.1).
4.3.2.3 Postup pri ukladaní do pamäti (SAVE).
Po nastavení zváracieho prístroja do optimálneho stavu pre daný druh zvárania,
postupujte nasledovne (viď OBR. D):
a) Stlačte tlačidlo (5) „SAVE“.
b) Na displeji (16) sa zobrazí „Pr“ a na displeji (15) číslo (v rozmedzí od „1“ do „10“).
c) Otáčaním otočného ovládača snímača impulzov ((13) alebo (14), bez rozdielu),
zvoľte číslo, pod ktorým chcete uložiť program do pamäti (viď aj 4.3.2).
d) Opätovne stlačte tlačidlo „SAVE“.
e) Displeje (15) a (16) budú blikať.
f) V priebehu nasledujúcich dvoch sekúnd stlačte tlačidlo „SAVE“.
g) Na displeji sa zobrazí nápis „St Pr“, potvrdzujúci uloženie daného programu do
pamäti; po 2 sekundách displeje automaticky prepnú na zobrazovanie hodnôt
práve uložených parametrov.
Poznámka: Keď pri blikajúcich displejoch nebude stlačené tlačidlo „SAVE“ v priebehu
2 sekúnd, displeje budú zobrazovať nápis „No St“ a program nebude uložený do
pamäti; displeje sa automaticky vrátia na úvodne zobrazenie.
4.3.2.4 Postup pri načítavaní užívateľského programu (RECALL)
Pred vykonaním operácií súvisiacich s načítaním programu sa uistite, že zvolený
režim prenosu (PULSE ARC, PULSE ARC PULSE-ON-PULSE, SHORT/SPRAY ARC
alebo „PRG=0“ odpovedá naozaj tomu, s ktorým chcete pracovať. Teraz postupujte
nasledovne (viď OBR. D):
a) Stlačte tlačidlo „RECALL“.
b) Na displeji (16) sa zobrazí „Pr“ a na displeji (15) číslo (v rozmedzí od „1“ do „10“).
c) Otáčaním otočného ovládača snímača impulzov ((13) alebo (14), bez rozdielu),
zvoľte číslo, pod ktorým bol do pamäti uložený program, ktorý teraz chcete použiť.
d) Opätovne stlačte tlačidlo „RECALL“ na dobu dlhšiu ako 2 sekundy.
e) Na displeji sa zobrazí nápis „Ld Pr“, potvrdzujúci načítanie daného programu; po
2 sekundách budú displeje automaticky zobrazovať hodnoty práve načítaného
programu.
Poznámka: Keď tlačidlo „SAVE“ nebude opätovne stlačené počas doby dlhšej ako
2 sekundy, displeje budú zobrazovať nápis „No Ld“ a program nebude načítaný;
displeje sa automaticky vrátia na úvodné zobrazenie.
POZNÁMKY:
- POČAS OPERÁCIÍ S TLAČIDLAMI „SAVE“ A „RECALL“ JE ROZSVIETENÁ
LED „PRG“.
- NAČÍTANÝ PROGRAM MÔŽE BYŤ ĽUBOVOĽNE ZMENENÝ OBSLUHOU, ALE
ZMENENÉ HODNOTY NEBUDÚ AUTOMATICKY ULOŽENÉ DO PAMÄTI. AK
SI ŽELÁTE ULOŽIŤ NOVÉ HODNOTY DO TOHO ISTÉHO PROGRAMU, JE
POTREBNÉ VYKONAŤ POSTUP ULOŽENIA DO PAMÄTI (viď 4.3.2.3).
- REGISTRÁCIA UŽÍVATEĽSKÝCH PROGRAMOV A VEDENÍ PRÍSLUŠNÉHO
PREHĽADU SÚVISIACICH PARAMETROV JE ZVERENÁ UŽÍVATEĽOVI.
- NIE JE MOŽNÉ ULOŽIŤ DO PAMÄTI UŽÍVATEĽSKÉ PROGRAMY V REŽIME
ELEKTRÓDY MMA ALEBO TIG.





