Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 133 -
medtem ko se realna vrednost pokaže med delovanjem.
- Sporočila o alarmu z naslednjimi kodami:
- »AL1« :
poseg termične zaščite glavnega vezja.
- »AL2« :
poseg termične zaščite pomožnega vezja.
- »AL3« :
poseg zaščite pred prenapetostjo napajalne linije.
- »AL4« :
poseg zaščite pred prenizko napetostjo napajalne linije.
- »AL5« :
model z GRA: poseg zaščite pred prenizkim tlakom tokokroga za
vodno hlajenje elektrodnega držala. Povrnitev v prvotno stanje ni
samodejna.
model brez GRA: ni povezave polarizacijskega priključka z
aparatom (SLIKA E).
-
»AL9« :
poseg varnostnih naprav za magnetne sestavne dele.
-
»AL10« :
okvara na zaporedni liniji: zaporedna linija ni priključena.
-
»AL11« :
poseg varnostne naprave zaradi odsotnosti faze na napajalni liniji.
-
»AL12« :
okvara na zaporedni liniji: napaka v podatkih.
-
»AL13« :
preveč prahu v notranjosti varilnega aparata, povrnitev v prvotno
stanje z:
- čiščenjem notranjosti naprave;
- tipka za izbiro krmilnih parametrov.
Ko varilni aparat ugasnete, se lahko za nekaj sekund pojavi signalizacija
»AL11«
in
»OFF«
.
3a, 3b, 3c - svetleče diode za označevanje uporabljane merske enote
(amperi, sekunde, odstotek).
4- Ročica za krmiljenje kodirnika.
Omogoča uravnavanje varilnih parametrov
(4a)
.
: Varilni tok v načinu TIG/MMA.
: V načinu TIG omogoča postopno zmanjšanje toka, ko spustite
gumb na elektrodnem držalu (nastavitev 0-3 sekunde in prižgana
svetleča dioda
(3b)
).
: V načinu TIG lahko v privzame pomen »Post-gas” in s tem
omogoča primerjavo časa iztekanja zaščitnega plina od
zaustavitve varjenja (nastavljanje 0,1-10 sekund in prižgana
svetleča dioda LED
(3b)
).
: Se aktivira le, če je izbran način »SPOT« s tipko
(7)
. Omogoča
izvajanje točkovnega varjenja TIG z nadzorom trajanja varjenja
(nastavljanje 0,1-10 sekund in prižgana svetleča dioda
(3b)
.
: Pri delovanju z elektrodo MMA parameter privzame pomen »Arc
force« - moči obloka, in omogoči nastavitev dinamične
nadnapetosti (nastavljanje 0-100% in prižgana svetleča dioda
(3c)
).
5- Izbirna tipka za nadaljevanje varjenja.
Ko pritisnete tipko, zasveti svetleča dioda glede na način varjenja, ki ga želite
uporabiti:
: Oplaščena elektroda »MMA«.
: TIG-DC s sprožitvijo obloka ob stiku (LIFT-ARC).
: MIG.
6- Tipka za vključitev daljinskega krmljenja
.
Ko je svetleča dioda
prižgana, je mogoče uravnavanje izvajati le z
daljinskim krmiljenjem, natančneje:
a) krmiljenje s potenciometrom:
omogoča uravnavanje varilnega toka v
načinu TIG/MMA.
b) krmiljenje z dvema potenciometroma:
omogoča uravnavanje varilnega
toka TIG/MMA in uravnavanje SLOPE DOWN v načinu TIG ali ARC FORCE v
MMA (samodejna izbira parametra s svetlečo diodo).
c) krmiljenje s pedalom:
omogoča uravnavanje varilnega toka v načinu TIG/
MMA.
POZOR: Izbira »DALJINSKO« (REMOTE) je mogoča le, če je daljinski krmilnik
priključen na svoj priključek.
7- Tipka za izbiro krmilnega načina gumba na elektronskem držalu TIG.
Ko pritisnete tipko, zasveti svetleča dioda, ki ustreza:
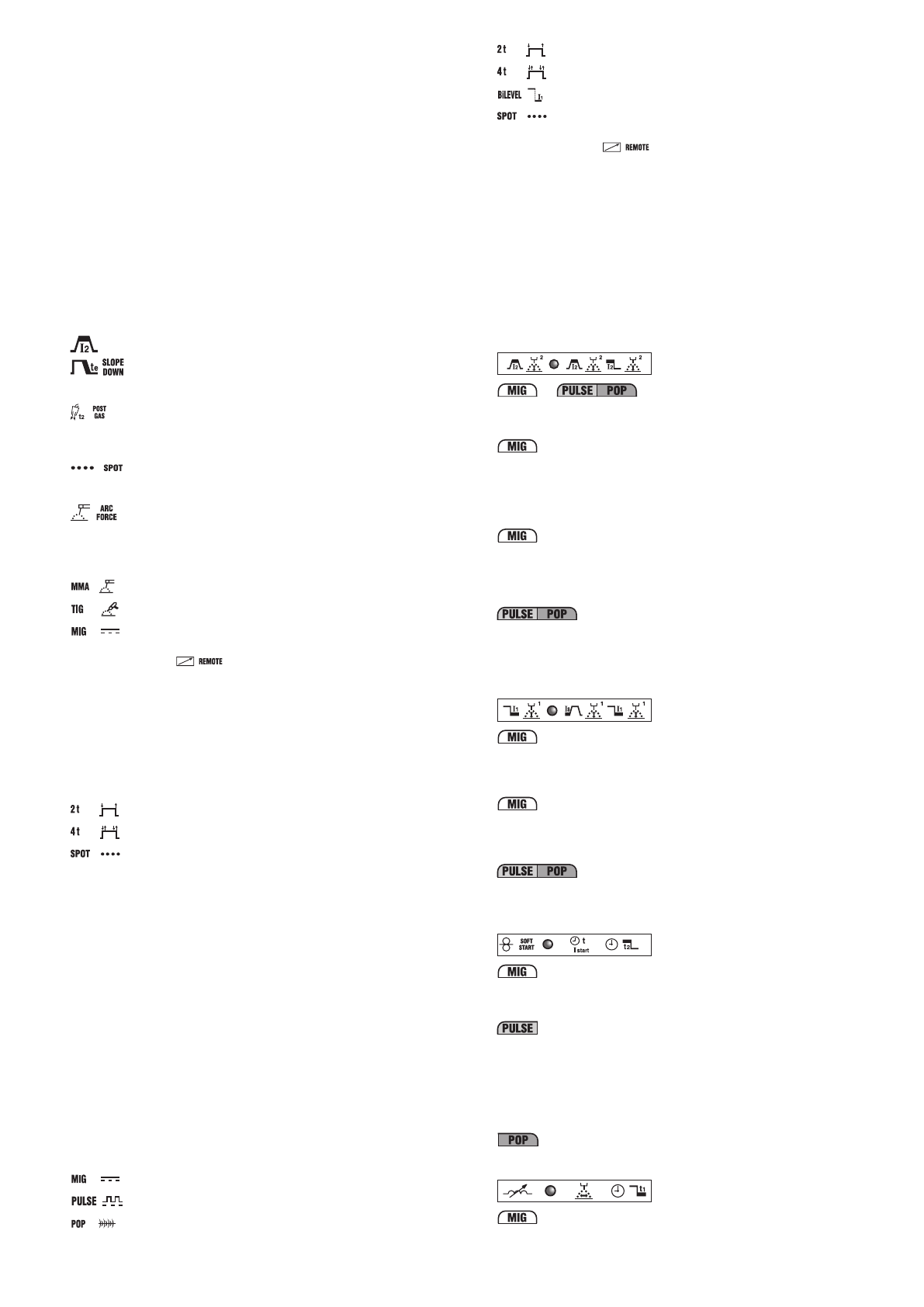
: dvokoračnemu delovanju, ON-OFF s pritisnjenim gumbom.
: štirikoračnemu delovanju, ON-OFF s spuščenim gumbom.
: delovanju v točkanju TIG (SPOT).
4.2.1 KRMILNA PLOŠČA PODAJALNIKA ŽICE (SLIKA D)
1- Svetleča dioda za signalizacijo ALARMOV
(izhod varilnega aparata je
blokiran).
Ponoven vžig je samodejen, ko je odstranjen vzrok alarma.
Sporočila o alarmih, ki so prikazana na zaslonih
(15)
in
(16)
:
-
»AL7«:
poseg zaščite pred nadnapetostjo pri varjenju MIG/MAG.
-
»AL8«:
okvara na serijski liniji: kratek stik na elektrodnem držalu.
Za preostanek alarmov glejte »KRMILNA PLOŠČA VARILNEGA APARATA” (par.
4.2).
2- SVETLEČA DIODA za signaliziranje PRISOTNOSTI NAPETOSTI NA
ELEKTRODNEM DRŽALU ALI NA ELEKTRODI.
3- SVETLEČA DIODA za signaliziranje PROGRAMIRANJA VARILNEGA
APARATA.
4- Tipka za priklic (RECALL) osebno nastavljenih programov za varjenje
(glejte poglavje 4.3.2.4).
5- Tipka za shranjevanje (SAVE) osebno nastavljenih varilnih programov
(glejte poglavje 4.3.2.3).
6- Tipka za izbiro varilnega programa in zaslona na 2 cifri.
Če pritisnete tipko zaporedoma, se na zaslonu pokažejo številke med »0« in
»36«. Vsaki številki od »1« do »36« je dodeljen en sinergičen varilni program
(glejte tabelo 3),
medtem ko je številki »0« dodeljeno ročno delovanje varilnega
aparata, pri katerem lahko vse parametre varjenja nastavi operater (samo pri
MIG/MAG SHORT in SPRAY ARC).
7- Izbirna tipka za nadaljevanje varjenja.
Ko pritisnete tipko, zasveti svetleča dioda glede na način varjenja, ki ga želite
uporabiti:
: MIG/MAG z načinom »SHORT/SPRAY ARC”.
: MIG/MAG z načinom »PULSE ARC”.
: MIG/MAG z načinom »PULSE ON PULSE”.
8- Tipka za izbiro krmilnega načina gumba na elektronskem držalu MIG/MAG.
Ko pritisnete tipko, zasveti svetleča dioda, ki ustreza:
: dvokoračnemu delovanju, ON-OFF s pritisnjenim gumbom.
: štirikoračnemu delovanju, ON-OFF s spuščenim gumbom.
: dvonivojskemu varjenju (bi-level) za MIG/MAG, TIG.
: točkovnemu varjenju MIG/MAG (SPOT).
9- Tipka za vključitev daljinskega krmljenja
.
Ko je svetleča dioda
prižgana, je mogoče uravnavanje izvajati le z
daljinskim krmiljenjem, natančneje:
- krmiljenje z dvema potenciometroma:
zamenjuje delovanje ročic kodirnika
(14)
in
(13).
POZOR: Izbira »DALJINSKO« (REMOTE) je mogoča le, če je daljinski krmilnik
priključen na svoj priključek.
10- Tipka za izbiro varilnih parametrov.
Če pritisnete zaporedoma tipko, posveti ena od svetlečih diod od
(10a)
do
(10h)
,
s katerimi je povezan posamezen parameter. Nastavitev vrednosti za vsak
aktiviran parameter je mogoče izvesti z ročico
(13)
in je prikazana na zaslonu
(15)
. Med temi nastavitvami ročica
(14)
uravnava vrednost glavnega nivoja
varjenja, navedeno na za slonu
(16)
, najsi bo trenuten ali hitrost žice (glejte opis
pod točko
(14)
), razen za
(10b)
.
Samo ko je svetleča dioda
(10b)
prižgana, omogoča ročica
(14)
uravnavanje
vrednosti sekundarnega nivoja (glejte opis svetleče diode
(10b)
).
Opomba:
parametri, ki jih operater ne more spreminjati, če dela s sinergičnim
programom ali v ročnem načinu »PRG 0«, se samodejno izključijo iz izbora;
ustrezna svetleča dioda ne zasveti.
10a-
Ta parameter se samodejno pokaže na zaslonu med varjenjem MIG/MAG in
prikazuje napetost realnega obloka (prižgana svetleča dioda (15a)).
Nastavitve:
Short arc
Med nastavljanjem sinergičnega programa MIG/MAG Short arc omogoča
uravnavanje popravka, ki ga nameravate povzročiti na dolžini obloka, izračunani
v sinergiji (razpon od -5% do +5%) (prižgana svetleča dioda
(15c)
).
V enakih pogojih pri nastavitvi bi-level parameter privzame pomen popravka
dolžine glavnega varilnega obloka, ki jo vedno izračunamo sinergično (razpon
od -5% do +5%) (prižgana svetleča dioda
(15c)
).
Short arc »PRG 0”
V načinu MIG/MAG Short arc ročni program (»PRG 0«) omogoča nastavitev
dejanske napetosti loka (razpon 10-40) (prižgana svetleča dioda
(15a)
).
V istih pogojih z nastavitvijo bi-level parameter privzame pomen dejanske
napetosti obloka na glavnem nivoju varjenja (razpon 10-40) (prižgana svetleča
dioda
(15a)
).
Med nastavljanjem sinergičnega programa MIG/MAG Pulse arc omogoča
uravnavanje popravka, ki ga nameravate povzročiti na dolžini obloka, izračunani
v sinergiji (razpon od -5% do +5%) (prižgana svetleča dioda
(15c)
).
V enakih pogojih pri nastavitvi bi-level, pulse on pulse ali T
start
parameter privzame
pomen popravka dolžine glavnega varilnega obloka, ki jo vedno izračunamo
sinergično (razpon od -5% do +5%) (prižgana svetleča dioda
(15c)
).
10b-
Short arc
V sinergičnih programih MIG/MAG short arc nastavitev bi-level omogoča
uravnavanje toka/hitrosti žice (z ročico
(14)
) in popravek dolžine obloka (z ročico
(13)
) sekundarnega varilnega nivoja, ki ga izračunamo sinergično (razpon od
-5% do +5%) (prižgana svetleča dioda
(15c)
).
Short arc »PRG 0”
Če izberemo ročni program (»PRG 0«) s funkcijo bi-level, lahko uravnavano
hitrost žice (z ročico
(14)
), (svetleča dioda
16c
) sveti) in dejansko napetost
obloka (z ročico
(13)
) sekundarnega varilnega nivoja I
1
(razpon 10-40) (prižgana
svetleča dioda
(15a)
).
V načinu MIG/MAG pulse arc nastavitve funkcij bi-level, pulse
on pulse ali T
start
omogočajo uravnavanje toka I
1
in I
S
(I
start
) ( z ročico
(14)
) in popravek dolžine
obloka (z ročico
(13)
) sekundarnega varilnega nivoja, ki jo izračunamo sinergično
(razpon od -5% do +5%) (prižgana svetleča dioda
(15c)
).
10c-
Short arc »PRG 0«
V ročnem načinu (»PRG 0«) omogoča prilagoditev hitrosti žice na zagon
varjenja, da bi se optimizirala sprožitev obloka (nastavljanje 1-100% in prižgana
svetleča dioda
(15c)
).
V načinu MIG-MAG Pulse arc 2 KORAKA omogoča uravnavanje trajanja
začetnega toka (T
start
). Če nastavite parameter na 0, se funkcija izključi, če pa
nastavite katero koli vrednost, večjo od 0 (nastavljanje 0,1-3 sekunde), je mogoče
izbrati svetlečo diodo
(10b)
za uravnavanje toka za napetost obloka in vrednost
začetnega toka (sekundarni nivo). Začetni tok je mogoče nastaviti na višjega
ali nižjega od glavnega varilnega toka; višji začetni tok je zelo uporaben še
posebej za varjenje aluminija in njegovih zlitin, saj omogoča hitrejše segrevanje
obdelovanca (»Hot-start”).
V načinu MIG/MAG Pulse on pulse omogoča uravnavanje trajanja glavnega
varilnega toka (nastavljanje 0,1-10 sekund in prižgana svetleča dioda (15b).
10d-
Short arc »PRG 0”
V ročnem načinu MIG/MAG (»PRG 0”) lahko nastavite elektronsko reaktanco
(uravnavanje 20-80% in prižgana svetleča dioda
(15c)
). Višja vrednost določa
toplejši varilni krater. V načinu bi-level je elektronska reaktanca enaka za oba





