Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 140 -
kontrolu i na zaslonu (3) stroja za varenje očitava se natpis “feed”.
1- LED za signalizaciju Alarma
(izlaz iz stroja za varenje je blokiran). Na zaslonu
(3) se očitava poruka o alarmu.
Stroj za varenje se automatski ponovno pokreće kada se ukloni razlog alarma.
2- LED za prisutnost napona na izlazu
(izlaz je aktivan).
3- Alfanumerički zaslon sa 3 slova i znamenke
. Pokazuje:
- Struju za varenje u amperima.
Prikazana vrijednost je ona koja je postavljena dok je stroj za varenje u
praznom hodu, a dok stroj radi označava realnu vrijednost.
- Poruka alarma sa slijedećim značenjem:
- ”AL1” :
intervencija termičke zaštite primarnog kruga.
- ”AL2” :
intervencija termičke zaštite sekundarnog kruga.
- ”AL3” :
intervencija zaštite uslijed prekomjernog napona sustava
napajanja.
- ”AL4” :
intervencija zaštite uslijed nedovoljnog napona sustava napajanja.
- ”AL5” :
model sa GRA: intervencija zaštite uslijed nedovoljnog pritiska
sustava za rashlađivanje plamenika vodom. Stroj za varenje se ne
pokreće automatski.
Model bez GRA: nedostatak spajanja priključka za polarizaciju na
stroj (FIG. E).
-
“AL9” :
intervencija zaštite magnetskih komponenata.
-
“AL10” :
kvar na serijskoj liniji: serijal isključen.
-
“AL11” :
intervencija zaštite uslijed nedostatka faze u sustavu napajanja.
-
“AL12” :
kvar na serijskoj liniji: greška u podacima.
-
“AL13” :
prekomjerno polaganje prašine unutar stroja za varenje, stroj se
ponovno pokreće:
- čišćenjem unutarnjeg dijela stroja;
- tipka za odabir parametara na komandnoj ploči.
Kod gašenja stroja za varenje, na nekoliko sekundi se mogu očitati signalizacije
”AL11”
i
“OFF”
.
3a, 3b, 3c - LED za ukazivanje jedinice mjerenja u tijeku (amperi, sekunde,
postotak).
4- komandna ručica encoder.
Omogučava regulaciju parametara varenja
(4a)
.
: Struja za varenje na način rada TIG/MMA.
: Kod načina rada TIG omogučava postepeno smanjenje struje
prilikom otpuštanja tipke plamenika (regulacija 0-3sekunde) i
LED
(3b)
svijetli.
: Kod načina rada TIG poprima značenje “Post-gas”,
omogučavajući prilagođavanje trajanja ispuštanja zaštitnog plina
počevši od prekida varenja (regulacija 0,1-10 sekundi i LED
(3b)
svijetli).
: Aktivan je isključivo ako je odabran način rada “SPOT” tipkom
(7)
. Omogučava vršenje točkastog varenja kod načina rada TIG
sa kontrolom trajanja varenja (regulacija 0,1-10 secondi e LED
(3b)
svijetli).
: Kod načina rada sa elektrodom MMA, parametar poprima
značenje “Arc force” omogučavajući postavljanje dinamičke
prekomjerne struje (regulacija 0-100% i LED
(3c)
svijetli).
5- Tipka za odabir procedure varenja.
Pritiskom na tipku, pali se led kod načina varenja koji se namjerava primijeniti:
: obložena elektroda “MMA”.
: TIG-DC sa paljenjem luka na kontakt (LIFT-ARC).
: MIG.
6- Tipka za uključivanje daljinskog upravljanja
.
Sa upaljenim LED-om
, regulacija se može vršiti isključivo daljinskim
upravljanjem i preciznije:
a) Komanda sa 1 potenciometrom:
omogučava regulaciju struje za varenje
kod načina rada TIG/MMA.
b) Komanda sa 2 potenciometra:
omogučava regulaciju struje za varenje TIG/
MMA i regulaciju SLOPE DOWN kod načina rada TIG ili ARC FORCE kod
MMA (automatski odabir LED parametra).
c) Komanda na pedalu:
omogučava regulaciju struje za varenje kod načina
rada TIG/MMA.
NAPOMENA: Odabir “DALJINSKI“ (REMOTE) je omogućen samo ako je
daljinsko upravljanje efektivno spojeno na svoj priključak.
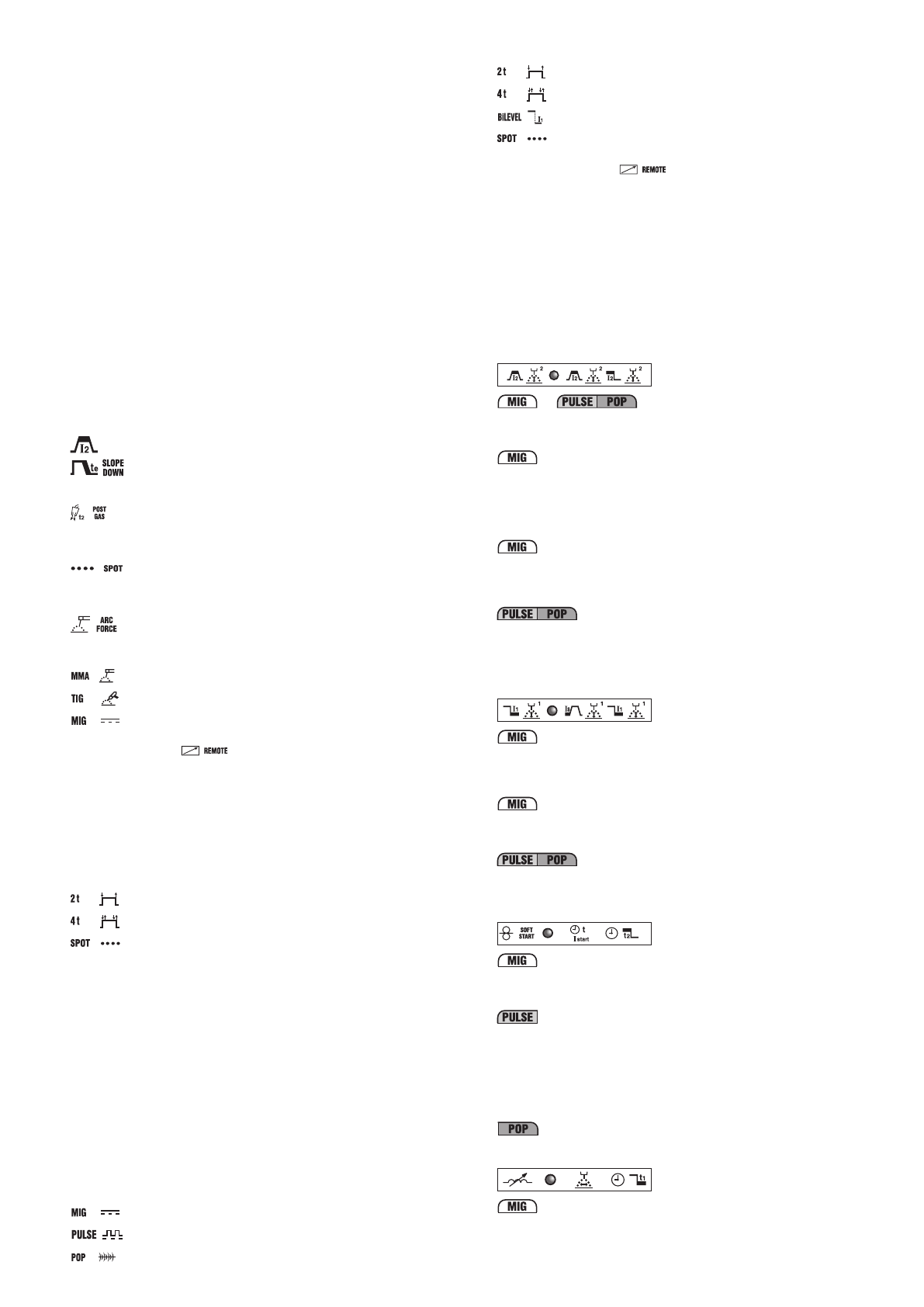
7- Tipka za odabir načina upravljanja tipke plamenika TIG.
Pritiskom na tipku pali se LED koji se odnosi na:
: rad u 2 takta, ON-OFF sa pritisnutom tipkom.
: rad na 4 takta, ON-OFF sa otpuštenom tipkom.
: rad kod točkastog varenja TIG (SPOT).
4.2.1 KONTROLNA PLOČA UREĐAJA ZA NAPAJANJE ŽICOM (FIG. D)
1- LED za signalizaciju ALARMA
(izlaz stroja je blokiran).
Ponovno se pokreće kada se ukloni razlog alarma.
Alarmne poruke navedene na zaslonima
(15)
i
(16)
:
-
“AL7” :
intervencija zaštite uslijed prekomjerne struje za varenje MIG-MAG.
-
“AL8” :
kvar na serijskoj liniji: kratki spoj u plameniku.
Za ostalo vidi “KOMANDNA PLOČA STROJA ZA VARENJE” (pogl. 4.2).
2- LED za signalizaciju PRISUTNOSTI NAPONA U PLAMENIKU ILI NA
ELEKTRODI.
3- LED za signalizaciju PROGRAMIRAJA STROJA ZA VARENJE.
4 - Tipka za prizivanje (RECALL) personaliziranih programa varenja (vidi pogl.
4.3.2.4).
5- Tipka za memoriziranje (SAVE) personaliziranih programa varenja (vidi
pogl. 4.3.2.3).
6- Tipka za odabir programa varenja i zaslon na 2 otkucaja.
Ako se tipka pritisne više puta uzastopno, na zaslonu se očitavaju brojevi između
“0” i “36”. Svakom broju od “1” i “36” pripada sinergijski program varenja
(vidi
TAB. 3)
dok broju “0” pripada ručni rad stroja za varenje, gdje operater može
postaviti sve parametre (samo kod MIG-MAG SHORT i SPRAY ARC).
7- Tipka za odabir procedure varenja.
Pritiskom tipke pali se LED kod načina varenja koji se namjerava primijeniti:
: MIG-MAG kod načina rada “SHORT/SPRAY ARC”.
: MIG-MAG kod načina rada “PULSE ARC”.
: MIG-MAG kod načina rada “PULSE ON PULSE”.
8- Tipka za odabir načina upravljanja tipke plamenika MIG-MAG.
Pritiskom tipke pali se LED koji se odnosi na:
: rad na 2 takta, ON-OFF sa pritisnutom tipkom.
: rad na 4 takta, ON-OFF sa otpuštenom tipkom.
: rad bi-level per MIG-MAG, TIG.
: rad kod točkastog varenja MIG-MAG (SPOT).
9- Tipka za uključivanje daljinskog upravljanja
.
Sa upaljenim LED-om
, regulacija može biti izvršena isključivo
daljinskim upravljanjem, a preciznije:
- komanda sa 2 potenciometra:
zamijenjuje funkciju ručke encoder-a
(14)
i
(13).
NAPOMENA: Odabir “DALJINSKO“ (REMOTE) omogućen je samo ako je
daljinsko upravljanje efektivno spojeno na svoj priključak.
10- Tipka za odabir parametara za varenje.
Uzastopnim pritiskom na tipku, pali se jedan od LED-ova od
(10a)
do
(10h)
kojima pripada sepcifičan parametar. Postavljanje vrijednosti svakog aktiviranog
parametra vrši se putem ručke
(13)
i prikazan je na zaslonu
(15)
. Tijekom ovih
postavki ručka
(14)
regulira vrijednost glavne razine varenja prikazanu na
zaslonu
(16)
, bilo tekuću ili brzinu žice (vidi opis točka
(14)
), osim za
(10b)
.
Samo kada je led
(10b)
upaljen ručka
(14)
omogučava regulaciju vrijednosti
sekundarne razine (vidi opis led-a
(10b)
).
Napomena:
parametri koje operater ne može mijenjati, ovisno o tome da li se
radi sa sinergijskim programom ili na ručni rad “PRG 0” automatski se ne mogu
odabrati; odgovarajući LED se ne pali.
10a-
Ovaj se parametar automatski očitava tijekom radnji varenja MIG-MAG,
ukazujući na realni napon luka (led (15a) upaljen).
Regulacije:
Short arc
Tijekom postavljanja sinergijskog programa MIG-MAG Short arc omogučava
regulaciju korekcije koja se vrši na dužinu luka obračunatu u sinergiji (raspon od
-5% do +5%) (led
(15c)
upaljen).
U istim uvjetima postavljajući funkciju bi-level parametar poprima značenje
korekcije dužine luka glavne razine varenja, obračunatu uvijek u sinergiji (raspon
od -5% do +5%) (led
(15c)
upaljen).
Short arc “PRG 0”
Kod načina rada MIG-MAG Short arc, ručni program “PRG 0”, omogučava
postavljanje efektivnog napona luka (raspon 10-40) (led
(15a)
upaljen).
U istim uvjetima postavljajući funkciju bi-level parametar poprima značenje
efektivnog napona luka glavne razine varenja (raspon 10-40) (led
(15a)
upaljen).
Tijekom postavljanja sinergijskog programa MIG-MAG Pulse arc omogučava
regulaciju korekcije koja se vrši na dužinu luka obračunatu u sinergiji (raspon od
-5% do +5%) (led
(15c)
upaljen).
U istim uvjetima postavljajući funkciju bi-level, pulse on pulse ili T
start
parametar
poprima značenje korekcije dužine luka glavne razine varenja, obračunate uvijek
u sinergiji (raspon od -5% do +5%) (led
(15c)
upaljen).
10b-
Short arc
U sinergijskim programima MIG-MAG short arc, postavljajući funkciju bi-level
omogučava se regulacija struje/brzine žice (ručkom
(14)
) i korekcija dužine luka
(rukom
(13)
) sekundarne razine varenja, obračunata u sinergiji (raspon od -5%
do +5%) (led
(15c)
upaljen).
Short arc “PRG 0”
Odabirom ručnog programa “PRG 0” sa funkcijom bi-level, omogučava se
regulacija brzine žice (ručkom
(14)
, (led
16c
) upaljen) i efektivni napon luka
(ručkom
(13)
) sekundarne razine I
1
varenja (raspon 10-40) ((led
(15a)
upaljen)
.
Kod načina rada
MIG-MAG pulse arc, postavljajući funkciju bi-level, pulse
on
pulse ili T
start
, omogučava se regulacija struje I
1
i I
S
(I
start
) (ručkom
(14)
) i korekcija
dužine luka (ručkom
(13)
) sekundarne razine varenja, obračunata u sinergiji
(raspon od -5% do +5%)(led
(15c)
upaljen).
10c-
Short arc “PRG 0”
Kod ručnog načina rada
“PRG 0” omogučava prilagođavanje brzine žice do
početka varenja za optimizaciju paljenja luka (regulacija 1-100% i LED
(15c)
upaljen).
Kod načina rada
MIG-MAG Pulse arc 2 TAKTA omogučava regulaciju trajanja
početne struje (T
start
). Postavljajući parametar na nulu, funkcija se deaktivira, dok
postavljajući bilo koju vrijednost iznad nule (regulacija 0,1-3 sekundi) moguće
je odabrati LED
(10b)
za regulaciju korekcije napona luka i vrijednosti početne
struje (sekundarna razina). Početna struja može biti postavljena kao viša ili
niža u odnosu na glavnu struju varenja; viša početna struja korisna je naročito
za varenje aluminijuma i njegovih legura, to omogučava brže grijanje komada
(“Hot-start”).
Kod načina rada
MIG-MAG Pulse on pulse omogučava se regulacija trajanja
glavne struje varenja (regulacija 0,1-10 sekundi i LED (15b) upaljen).
10d-
Short arc “PRG 0”
Kod ručnog načina rada
MIG-MAG “PRG 0” omogučava regulaciju elektronske
reaktivnosti (regulacija 20-80% i LED
(15c)
upaljen). Veća vrijednost daje topliji
krater varenja. Kod načina bi-level elektronska reaktivnost zajednička je za obje
postavljene razine.





