Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 28 -
13- Schmelzsicherung.
14- USB-Buchse.
4.1.2 Drahtzufuhreinrichtung (ABB. B2)
auf der Vorderseite:
1- Bedienfeld (siehe Beschreibung).
2- 14p-Stecker für den Anschluss der Fernbedienung.
3- Schnellverbindungsstücke für Wasserleitungen des MIG-Brenners.
4- Zentralkupplung für MIG-Brenner (Euro).
auf der Rückseite:
5- 14p-Stecker für Steuerkabel zur Verbindung mit der Schweißmaschine.
6- Schnellanschlussbuchse plus (+) für Schweißstromkabel zur Verbindung mit der
Schweißmaschine.
7- Gasschlauchkupplung (Flasche) für MIG-Schweißung.
8- Schnellverbindungen für Anschluss Vor- und Rücklaufrohre Kühlwasser.
9- Schmelzsicherung.
4.2 BEDIENFELD DER SCHWEISSMASCHINE (ABB. C)
Das Bedienfeld ist nur ansprechbar (d. h. die Bedienelemente und Anzeigen sind
aktiviert), wenn die Schweißmaschine nicht mit der Drahtzufuhreinrichtung verbunden
ist oder wenn als Verfahren MMA oder WIG gewählt ist. Ist die Schweißmaschine mit
der Drahtzufuhreinrichtung verbunden oder ist die MIG-Funktion gewählt, übernimmt
die Drahtzufuhreinrichtung automatisch die vollständige Kontrolle, auf dem Display (3)
der Schweißmaschine erscheint dann “feed”.
1- LED für Alarmmeldungen
(der Ausgang der Schweißmaschine ist
abgeschaltet). Auf dem Display (3) erscheint eine Alarmmeldung.
Die Schweißmaschine wird, wenn die Alarmursache weggefallen ist, automatisch
zurückgestellt.
2- LED Spannung am Ausgang
(Ausgang aktiviert).
3- Alphanumerisches Display, dreistellig
. Angezeigt werden:
- Der Schweißstrom in Ampere.
Arbeitet die Schweißmaschine im Leerlaufbetrieb, wird der Einstellwert
angezeigt, während des Betriebes erscheint der Istwert.
- Eine der wie folgt verschlüsselten Alarmmeldungen:
- ”AL1” :
Auslösung Thermoschutz des Primärkreislaufes.
- ”AL2” :
Auslösung Thermoschutz des Sekundärkreislaufes.
- ”AL3” :
Auslösung Überspannungsschutz der Versorgungsleitung.
- ”AL4” :
Auslösung Unterspannungsschutz der Versorgungsleitung.
- ”AL5” :
Modell mit GRA: Auslösung Schutz gegen Unterdruck im
Wasserkühlkreis des Brenners. Keine automatische Rückstellung.
Modell ohne GRA: Polarisierungsstecker nicht an Maschine
angeschlossen (ABB. E).
-
“AL9” :
Auslösung Schutz Magnetkomponenten.
-
“AL10” :
Serielle Leitung gestört: Serielle Verbindung nicht hergestellt.
-
“AL11” :
Auslösung Phasenausfallschutz der Versorgungsleitung.
-
“AL12” :
Serielle Leitung gestört: Datenfehler.
-
“AL13” :
Zu starke Staubablagerungen in der Schweißmaschine,
Rückstellung durch:
- Reinigung des Maschineninneren;
- Parameterauswahltaste des Bedienfeldes.
Beim Ausschalten der Schweißmaschine kommt es vor, dass für einige
Sekunden
”AL11”
und
“OFF”
erscheint.
3a, 3b, 3c - LED für die Angabe der benutzten Maßeinheit (Ampere,
Sekunden, Prozent).
4- Griffknopf für die Encodersteuerung.
Mit ihm lassen sich die Schweißparameter einstellen
(4a)
.
: Schweißstrom im Modus WIG/MMA.
: Im Modus WIG kann der Strom beim Loslassen des
Brennerknopfes stufenweise zurückgeführt werden (Einstellung
0-3 Sekunden). Die LED
(3b)
leuchtet auf.
: Bedeutung im Modus WIG: “Gasnachströmung” (“Post-gas”); es
ist möglich, die Schutzgas-Austrittsdauer ab der Unterbrechung
des Schweißvorganges anzupassen (Einstellung 0,1-10
Sekunden und LED
(3b)
aufleuchtend).
: Nur aktiviert, wenn der Modus “SPOT” mit der Taste
(7)
gewählt
wurde. Dann können im WIG-Modus Punktschweißungen mit
Kontrolle der Schweißdauer durchgeführt werden (Einstellung
0,1-10 Sekunden und LED
(3b)
aufleuchtend).
: Im Elektrodenbetrieb MMA nimmt der Parameter die Bedeutung
“Arc force” an. Dann ermöglicht er die Einstellung des
dynamischen Überstroms (Einstellung 0-100% und LED
(3c)
aufleuchtend).
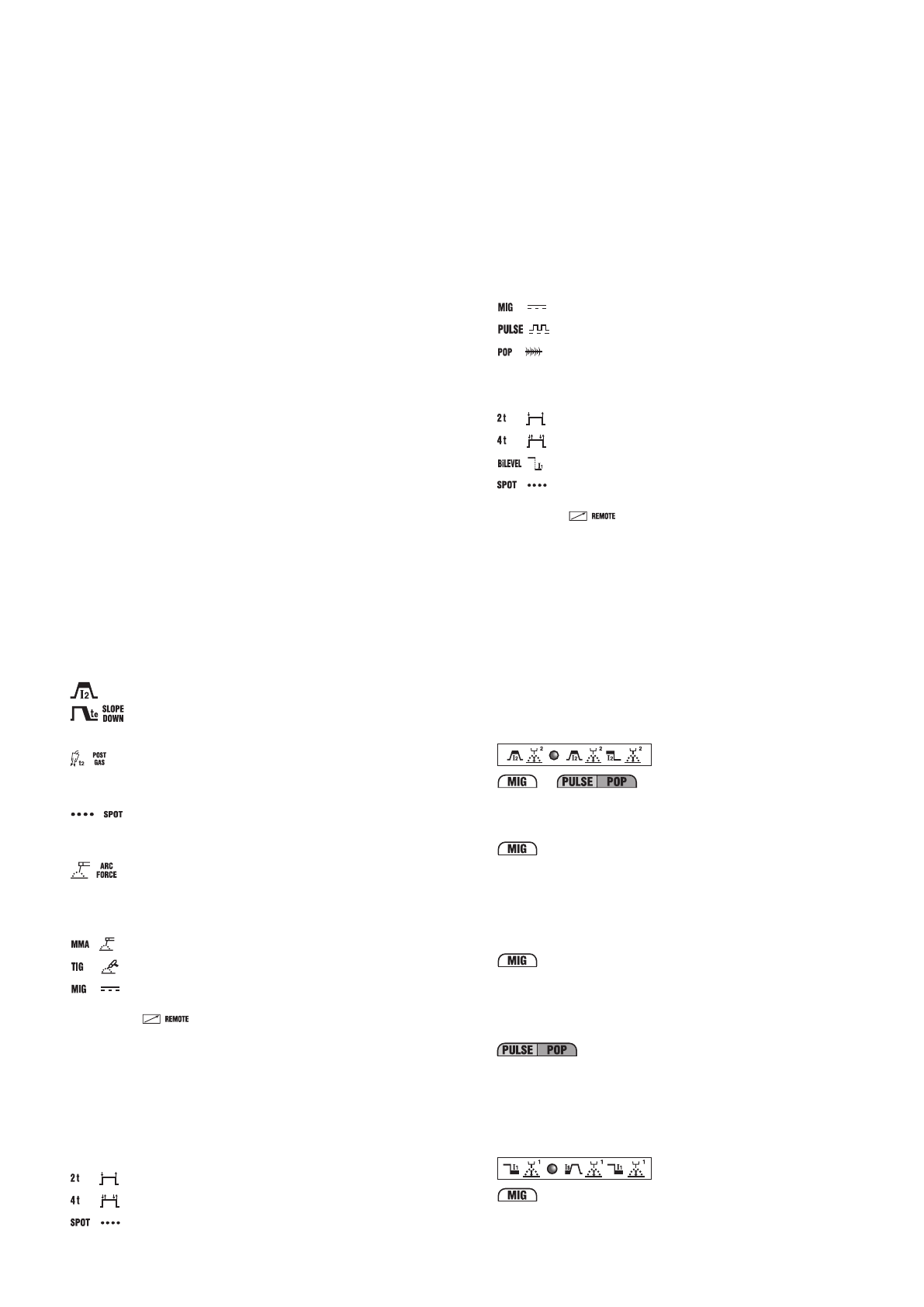
5- Taste für die Auswahl des Schweißverfahrens.
Bei Betätigung der Taste leuchtet die LED des gewünschten Schweißverfahrens
auf:
: Umhüllte Elektrode “MMA”.
: WIG-DC mit Kontaktzündung des Lichtbogens (LIFT-ARC).
: MIG.
6- Taste für die Einschaltung der Fernbedienung
.
Wenn die LED
aufleuchtet, kann die Einstellung ausschließlich an der
Fernbedienung vorgenommen werden:
a) Bedienung mit einem Potenziometer:
Gestattet die Einstellung des
Schweißstroms im Modus WIG/MMA.
b) Bedienung mit zwei Potenziometern:
Gestattet die Einstellung des
Schweißstroms WIG/MMA und die Einstellung SLOPE DOWN im WIG-Modus
oder ARC FORCE im Modus MMA (Automatische Anwahl der Parameter-
LED).
c) Pedalsteuerung:
Gestattet die Einstellung des Schweißstroms im Modus
WIG/MMA.
ANMERKUNG: Die “FERNWAHL“ (REMOTE) ist nur möglich, wenn tatsächlich
eine Fernbedienung an ihren Steckkontakt angeschlossen ist.
7- Taste zur Auswahl der Steuerungsart für den Knopf des WIG-Brenners.
Bei Betätigung der Taste leuchtet die folgende LED auf:
: 2-Takt-Betrieb, ON-OFF bei gedrücktem Knopf.
: 4-Takt-Betrieb, ON-OFF bei losgelassenem Knopf.
: Punktschweißbetrieb WIG (SPOT).
4.2.1 BEDIENFELD DER DRAHTZUFUHREINRICHTUNG (ABB. D)
1- ALARM-LED
(der Maschinenausgang ist gesperrt).
Die Rückstellung erfolgt bei Wegfall der Alarmursache automatisch.
Alarmmeldungen, die nur auf den Displays
(15)
und
(16)
angezeigt werden:
-
“AL7” :
Auslösung Überstromschutz beim MIG-MAG-Schweißen.
-
“AL8” :
Störung serielle Leitung: Brennerkurzschluss.
Die
restlichen
Meldungen
siehe
unter
“BEDIENFELD
DER
SCHWEISSMASCHINE” (Abschnitt 4.2).
2- LED SPANNUNGSANZEIGE BRENNER ODER ELEKTRODE.
3- LED für die Anzeige der MASCHINENPROGRAMMIERUNG.
4 - Taste zum Aufrufen (RECALL) individuell erstellter Schweißprogramme
(siehe Abschnitt 4.3.2.4).
5- Taste zum Speichern (SAVE) individuell erstellter Schweißprogramme
(siehe Abschnitt 4.3.2.3).
6- Taste für die Auswahl Schweißprogramm und zweistelliges Display.
Drückt man die Taste mehrmals, erscheinen auf dem Display Zahlen zwischen
“0” und “36”. Jeder Zahl zwischen “1” und “36” ist ein synergistisches
Schweißprogramm zugeordnet
(siehe TAB. 3),
während die Zahl “0” den
Handbetrieb der Schweißmaschine bezeichnet, bei dem alle Parameter vom
Bediener einstellbar sind (dies gilt nur für MIG-MAG SHORT und SPRAY ARC).
7- Taste für die Auswahl des Schweißverfahrens.
Bei Betätigung der Taste leuchtet die LED des gewünschten Schweißverfahrens
auf:
: MIG-MAG mit “SHORT/SPRAY ARC”.
: MIG-MAG mit “PULSE ARC”.
: MIG-MAG mit “PULSE ON PULSE”.
8- Taste zur Auswahl der Steuerungsart für den Knopf des MIG-MAG-
Brenners.
Bei Betätigung der Taste leuchtet die folgende LED auf:
: 2-Takt-Betrieb, ON-OFF bei gedrücktem Knopf.
: 4-Takt-Betrieb, ON-OFF bei losgelassenem Knopf.
: Bi-Level-Betrieb für MIG-MAG, WIG.
: Punktschweißbetrieb MIG-MAG (SPOT).
9- Taste zum Einschalten der Fernbedienung
.
Wenn die LED
aufleuchtet, kann die Einstellung ausschließlich an der
Fernbedienung vorgenommen werden:
- Bedienung mit zwei Potenziometern:
Ersetzt die Funktion der Encoderregler
(14)
und
(13).
ANMERKUNG: Die “FERNWAHL“ (REMOTE) ist nur möglich, wenn tatsächlich
eine Fernbedienung an ihren Steckkontakt angeschlossen ist.
10- Taste für die Auswahl der Schweißparameter.
Drückt man die Taste mehrmals, leuchtet eine der LEDS von
(10a)
bis
(10h)
auf, denen ein bestimmter Parameter zugeordnet ist. Der Wert der
angesprochenen Parameter kann mit dem Griffknopf
(13)
eingestellt werden
und wird auf dem Display
(15)
ausgewiesen. Bei der Vornahme dieser
Einstellungen regelt der Drehgriff
(14)
den auf dem Display
(16)
ausgewiesenen
Wert des Hauptschweißpegels als Strom oder Drahtgeschwindigkeit (siehe die
Beschreibung Punkt
(14)
). Die Ausnahme bildet
(10b)
.
Nur wenn die LED
(10b)
aufleuchtet, kann mit dem Drehgriff
(14)
der Wert des
Sekundärpegels geregelt werden (siehe Beschreibung LED
(10b)
).
Anmerkung:
Die vom Bediener nicht änderbaren Parameter sind abhängig
davon, ob mit einem Synergieprogramm oder im Handmodus “PRG 0” gearbeitet
wird, automatisch von der Auswahl ausgenommen. Die zugehörige LED leuchtet
dann nicht auf.
10a-
Dieser Parameter wird automatisch während MIG-MAG-Schweißarbeiten
angezeigt; ausgewiesen wird die tatsächliche Lichtbogenspannung (LED (15a)
aufleuchtend).
Einstellungen:
Short arc
Während der Erstellung eines Synergieprogrammes MIG-MAG Short arc
kann die Korrektur reguliert werden, die an der synergistisch berechneten
Lichtbogenlänge vorgenommen werden soll (Einstellbereich -5% bis +5%) (LED
(15c)
aufleuchtend).
Unter derselben Bedingung nimmt der Parameter, wenn die Bi-Level-
Funktion vorgegeben wird, die Bedeutung als Korrektur der Lichtbogenlänge
des Hauptschweißpegels an, die ebenfalls synergistisch berechnet wird
(Einstellbereich -5% bis +5%) (LED
(15c)
aufleuchtend).
Short arc “PRG 0”
Wiederum in der Betriebsart MIG-MAG Short arc, Handprogramm “PRG 0”, kann
die tatsächliche Lichtbogenspannung vorgegeben werden (Einstellbereich 10-
40) (LED
(15a)
aufleuchtend).
Unter derselben Bedingung nimmt der Parameter, wenn die Bi-Level-Funktion
gewählt wird, die Bedeutung als Lichtbogenspannung des Hauptschweißpegels
an (Einstellbereich 10-40) (LED
(15a)
aufleuchtend).
Während der Erstellung eines Synergieprogramms MIG-MAG Pulse arc
kann die Korrektur reguliert werden, die an der synergistisch berechneten
Lichtbogenlänge vorgenommen werden soll (Einstellbereich -5% bis +5%) (LED
(15c)
aufleuchtend).
Unter derselben Bedingung nimmt der Parameter, wenn die Funktion Bi-
Level, pulse on pulse oder T
start
gewählt wird, die Bedeutung als Korrektur der
Lichtbogenlänge des Hauptschweißpegels an, die ebenfalls synergistisch
berechnet wird (Einstellbereich -5% bis +5%) (LED
(15c)
aufleuchtend).
10b-
Short arc
In den Synergieprogrammen MIG-MAG short arc kann, wenn die Bi-Level-
Funktion gewählt wird, der Strom / die Drahtgeschwindigkeit reguliert werden
(mit Drehknopf
(14)
) sowie die Korrektur der synergistisch berechneten
Lichtbogenlänge (mit Drehknopf
(13)
) des Sekundärschweißpegels
(Einstellbereich -5% bis +5%) (LED
(15c)
aufleuchtend).





