Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 63 -
2- VALODIODI jännite ulostulossa
(ulostulo päällä).
3- Aakkosnumeerinen näyttö 3 digitaalilla
. Ilmoittaa:
- Hitsausvirran ampeereissa.
Ilmoitettu arvo on sama kuin asetettu arvo hitsauslaitteen ollessa tyhjäkäynnillä,
kun taas arvo on todellinen toiminnan aikana.
- Hälytysviesti seuraavilla koodeilla:
- ”AL1” :
ensiöpiirin lämpösuojakeskeytys.
- ”AL2” :
Toisiopiirin lämpösuojakeskeytys.
- ”AL3” :
Virransyöttölinjan ylijännitesuojakeskeytys.
- ”AL4” :
Virransyöttölinjan alijännitesuojakeskeytys.
- ”AL5” :
Vesijäähdytysryhmämalli:
hitsauspään
vesijäähdytyspiirin
alipainesuojakeskeytys. Ennalleen palautus ei ole automaattinen.
Malli, jossa ei ole vesijäähdytysryhmää: polarisointiliittimen
kytkennän puuttuminen koneeseen (KUVA E).
-
“AL9” :
magneettisten osien suojakeskeytys.
-
“AL10” :
Sarjakytkentälinjan vika: sarjakytkentä irti.
-
“AL11” :
Suojakeskeytys virransyöttölinjan vaiheen puuttumisen takia.
-
“AL12” :
Sarjakytkentälinjan vika: vika tiedoissa.
-
“AL13” :
Liiallinen pölyn kerääntyminen hitsauslaitteen sisälle, ennalleen
palautus:
- koneen sisäpuolen puhdistus;
- ohjauspaneelin parametrien valintapainike.
Sammutettaessa hitsauslaitteessa voi näkyä muutaman sekunnin ajan merkintä
”AL11”
ja
“OFF”
.
3a, 3b, 3c – käytössä olevan mittayksikön merkinnän VALODIODI (ampeeri,
sekunti, prosenttimäärä).
4- Enkooderin ohjausvipu.
Mahdollistaa hitsausparametrien säädön
(4a)
.
: Hitsausvirta TIG/MMA -tavassa.
: TIG-tavassa mahdollistaa virran asteittaisen vähenemisen
löysättäessä hitsauspään painike (säätö 0-3 sekunnissa) ja
VALODIODI
(3b)
palaa.
: TIG-tavassa saa merkityksen “Post-gas” (jälkikaasu)
mahdollistaen suojakaasun virtausajan sovittamisen hitsauksen
päättymisestä lähtien (säätö 0,1-10 sekunnissa ja VALODIODI
(3b)
palaa).
: On toiminnassa vain, jos “SPOT” -tapa on valittu painikkeella
(7)
.
Mahdollistaa pistehitsausten teon TIG -tavassa hitsauksen
keston valvonnalla (säätö 0,1-10 sekunnissa ja VALODIODI
(3b)
palaa).
: Toiminnossa MMA -elektrodilla parametri saa merkityksen “Arc
force” (kaaren voimakkuus) mahdollistaen dynaamisen ylivirran
asettamisen (säätö 0-100% ja VALODIODI
(3c)
palaa).
5- Hitsausmenetelmän valintapainike.
Painettaessa painiketta käytettäväksi aiottua hitsaustapaa vastaava valodiodi
syttyy:
: päällystetty elektrodi “MMA”.
: TIG-DC kaaren kosketussytytyksellä (LIFT-ARC).
: MIG.
6- Kauko-ohjauksen kytkentäpainike
.
VALODIODIN
palaessa säätö voidaan tehdä ainoastaan kauko-
ohjauksella ja tarkemmin:
a) Ohjaus yhdellä potentiometrilla:
mahdollistaa hitsausvirran säädön TIG/
MMA -tavassa.
b) Ohjaus kahdella potentiometrilla:
mahdollistaa hitsausvirran säädön TIG/
MMA -hitsauksessa ja SLOPE DOWN -toiminnon säädön TIG- tai ARC
FORCE- tai MMA -tavassa (parametrin VALODIODIN valinta automaattinen).
c) Ohjaus polkimella:
mahdollistaa hitsausvirran säädön TIG/MMA -tavassa.
HUOMIO: Valinta “KAUKO-OHJAUS“ (REMOTE) on mahdollinen vain, jos joku
kauko-ohjain on todella kytketty sen liittimeen.
7- TIG -hitsauspään painikkeen ohjaustavan valintapainike.
Painamalla painiketta syttyy VALODIODI, joka vastaa:
: toiminto 2 ajalla, ON-OFF painike painettuna.
: toiminto 4 ajalla, ON-OFF painike löysättynä.
: toiminto TIG -pistehitsauksessa TIG (SPOT).
4.2.1 LANGANSYÖTTIMEN OHJAUSPANEELI (KUVA D)
1- HÄLYTYKSEN merkinannon VALODIODI
(koneen ulostulo on lukittu).
Ennalleen palautus on automaattinen hälytyksen syyn poistuessa.
Hälytysviestit näytöillä
(15)
ja
(16)
:
-
“AL7” :
ylivirran suojakeskeytys MIG-MAG -hitsauksessa.
-
“AL8” :
sarjakytkennän vika: oikosulku hitsauspäässä.
Muita varten katso “HITSAULAITTEEN OHJAUSPANEELI” (luku 4.2).
2- JÄNNITE HITSAUSPÄÄSSÄ TAI ELEKTRODISSA merkinannon VALODIODI.
3- HITSAUSPÄÄN OHJELMOINTI merkinannon VALODIODI.
4 - Yksilöllistettyjen hitsausohjelmien palautuspainike (RECALL) (katso luku
4.3.2.4).
5- Yksilöllistettyjen hitsausohjelmien muistiinlaittopainike (SAVE) (katso luku
4.3.2.3).
6- Hitsausohjelman valintapainike sekä näyttö 2 digitaalilla.
Painamalla painiketta peräkkäin näytölle ilmestyvät numerot välillä “0” ja “36”.
Jokaiseen numeroon välillä “1” ja “36” on liitetty synerginen hitsausohjelma
(katso TAUL. 3)
kun taas numeroon “0” on liitetty hitsauslaitteen käsikäyttöinen
toiminto, jossa käyttäjä voi asettaa kaikki parametrit (vain tavoissa MIG-MAG
SHORT ja SPRAY ARC).
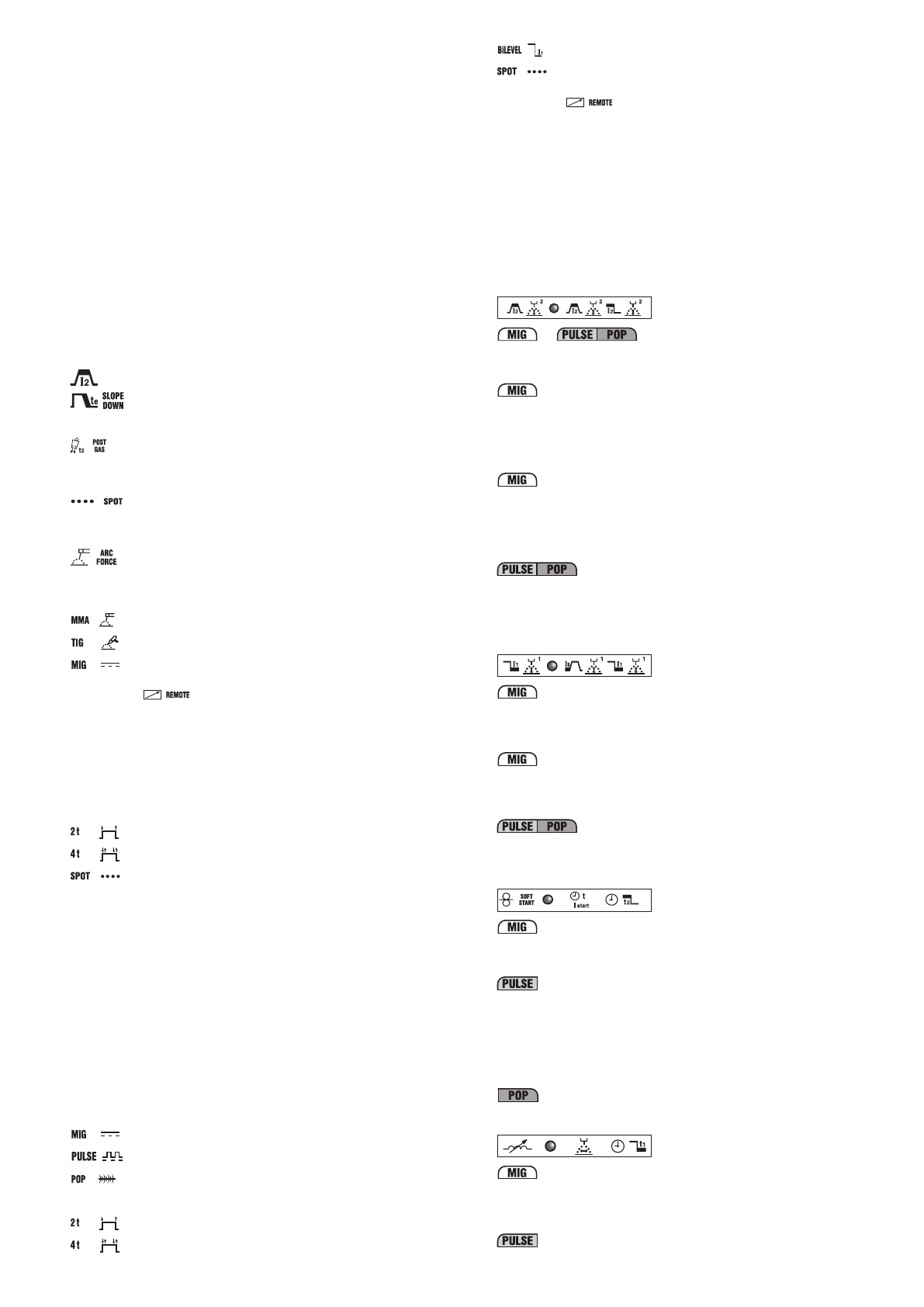
7- Hitsausmenetelmän valintapainike.
Painamalla painiketta syttyy VALODIODI, joka vastaa aiottua hitsaustapaa:
: MIG-MAG tavalla “SHORT/SPRAY ARC”.
: MIG-MAG tavalla “PULSE ARC”.
: MIG-MAG tavalla “PULSE ON PULSE”.
8-
MIG-MAG –hitsauspään painikkeen ohjaustavan valintapainike.
Painamalla painiketta syttyy VALODIODI, joka vastaa:
: toiminto 2 ajalla, ON-OFF painike painettuna.
: toiminto 4 ajalla, ON-OFF painike löysättynä.
: kaksoistasotoiminto (bi-level) MIG-MAG, TIG -hitsauksia varten.
: pistehitsaustoiminto MIG-MAG (SPOT).
9- Kauko-ohjaimen kytkentäpainike
.
VALODIODIN
palaessa säätö voidaan tehdä vain kauko-ohjaimella ja
tarkemmin:
- ohjaus kahdella potentiometrillä:
korvaa enkooderin vipujen käytön
(14)
ja
(13).
HUOMIO: Valinta “KAUKO-OHJAUS“ (REMOTE) on mahdollinen vain, jos joku
kauko-ohjain on todella kytketty sen liittimeen.
10- Hitsausparametrien valintapainike.
Painamalla painiketta peräkkäin syttyy yksi VALODIODEISTA
(10a)
-
(10h)
,
johon on liitetty joku tietty parametri. Jokaisen käytössä olevan parametrin arvon
asetus voidaan tehdä vivulla
(13)
ja ilmoitetaan näytöllä
(15)
. Näiden asetusten
aikana vipu
(14)
säätää hitsauksen päätason arvon, joka ilmoitetaan näytöllä
(16)
, joko virran tai langan nopeuden (katso kuvaus kohdasta
(14)
), paitsi
(10b)
.
Vain valodiodin
(10b)
palaessa vipu
(14)
mahdollistaa toissijaisen tason arvon
säädön (katso valodiodin kuvaus
(10b)
).
Huomio:
ne parametrit, joita käyttäjä ei voi muuttaa, ovat automaattisesti
poissuljettu valinnasta sen mukaan, työskennelläänkö synergisellä ohjelmalla
vai käsikäyttötavassa “PRG 0”, vastaava VALODIODI ei syty.
10a-
Tämä parametri näkyy automaattisesti MIG-MAG –hitsaustoimenpiteiden
aikana, ilmoittaen todellisen kaaren jännitteen (valodiodi (15a) palaa).
Säädöt:
Short arc
Synergisen ohjelman MIG-MAG Short arc asetuksen aikana mahdollistaa
korjauksen säädön, joka halutaan tehdä kaaren pituudelle synergiassa
(vaihteluväli -5% - +5%) (valodiodi
(15c)
palaa).
Samassa tilassa asettamalla kaksoistasotoiminnon (bi-level) parametri saa
merkityksen hitsauksen päätason kaaren pituuden korjaus, mikä lasketaan aina
synergiassa (vaihteluväli -5% - +5%) (valodiodi
(15c)
palaa).
Short arc “PRG 0”
Toiminnossa
MIG-MAG Short arc, käsikäyttöinen ohjelma “PRG 0”, mahdollistaa
aina todellisen kaaren jännitteen asetuksen (vaihteluväli 10-40) (valodiodi
(15a)
palaa).
Samassa tilassa asettamalla kaksoistasotoiminnon (bi-level) parametri saa
merkityksen hitsauksen päätason todellinen kaaren jännite (vaihteluväli 10-40)
(valodiodi
(15a)
palaa).
Synergisen ohjelman MIG-MAG Pulse arc asetuksen aikana mahdollistaa
korjauksen asetuksen kaaren pituudelle, joka lasketaan synergiassa (vaihteluväli
-5% - +5%) (valodiodi
(15c)
palaa).
Samassa tilassa asettamalla kaksoistasotoiminnon (bi-level), pulse on pulse tai
T
start
il parametri saa merkityksen hitsauksen päätason kaaren pituuden korjaus,
joka lasketaan aina synergiassa (vaihteluväli -5% - +5%) (valodiodi
(15c)
palaa).
10b-
Short arc
Synergisissä ohjelmissa MIG-MAG short arc asettamalla kaksoistasotoiminnon
(bi-level) mahdollistaa virran/langan nopeuden säädön (vivulla
(14)
) sekä
hitsauksen toissijaisen tason kaaren pituuden korjauksen (vivulla
(13)
), joka
lasketaan aina synergiassa (vaihteluväli -5% - +5%) (valodiodi
(15c)
palaa).
Short arc “PRG 0”
Valitsemalla käsikäyttöisen ohjelman “PRG 0” kaksoistasotoiminnolla (bi-level),
mahdollistaa langan nopeuden säädön (vivulla
(14)
, (valodiodi
16c
) palaa)
sekä hitsauksen toissijaisen tason I
1
todellisen kaaren jännitteen (vivulla
(13)
)
(vaihteluväli 10-40)((valodiodi
(15a)
palaa)
.
Tavassa MIG-MAG pulse arc asettamalla kaksoistasotoiminnon (bi-level), pulse
on pulse tai T
start
, mahdollistaa virran I
1
ja I
S
(I
start
) säätämisen (vivulla
(14)
) sekä
hitsauksen toissijaisen tason kaaren pituuden korjauksen (vivulla
(13)
), joka
lasketaan synergiassa (vaihteluväli -5% - +5%)(valodiodi
(15c)
palaa).
10c-
Short arc “PRG 0”
Käsikäyttöisessä tavassa “PRG 0” mahdollistaa langan nopeuden sovittamisen
hitsauksen alussa kaaren sytytyksen optimoimiseksi (säätö 1-100% ja
VALODIODI
(15c)
palaa).
Tavassa MIG-MAG Pulse arc 2 AIKAA mahdollistaa alkuvirran keston säädön
(T
start
). Asettamalla parametri nollaan toiminto poistuu käytöstä, kun taas
asettamalla mikä tahansa nollaa suurempi arvo (säätö 0,1-3 sekuntia) on
mahdollista valita VALODIODI
(10b)
kaaren jännitteen korjauksen säätämiseksi
sekä alkuvirran arvo (toissijainen taso). Alkuvirta voidaan asettaa korkeammaksi
tai matalammaksi kuin hitsauksen päävirta; korkeampi alkuvirta on hyödyllinen
erityisesti alumiinin ja sen seosten hitsausta varten, sillä voidaan lämmittää
kappale nopeammin (“Hot-start”).
Tavassa MIG-MAG Pulse on pulse mahdollistaa hitsauksen päävirran keston
säädön (säätö 0,1-10 sekuntia ja VALODIODI (15b) palaa).
10d-
Short arc “PRG 0”
Tavassa MIG-MAG “PRG 0” mahdollistaa elektronisen reaktanssin säädön
(säätö 20-80% ja VALODIODI
(15c)
palaa). Korkeammalla arvolla saadaan
kuumempi hitsaussula. Kaksoistasotavassa (bi-level) elektroninen reaktanssi on
yhteinen molemmilla asetetuilla tasoilla.
Tavassa MIG-MAG pulse arc parametri määrittää kaaren kapenemisen. Mitä





