Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 64 -
korkeampi arvo on, sitä tiiviimpi kaari on hitsauksen aikana. Hitsaustavassa,
jossa käytetään kahta virran tasoa (bi-level, pulse on pulse tai T
start
) kaaren
kapeneminen on yhteinen molemmilla asetetuilla tasoilla (+1% / -1%).
Tavassa MIG-MAG Pulse on pulse mahdollistaa hitsauksen toissijaisen virran
keston säädön (säätö 0,1-10 sekuntia ja VALODIODI
(15b)
palaa).
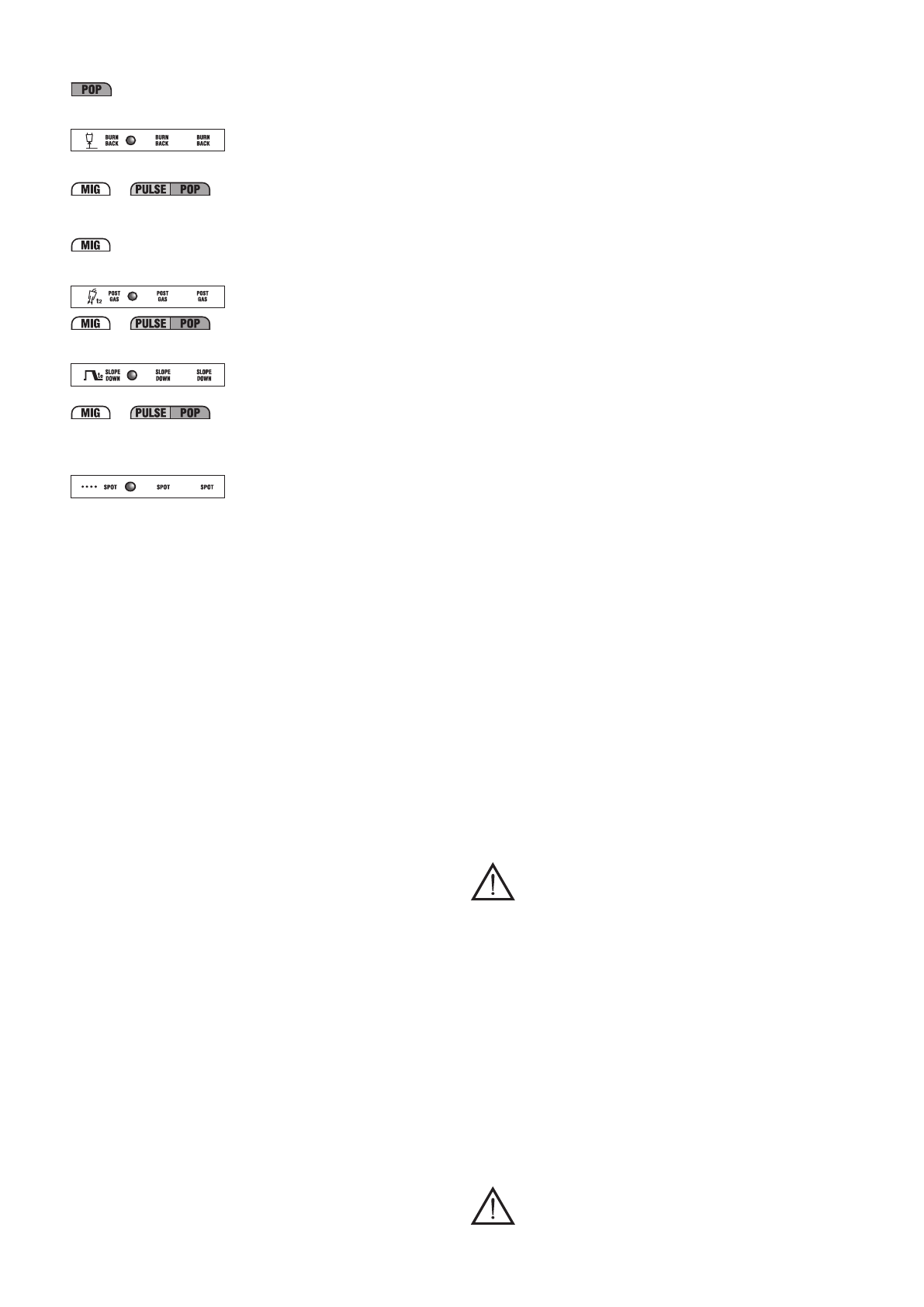
10e-
Langan palaminen hitsauksen päättyessä (BURN-BACK).
Mahdollistaa langan palamisajan säädön hitsauksen lopussa.
Synergisen ohjelman MIG-MAG asennuksen aikana mahdollistaa palamisaikaan
BURN_BACK TIME aiotun korjauksen säädön, joka lasketaan synergiassa
(vaihteluväli -1% / +1% VALODIODI
(15c)
palaa).
Short arc “PRG 0”
Sopivalla asetuksella vältetään langan liimautuminen kappaleeseen (säätö
0,001-1 sekuntia ja valodiodi
(15b)
palaa).
10f-
POST-GAS
Mahdollistaa suojakaasun virtausajan sovittamisen hitsauksen pysäytyksestä
lähtien (säätö 0,1-10 sekuntia ja VALODIODI
(15b)
palaa).
10g-
Hitsausvirran laskuportaikko (SLOPE DOWN).
On käytössä ainoastaan käytettäessä synergisiä ohjelmia MIG-MAG SHORT
ARC, PULSE ARC ja PULSE on PULSE.
Mahdollistaa virran asteittaisen vähenemisen löysättäessä hitsauspään painike
(säätö 0-3 sekuntia ja valodiodi
(15b)
palaa).
10h-
Pistehitsausaika (SPOT TIME).
On käytössä ainoastaan, jos on valittu tapa “SPOT” painikkeella
(8)
. Mahdollistaa
MIG-MAG –pistehitsausten teon hitsauksen keston valvonnalla (säätö 0,1-10
sekuntia ja VALODIODI
(15b)
palaa).
11- Kaasun sähköohjatun venttiilin käsikäyttöinen aktivointipainike.
Painike mahdollistaa kaasun vuodon (putkien tyhjennys – virtauksen säätö)
tarvitsematta käyttää hitsauspään painiketta; painike toimii hetkellisesti.
12- Langan käsikäyttöisen etenemisen painike.
Painikkeella voidaan viedä lankaa eteenpäin hitsauspään kotelossa tarvitsematta
käyttää hitsauspään painiketta; sen toiminta on hetkellinen ja etenemisnopeus
on vakio.
13- Enkooderin vipu hitsausparametrien säätöä varten (katso 10a-10h).
14- Enkooderin vipu.
Vipu säätää:
- Hitsausvirta I
2
(valodiodi
(16a)
palaa).
- Langan etenemisnopeus (valodiodi
(16c)
palaa).
- Hitsauksessa käytetyn kappaleen paksuus (valodiodi
(16b)
palaa).
Hitsaustavassa, joka käyttää kahta virran tasoa (bi-level, pulse on pulse tai T
start
)
valodiodin
(10b)
palaessa vipu säätää:
- Toissijaisen hitsausvirran I
1
(valodiodi
(16a)
palaa).
- Hitsauksen toissijaisen tason langan etenemisnopeuden (valodiodin
(16c)
palaa).
- Hitsauksessa käytetyn kappaleen paksuuden (valodiodi
(16b)
palaa), joka on
annettu toissijaiselle tasolle.
15- Aakkosnumeerinen näyttö 3 digitaalilla.
Ilmoittaa:
- Hitsausparametrien arvo (katso
(10a)
-
(10h)
) tyhjäkäynnillä.
- Kaaren todellinen jännite, hitsauksessa.
HUOMIO: hitsauksen päättyessä näyttö muuttuu automaattisesti asetusarvolle.
- hälytysilmoitus (katso kohta 1).
15a, 15b, 15c- Käytössä olevan mittayksikön ilmoittava VALODIODI (voltti,
sekunti, prosenttimäärä).
16- Aakkosnumeerinen näyttö 3 digitaalilla.
Ilmoittaa:
- Enkooderin vivulla
(14)
asetettu arvo.
- Todellinen virta hitsauksessa.
HUOMIO: hitsauksen päättyessä näyttö muuttuu automaattisesti asetusarvolle.
- hälytysilmoitus (katso kohta 1).
16a, 16b, 16c- Käytössä olevan mittayksikön ilmoittava VALODIODI (virta
ampeereissa (A), paksuus millimetreissä (mm) ja langan nopeus metriä/
minuutissa (m/min)).
17- Mittayksikön valintapainike ampeeri/paksuus m/min (VALODIODI (16a)
(16b) (16c)).
Synergisissä ohjelmissa MIG/MAG mahdollistaa asetuksen enkooderin
(14)
välityksellä vastaavasti hitsattavan materiaalin paksuus, hitsausvirta, langan
nopeus.
Jokaisen parametrin asetus (esim. materiaalin paksuus) määrittää
automaattisesti muita parametreja (esim. hitsausvirta ja langan nopeus).
Tavassa “PRG 0” käsin valinta: vain langan nopeuden säätö on mahdollinen
(valodiodi
(16c)
palaa).
4.3 OHJELMIEN LATAAMINEN JA TALLENNUS
4.3.1 VALMISTAJAN ESIASETTAMIEN OHJELMIEN LATAAMINEN
4.3.1.1 MIG-MAG SYNERGIA - ohjelmat
Hitsauslaitteen muistissa on 36 synergiaohjelmaa, joiden ominaisuudet on
ilmoitettu taulukossa (TAUL.3). Hitsaukseen sopiva ohjelma on valittava näiden
ohjelmien perusteella.
Määrätty ohjelma valitaan painamalla toistuvasti painiketta “PRG”, ohjelmaa vastaa
näytöllä näkyvä numero “0” - “36” (numero “0” ei vastaa synergiaohjelmaa vaan
manuaalista toimintatilaa, katso seuraavasta kappaleesta).
Huom: Synergiaohjelmassa on valittava haluttu siirtotapa, PULSE ARC tai
SHORT/SPRAY ARC, vastaavalla näppäimellä (katso KUVA D, näppäin (7)).
Huom: Kaikkia muuntyyppisiä, kuin taulukossa ilmoitettuja lankoja, voi käyttää
manuaalitilassa “PRG 0”.
4.3.1.2 TOIMINTA MANUAALITILASSA (“PRG 0”)
Manuaalinen toimintatila vastaa näytön numeroa “0” ja se on aktiivinen vain, jos
siirtotapa on valittu aiemmin, SHORT/SPRAY ARC (KUVA D, näppäin (7)).
Koska tässä tilassa ei käytetä synergiaa, käyttäjän on asetettava kaikki
hitsausparametrit manuaalisesti.
Huomio!
Koska kaikki parametrit ovat vapaavalintaisia, parametrin arvo ei ehkä sovi
oikeaan hitsausmenetelmään.
Huom: Siirtotapaa PULSE ARC EI voi käyttää manuaalivalinnassa.
4.3.2 MUKAUTETTUJEN MIG-MAG-OHJELMIEN TALLENNUS JA LATAAMINEN
4.3.2.1 Johdanto
Hitsauslaitteeseen voi tallentaa (SAVE) mukautettuja ohjelmia, joiden parametrisarjat
koskevat tiettyä hitsausmenetelmää. Muistiin tallennetun ohjelman voi ladata
(RECALL) milloin tahansa, jolloin käyttäjällä on käytössään tietylle työlle edeltä käsin
optimoitu ”käyttövalmis” hitsauslaite.
4.3.2.2 Yksilöllistettyjen ohjelmien muistiinlaittokyky tavassa MIG-MAG
Hitsauslaitteeseen voidaan laittaa muistiin 40 yksilöllistettyä ohjelmaa kolmella
siirtotavalla synergiassa (SHORT/SPRAY ARC Pulse arc ja Pulse on pulse) sekä
käsikäyttötoiminnolla seuraavin erittelyin:
- SHORT/SPRAY ARC SYNERGINEN 10 muistiin laitettavaa ohjelmaa (numerot
välillä “1” - “10”);
- SHORT/SPRAY ARC, KÄSIKÄYTTÖ (“PRG=0”): 10 muistiin laitettavaa ohjelmaa
(numerot välillä “1” - “10”);
- PULSE ARC, SYNERGINEN: 10 muistiin laitettavaa ohjelmaa (numerot välillä “1” -
“10”);
- PULSE ARC, SYNERGINEN, PULSE ON PULSE: 10 muistiin laitettavaa ohjelmaa
(numerot välillä “1” - “10”).
HUOMIO: käytettäväksi halutun ohjelman palautus:
a) valitse haluttu siirtotapa PULSE ARC, PULSE ARC PULSE-ON- PULSE tai
SHORT/SPRAY ARC tai valitse “PRG=0”, jos muistiin laitetut ohjelmat ovat
käsikäyttötavassa;
b) valitse ohjelman numero (kuten luvussa 4.3.1 kuvataan).
4.3.2.3 Tallentaminen (SAVE).
Ku hitsauslaite on säädetty optimaaliseksi tiettyä hitsausmenetelmää varten,
toimi seuraavasti (katso KUVA D):
a) Paina näppäintä (5) “SAVE”.
b) Näytöllä (16) näkyy “Pr” ja näytöllä (15) jokin numero (väliltä “1” - “10”).
c) Valitse numero, johon haluat tallentaa ohjelman, kiertämällä enkooderinuppia
(joko (13) tai (14)) (katso myös kohta 4.3.2 ).
d) Paina uudelleen näppäintä “SAVE”.
e) Näytöt
(15)
ja
(16)
vilkkuvat.
f) Paina kahden sekunnin sisällä näppäintä “SAVE”.
g) Näytöllä näkyy “
St Pr
” ja ohjelma on nyt tallennettu; 2 sekunnin jälkeen näytöille
ilmestyy automaattisesti juuri tallennettujen parametrien arvot.
Huom. Jos näyttöjen vilkkuessa näppäintä “SAVE” ei paineta 2 sekunnin sisällä,
näytölle ilmestyy “
No St
” eikä ohjelmaa tallenneta; näytöt palautuvat automaattisesti
alkutilanteeseen.
4.3.2.4 Mukautetun ohjelman lataaminen (RECALL)
Ennen ohjelman käynnistykseen tarvittavien toimenpiteiden suorittamista varmista,
että valittu siirtotapa (PULSE ARC,
PULSE ARC PULSE-ON-PULSE,
SHORT/SPRY
ARC tai “PRG=0”) on todella se, jolla aiotaan työskennellä.
Toimi sitten seuraavien ohjeiden mukaan
(katso KUVA D)
:
a) Paina näppäintä “RECALL”.
b) Näytöllä
(16)
näkyy “
Pr
” ja näytöllä
(15)
jokin numero (väliltä “1” - “10”).
c) Valitse numero, johon ohjelma on tallennettu, kiertämällä enkooderinuppia (joko
(13)
tai
(14)
).
d) Paina uudelleen näppäintä “RECALL” yli 2 sekunnin ajan.
e) Näytölle ilmestyy “
Ld Pr
” ja ohjelma on nyt ladattu; 2 sekunnin jälkeen näytöille
ilmestyy automaattisesti ladatun ohjelman parametrien arvot.
Huom. Jos näppäintä “RECALL” painetaan alle 2 sekunnin ajan, näytöille ilmestyy
“
No Ld
” eikä ohjelmaa ladata; näytöt palautuvat automaattisesti alkutilanteeseen.
HUOM:
- KUN NÄPPÄIMIÄ “SAVE” JA “RECALL” KÄYTETÄÄN, LED “PRG” PALAA.
- KÄYTTÄJÄ VOI MIELENSÄ MUKAAN MUOKATA LADATTUA OHJELMAA,
MUTTA MUOKATTUJA ARVOJA EI TALLENNETA AUTOMAATTISESTI. JOS
MUOKATUT ARVOT HALUTAAN TALLENTAA KYSEISEEN OHJELMAAN,
TOIMI TALLENNUSOHJEIDEN MUKAAN (katso 4.3.2.3).
- MUKAUTETTUJEN OHJELMIEN REKISTERÖINTI SEKÄ OHJELMIIN
LIITTYVIEN PARAMETRIEN TAULUKOINTI ON KÄYTTÄJÄN VASTUULLA.
- MMA- TAI TIG-ELEKTRODITILASSA MUOKAUTETTUJA OHJELMIA EI VOI
TALLENTAA.
5. ASENNUS
HUOM.! KONEEN ON OLTAVA EHDOTTOMASTI SAMMUTETTU JA
IRROTETTU SÄHKÖVERKOSTA ASENNUSTOIMENPITEIDEN JA
SÄHKÖKYTKENTÖJEN TEKEMISEN AIKANA.
AINOASTAAN
PÄTEVÄ
TAI
KOKENUT
HENKILÖ
SAA
TEHDÄ
SÄHKÖKYTKENNÄT.
5.1 PAKKAUS
- Poista kärry pakkauksesta ja kokoa se varusteissa olevien ohjeiden mukaisesti.
- Poista hitsauslaite, langan syötin sekä mahdollinen jäähdytysryhmä pakkauksesta
ja kokoa ne kärrylle.
HUOMIO: Aseta polarisointiliitin ellei kytketä vesijäähdytysryhmää (KUVA E).
5.2 HITSAUSLAITTEEN JA HITSAUSVARUSTEIDEN NOSTOTAPA
- Hitsauslaite nostetaan kuten kuvassa
(KUVA O)
, ilman irrotettavia osia (hitsauspää,
kaasuputket, kaapelit jne.), jotka voisivat irrota.
Kokoa kuvan mukaan kiinnitysrenkaat käyttäen kahta varusteissa olevaa ruuvia
M8x25.
Huomio:
nostorenkaat, joissa on kierteitetty reikäsilmukka M8, eivät ole mukana
varusteissa.
- Hitsausvälineet nostetaan kuten kuvassa
(FIG. P)
, ilman irrotettavia osia (langan
syötin, kaasupullo, kaapelit, kauko-ohjain), jotka voisivat irrota.
Huomio:
käytä samanaikaisesti 4 siihen varattua nostokohtaa.
5.3 HITSAUSKONEEN SIJOITTAMINEN
Sijoita kone alueelle, jolla jäähdytysilma-aukot eivät ole tukossa (siiven pakoiskierre,
jos sellainen on); tarkista, etteivät sähköä johtava pöly, syövyttävä höyry, kosteus jne.
pääse koneeseen.
Jätä hitsauskoneen ympärille vähintään 250mm vapaata tilaa.
HUOM.! Hitsauskone on aina sijoitettava vaakatasoiselle, sen painon
kantavalle pinnalle koneen kaatumisen tai siirtymisen välttämiseksi.





