Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 126 -
9- Poistka.
4.2 OVLÁDACÍ PANEL ZVÁRACIEHO PRÍSTROJA (OBR. C)
Ovládací panel je aktivovaný (ovládacie a signalizačné prvky sú aktívne) len v
prípade, ak zvárací prístroj nie je pripojený k podávaču drôtu, alebo ak je nastavený
proces MMA alebo TIG. Keď je zvárací prístroj pripojený k podávaču drôtu, alebo ak
je nastavená funkcia MIG, podávač drôtu automaticky prevezme úplnú kontrolu a na
displeji (3) zváracieho prístroja bude zobrazený nápis „feed“.
1- LED signalizácie alarmu
(výstup zváracieho prístroja je zablokovaný). Na
displeji (3) bude zobrazené hlásenie alarmu.
Obnovenie činnosti zváracieho prístroja prebehne automaticky, bezprostredne
po zrušení príčiny alarmu.
2- LED signalizácie prítomnosti napätia na výstupe
(aktívny výstup).
3- 3-miestny alfanumerický displej
. Zobrazuje:
- Zvárací prúd v ampéroch.
Zobrazená hodnota odpovedá nastavenej hodnote pri zváracom prístroji
naprázdno, alebo aktuálnej hodnote počas činnosti.
- Hlásenie alarmu s nasledujúcou kodifikáciou:
- „AL1“ :
Aktivácia tepelnej ochrany primárneho obvodu.
- „AL2“ :
Aktivácia tepelnej ochrany sekundárneho obvodu.
- „AL3“ :
Aktivácia ochrany následkom prepätia napájacieho vedenia.
- „AL4“ :
Aktivácia ochrany následkom podpätia napájacieho vedenia.
- „AL5“ :
model s G.R.A.: Aktivácia ochrany následkom nedostatočného
tlaku v rozvode vodného chladenia zváracej pištole. Obnovenie
činnosti nie je automatické.
model bez G.R.A.: chýbajúce zapojenie polarizačného konektora
do stroja (OBR. E).
-
„AL9“ :
Aktivácia ochrany magnetických komponentov.
-
„AL10“ :
Porucha sériového vedenia: Sériové vedenie odpojené.
-
„AL11“ :
Aktivácia ochrany následkom chýbajúcej fázy napájacieho
vedenia.
-
„AL12“ :
Porucha sériového vedenia: Chyba dát.
-
„AL13“ :
Nadmerný nános prachu vo vnútri zváracieho prístroja; obnovenie
činnosti po:
- vyčistení vnútra prístroja;
- stlačení tlačidla pre voľbu parametrov na ovládacom paneli.
Pri vypnutí zváracieho prístroja môže byť na niekoľko sekúnd zobrazený symbol
„AL11“
alebo
„OFF“
.
3a, 3b, 3c- LED označujúca jednotku aktuálne meranej veličiny (ampérov,
sekúnd, percent).
4- Otočný ovládač snímača impulzov.
Umožňuje nastavenie parametrov zvárania
(4a)
.
: Zvárací prúd v režime TIG/MMA.
: V režime TIG umožňuje postupné zníženie prúdu po uvoľnení
tlačidla zváracej pištole (regulácia 0-3 sekundy a rozsvietená
LED
(3b)
.
: V režime TIG nadobudne význam „Post-gas“, čím umožní
prispôsobiť dobu odvodu ochranného plynu, počínajúc
zastavením zvárania (regulácia 0,1-10 sekúnd a rozsvietená
LED
(3b)
).
: K aktivácii funkcie dochádza výhradne pri voľbe režimu „SPOT“
tlačidlom
(7)
. Umožňuje realizáciu bodových zvarov TIG
s ovládaním doby trvania zvárania (regulácia 0,1-10 sekúnd
a rozsvietená LED
(3b)
).
: Pri zváraní s elektródou MMA, parameter nadobudne význam
„Arc force“ a umožní nastaviť dynamický nadprúd (regulácia
0-100% a
LED (3c)
rozsvietená).
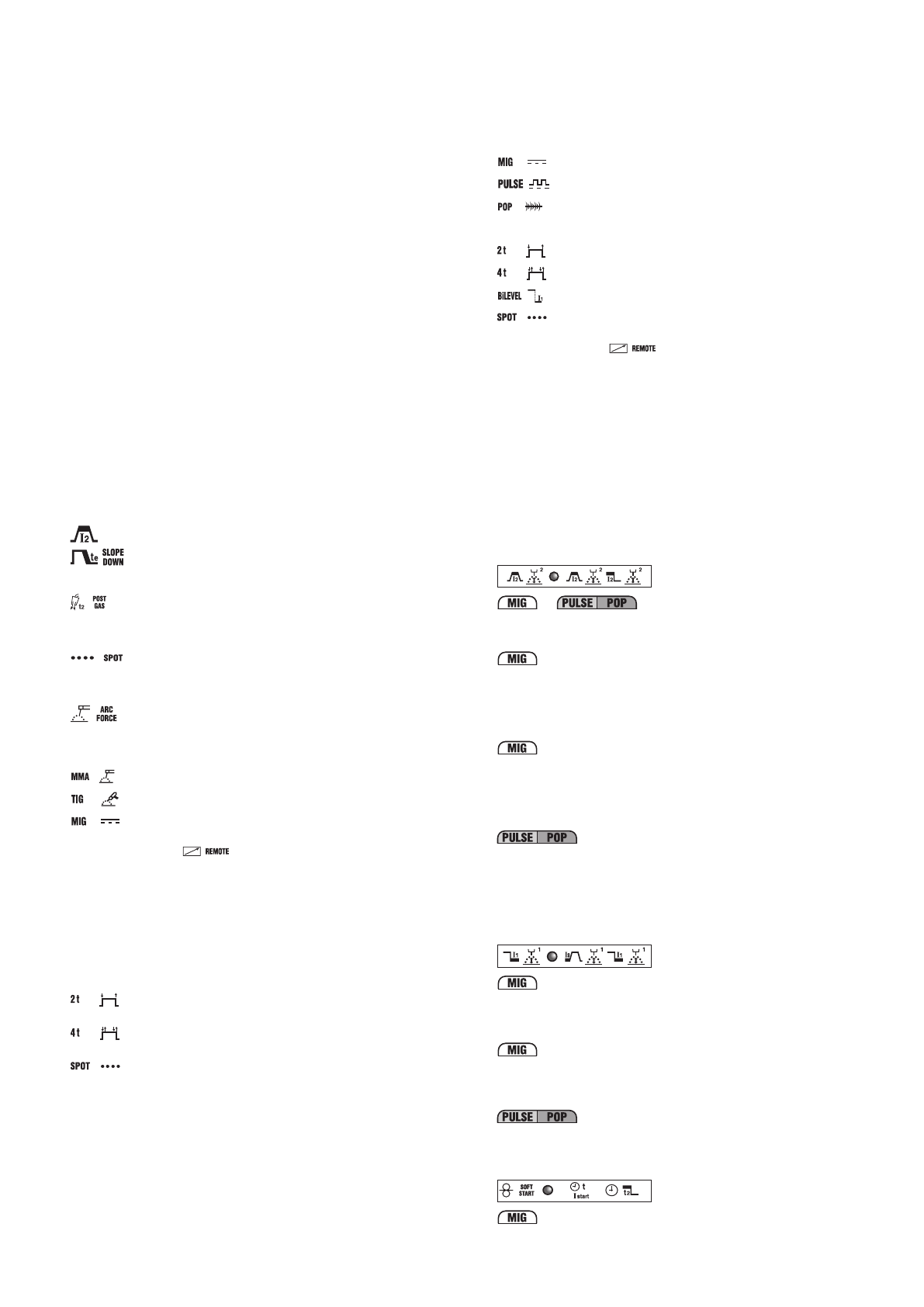
5- Tlačidlo voľby predurčeného spôsobu zvárania.
Stlačením tlačidla sa rozsvieti LED odpovedajúca zváraciemu režimu, ktorý má
byť použitý:
: obalená elektróda „MMA“.
: TIG-DC so zapálením oblúka dotykom (LIFT-ARC).
: MIG.
6- Tlačidlo pre aktiváciu diaľkového ovládania
.
Pri rozsvietenej LED
môže byť regulácia vykonávaná výhradne
prostredníctvom diaľkového ovládania a konkrétnejšie:
a) Prostredníctvom jedného potenciometra:
umožňuje regulovať zvárací
prúd v režime TIG/MMA.
b) Prostredníctvom dvoch potenciometrov:
Umožňuje nastaviť zvárací prúd
pri zváraní TIG/MMA a vykonať nastavenie SLOPE DOWN v TIG alebo AIR
FORCE v MMA (voľba LED parametra automatická).
c) Prostredníctvom pedálu:
umožňuje regulovať zvárací prúd v režime TIG/
MMA.
POZNÁMKA: Voľba „NA DIAĽKU“ (REMOTE) je možná len v prípade, keď je
diaľkové ovládanie naozaj pripojené k svojmu konektoru.
7- Tlačidlo pre voľbu ovládacieho režimu tlačidla zváracej pištole TIG.
Stlačením tlačidla sa rozsvieti LED v blízkosti:
: 2-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri stlačenom
tlačidle.
: 4-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri uvoľnenom
tlačidle.
: bodovacieho zvárania TIG (SPOT).
4.2.1 OVLÁDACÍ PANEL PODÁVAČA DRÔTU (OBR. D)
1- LED signalizácie ALARMU
(výstup stroja je zablokovaný).
Obnovenie činnosti prebehne automaticky, bezprostredne po zrušení príčiny
alarmu.
Hlásenia alarmu, zobrazované na displejoch
(15)
a
(16)
:
- „AL7“:
Aktivácia ochrany následkom nadprúdu pri zváraní MIG-MAG.
- „AL8“:
Porucha sériového vedenia: Skrat vo zváracej pištoli.
Ohľadne ostatných si prečítajte „OVLÁDACÍ PANEL ZVÁRACIEHO PRÍSTROJE“
(odst. 4.2).
2- LED signalizujúca, že ZVÁRACIA PIŠTOĽ ALEBO ELEKTRÓDA JE POD
NAPÄTÍM .
3- LED signalizácie PROGRAMOVANIA ZVÁRACIEHO PRÍSTROJA.
4 - Tlačidlo vyvolania (RECALL) užívateľských zváracích programov (viď
odst. 4.3.2.4).
5- Tlačidlo pre uloženie užívateľských zváracích programov do pamäte
(SAVE) (viď odst. 4.3.2.3).
6- Tlačidlo pre voľbu zváracieho programu a 2-ciferný displej.
Postupným stláčaním tlačidla budú na displeji zobrazované čísla v rozmedzí
od „0“ do „36“. Každému číslu od „1“ do „36“ je priradený synergický program
zvárania
(viď TAB. 3)
, zatiaľ čo číslo „0“ odpovedá manuálnemu režimu
zváracieho prístroja, v ktorom môžu byť všetky parametre nastavené obsluhou
(len v režime MIG-MAG SHORT a SPRAY ARC).
7- Tlačidlo voľby predurčeného spôsobu zvárania.
Stlačením tlačidla sa rozsvieti LED, odpovedajúca zváraciemu režimu, ktorý má
byť použitý:
: MIG-MAG s režimom „SHORT/SPRAY ARC“.
: MIG-MAG s režimom „PULSE ARC“.
: MIG-MAG s režimom „PULSE ON PULSE“.
8- Tlačidlo pre voľbu ovládacieho režimu tlačidla zváracej pištole MIG-MAG.
Stlačením tlačidla sa rozsvieti LED v blízkosti:
: 2-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri stlačenom tlačidle.
: 4-dobového zvárania, ON-OFF (
ZAP.-VYP.
) pri uvoľnenom tlačidle.
: zvárania bi-level pre MIG-MAG, TIG.
: bodovacieho zvárania MIG-MAG (SPOT).
9- Tlačidlo pre aktiváciu diaľkového ovládania
.
Pri rozsvietenej LED
môže byť regulácia vykonávaná výhradne
prostredníctvom diaľkového ovládania a konkrétnejšie:
- prostredníctvom dvoch potenciometrov:
nahrádza funkciu otočných
ovládačov snímača impulzov
(14)
a
(13)
.
POZNÁMKA: Voľba „NA DIAĽKU“ (REMOTE) je možná len v prípade, keď je
diaľkové ovládanie naozaj pripojené k svojmu konektoru.
10- Tlačidlo pre voľbu parametrov zvárania.
Postupným stláčaním tlačidla dôjde k rozsvieteniu jednej z LED od
(10a)
po
(10h)
, ku ktorej je priradený špecifický parameter. Nastavenie hodnoty každého
aktivovaného parametra je možné vykonávať prostredníctvom otočného
ovládača
(13)
a môže byť zobrazené na displeji
(15)
. Počas nastavovania
otočným ovládačom
(14)
regulujete hodnotu hlavnej úrovne zvárania, zobrazenej
na displeji
(16)
, bez ohľadu na to, či sa jedná o prúd alebo o rýchlosť posuvu
drôtu (viď popis k bodu
(14)
), s výnimkou
(10b)
.
Len pri rozsvietenej LED
(10b)
otočný ovládač
(14)
umožňuje regulovať hodnotu
sekundárnej úrovne (viď popis LED
(10b)
).
Poznámka:
Parametre, ktoré obsluha nemôže meniť, v závislosti od toho, či
sa pracuje so synergickým programom alebo v manuálnom režime „PRG 0“, sú
automaticky radené z voľby; odpovedajúca LED sa nerozsvieti.
10a-
Tento parameter je automaticky zobrazovaný počas zvárania MIG-MAG, pričom
zobrazuje aktuálne napätie oblúka (LED (15a) rozsvietená).
Nastavovania:
Short arc
Počas nastavovania synergického programu MIG-MAG, Short arc umožňuje
regulovať korekciu, ktorú má obsluha možnosť nastaviť vo vzťahu k dĺžke oblúka,
vypočítanej v rámci synergie (rozsah od -5% po +5%) (LED (
15c
) rozsvietená).
V rovnakých podmienkach, nastavením funkcie bi-level, parameter nadobudne
význam korekcie dĺžky oblúka hlavnej úrovne zvárania, vypočítanej aj v tomto
prípade v rámci synergie (rozsah od -5% do +5%) (LED
(15c)
rozsvietená).
Short arc “PRG 0”
Počas činnosti v režime MIG-MAG, Short arc v manuálnom režime „PRG
0“ umožňuje nastaviť skutočné napätie oblúka (rozsah 10-40) (LED (
15a
)
rozsvietená).
V rovnakých podmienkach nastavením funkcie bi-level, parameter nadobudne
význam skutočného napätia oblúka hlavnej úrovne zvárania (rozsah 10-40)
(rozsvietená LED
(15a)
).
Počas nastavovania synergického programu MIG-MAG, Pulse arc umožňuje
regulovať korekciu, ktorú má obsluha možnosť nastaviť vo vzťahu k dĺžke
oblúka, vypočítanej v rámci synergie (rozsah od -5% po +5%) (rozsvietená LED
(15c)
).
V rovnakých podmienkach, nastavením funkcie bi-level, pulse on pulse alebo
T
start
, parameter nadobudne význam korekcie dĺžky oblúka hlavnej úrovne
zvárania, vypočítanej aj v tomto prípade v rámci synergie (rozsah od -5% do
+5%) (rozsvietená LED
(15c)
).
10b-
Short arc
Pri synergických programoch MIG-MAG, short arc, nastavením funkcie bi-level,
umožňuje regulovať prúd/rýchlosť drôtu (otočným ovládačom
(14)
) a vykonávať
korekciu dĺžky oblúka (otočným ovládačom
(13)
) vedľajšej úrovne zvárania,
vypočítanej v rámci synergie (rozsah od -5% do +5%) (rozsvietená LED (
15c
)).
Short arc “PRG 0”
Manuálny režim „PRG 0“ s funkciou bi-level umožňuje regulovať rýchlosť
drôtu (otočným ovládačom
(14)
, rozsvietená (LED
16c
)) a skutočné napätie
oblúka (otočným ovládačom
(13)
) vedľajšej úrovne zvárania I
1
(rozsah 10-40)
(rozsvietená LED
(15a)
).
V režime MIG-MAG pulse arc, nastavením funkcií bi-level, pulse on pulse alebo
T
start
, umožňuje regulovať prúd I
1
a I
S
(I
start
) (otočným ovládačom
(14)
) a vykonávať
korekciu dĺžky oblúka (otočným ovládačom
(13)
) vedľajšej úrovne zvárania,
vypočítanej v rámci synergie (rozsah od -5% do +5%) (rozsvietená LED (15c)).
10c-
Short arc “PRG 0”
V manuálnom režime „PRG 0“ umožňuje prispôsobiť rýchlosť drôtu pri zahájení
zvárania, kvôli optimalizácii zapálenia oblúka (regulácia 1-100% a rozsvietená
LED
(15c)
).





