Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 119 -
MMA nebo TIG. Když je svařovací přístroj připojen k podávači drátu, nebo když je
nastavena funkce MIG, podávač drátu automaticky převezme kompletní kontrolu a na
displeji (3) svařovacího přístroje bude zobrazen nápis „feed“.
1- LED signalizace Alarmu
(výstup svařovacího přístroje je zablokován). Na
displeji (3) bude zobrazeno hlášení alarmu.
Obnovení činnosti svařovacího přístroje proběhne automaticky, bezprostředně
po zrušení příčiny alarmu.
2- LED signalizace přítomnosti napětí na výstupu
(aktivní výstup).
3- 3-místní alfanumerický displej.
Zobrazuje:
- Svařovací proud v ampérech.
Zobrazená hodnota odpovídá nastavené hodnotě při svařovacím přístroji
naprázdno nebo aktuální hodnotě během činnosti.
- Hlášení alarmu s následující kodifikací:
- „AL1“ :
Aktivace tepelné ochrany primárního obvodu.
- „AL2“ :
Aktivace tepelné ochrany sekundárního obvodu.
- „AL3“ :
Aktivace ochrany následkem přepětí napájecího vedení.
- „AL4“ :
Aktivace ochrany následkem podpětí napájecího vedení.
- „AL5“ :
model s G.R.A.: Aktivace ochrany následkem nedostatečného
tlaku v rozvodu vodního chlazení svařovací pistole. Obnovení
činnosti není automatické.
model bez G.R.A.: chybějící zapojení polarizačního konektoru do
stroje (OBR. E).
-
„AL9“ :
Aktivace ochrany magnetických komponentů.
-
„AL10“ :
Porucha sériového vedení: Sériové vedení odpojeno.
-
„AL11“ :
Aktivace ochrany následkem chybějící fáze napájecího vedení.
-
„AL12“ :
Porucha sériového vedení: Chyba dat.
-
„AL13“ :
Nadměrný nános prachu uvnitř svařovacího přístroje, obnovení
prostřednictvím:
- vyčistění vnitřku přístroje;
- stisknutí tlačítka pro volbu parametrů na ovládacím panelu.
Při vypnutí svařovacího přístroje může být na několik sekund zobrazena
signalizace
„AL11“
nebo
„OFF“
.
3a, 3b, 3c - LED, označující jednotku aktuálně měřené veličiny (ampérů,
sekund, procent).
4- Otočný ovládač snímače impulzů.
Umožňuje nastavení parametrů svařování
(4a)
.
: Svařovací proud v režimu TIG/MMA.
: V režimu TIG umožňuje postupné snížení proudu při uvolnění
tlačítka svařovací pistole (nastavení 0-3 sekundy) a rozsvícená
LED
(3b)
.
: V režimu TIG nabude významu „Post-gas“, čímž umožní
přizpůsobit dobu odvodu ochranného plynu počínaje zastavením
svařování (regulace 0,1-10 sekund a rozsvícená LED
(3b)
).
: K jeho aktivaci dochází výhradně při volbě režimu „SPOT“
tlačítkem
(7)
. Umožňuje realizaci bodových svarů v režimu TIG
s ovládáním doby trvání svařování (regulace 0,1-10 sekund a
rozsvícená LED
(3b)
).
: Při svařování s elektrodou MMA nabude parametr významu „Arc
force“ a umožní nastavit dynamický nadproud (regulace 0-100%
a rozsvícená LED
(3c)
).
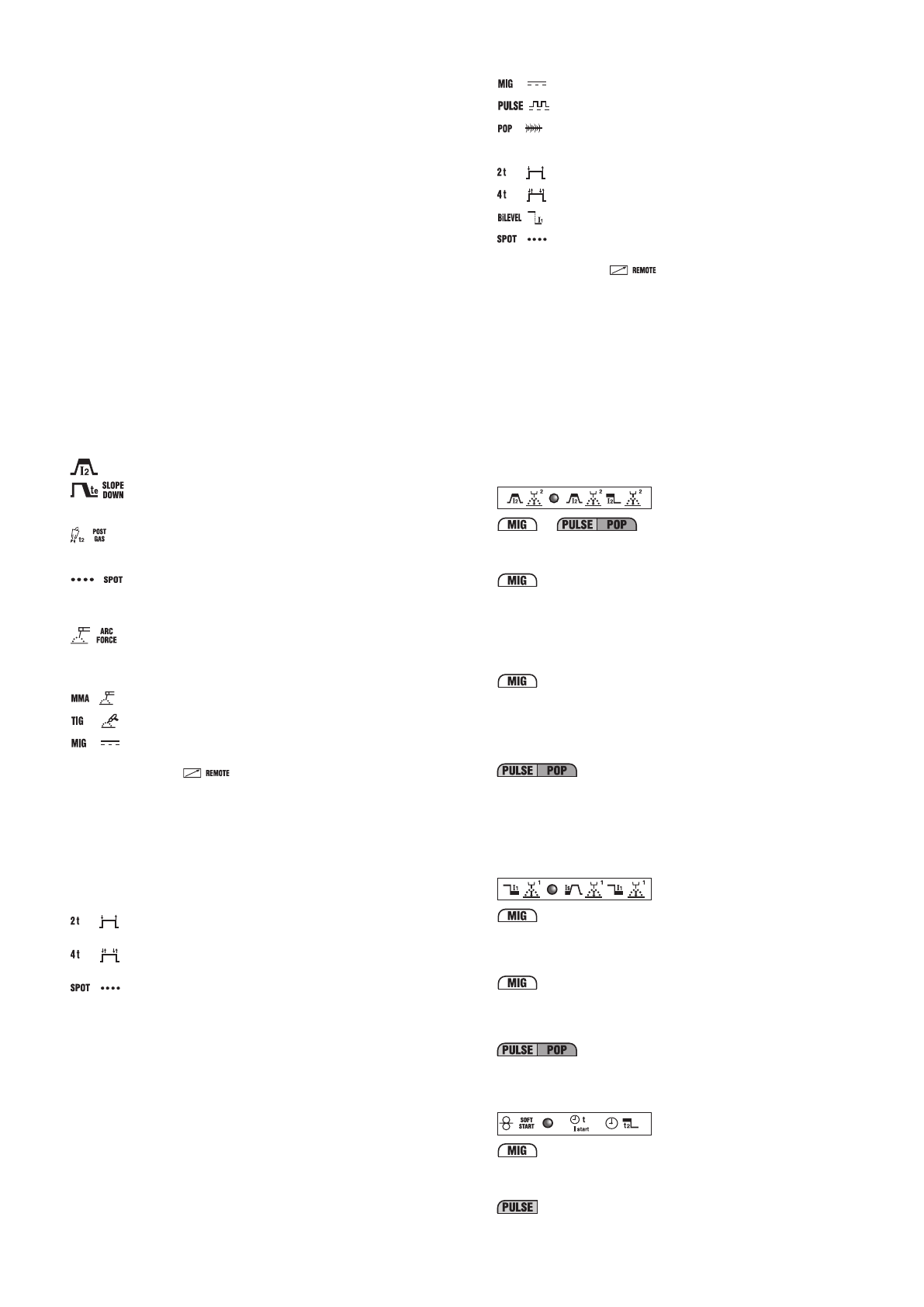
5- Tlačítko volby předurčeného způsobu svařování.
Stisknutím tlačítka dojde k rozsvícení LED odpovídající svařovacímu režimu,
který se má použít:
: obalovaná elektroda „MMA“.
: TIG-DC se zapálením oblouku dotykem (LIFT-ARC).
: MIG.
6- Tlačítko aktivace dálkového ovládání
.
Při rozsvícené LED
může být regulace prováděna výhradně
prostřednictvím dálkového ovládání, a přesněji:
a) Prostřednictvím jednoho potenciometru:
Umožňuje nastavení svařovacího
proudu v režimu TIG/MMA.
b) Prostřednictvím dvou potenciometrů:
Umožňuje nastavit svařovací proud
při svařování TIG/MMA a provést nastavení SLOPE DOWN v TIG nebo AIR
FORCE v MMA (volba LED parametru automatická).
c) Prostřednictvím pedálu:
Umožňuje nastavení svařovacího proudu v režimu
TIG/MMA.
POZNÁMKA: Volba „NA DÁLKU“ (REMOTE) je možná pouze v případě, že je
dálkové ovládání skutečně připojeno ke svému konektoru.
7- Tlačítko volby ovládacího režimu tlačítka svařovací pistole TIG.
Stisknutím tlačítka dojde k rozsvícení LED v blízkosti:
: 2-dobého svařování, ON-OFF (
ZAP.-VYP.
) při stisknutém
tlačítku.
: 4-dobého svařování, ON-OFF (
ZAP.-VYP.
) při uvolněném
tlačítku.
: bodovací svařování TIG (SPOT).
4.2.1 OVLÁDACÍ PANEL PODÁVAČE DRÁTU (OBR. D)
1- LED signalizace ALARMU
(výstup stroje je zablokován).
Obnovení činnosti proběhne automaticky, bezprostředně po zrušení příčiny
alarmu.
Výhradná hlášení alarmu, zobrazovaná na displejích
(15)
a
(16)
:
- „AL7“ :
Aktivace ochrany následkem nadproudu při svařování MIG-MAG.
- „AL8“ :
Porucha sériového vedení: Zkrat ve svařovací pistoli.
Ohledně ostatních viz „OVLÁDACÍ PANEL SVAŘOVACÍHO PŘÍSTROJE“ (odst.
4.2).
2- LED signalizace PŘÍTOMNOSTI NAPĚTÍ VE SVAŘOVACÍ PISTOLI NEBO NA
ELEKTRODĚ.
3- LED signalizace PROGRAMOVÁNÍ SVAŘOVACÍHO PŘÍSTROJE.
4 - Tlačítko přivolání (RECALL) uživatelských svařovacích programů (viz
odst. 4.3.2.4).
5- Tlačítko uložení do paměti (SAVE) uživatelských svařovacích programů
(viz odst. 4.3.2.3).
6- Tlačítko volby svařovacího programu a 2-číselný displej.
Postupným stlačováním tlačítka budou na displeji zobrazována čísla v rozmezí
od „0“ do „36“. Každému číslu od „1“ do „36“ je přiřazen synergický program
svařování
(viz TAB. 3)
, zatímco číslo „0“ odpovídá manuálnímu režimu
svařovacího přístroje, ve kterém mohou být všechny parametry nastaveny
obsluhou (pouze v MIG-MAG SHORT a SPRAY ARC).
7- Tlačítko volby předurčeného způsobu svařování.
Stisknutím tlačítka dojde k rozsvícení LED odpovídající svařovacímu režimu,
který má být použit:
: MIG-MAG s režimem „SHORT/SPRAY ARC“.
: MIG-MAG s režimem „PULSE ARC“.
: MIG-MAG s režimem „PULSE ON PULSE“.
8- Tlačítko volby ovládacího režimu tlačítka svařovací pistole MIG-MAG.
Stisknutím tlačítka dojde k rozsvícení LED v blízkosti:
: 2-dobého svařování, ON-OFF (
ZAP.-VYP.
) při stisknutém tlačítku.
: 4-dobého svařování, ON-OFF (
ZAP.-VYP.
) při uvolněném tlačítku.
: svařování bi-level pro MIG-MAG, TIG.
: bodovacího svařování MIG-MAG (SPOT).
9- Tlačítko aktivace dálkového ovládání
.
Při rozsvícené LED
může být regulace prováděna výhradně
prostřednictvím dálkového ovládání, a přesněji:
- prostřednictvím dvou potenciometrů:
nahrazuje funkci otočných ovládačů
snímače impulzů
(14)
a
(13)
.
POZNÁMKA: Volba „NA DÁLKU“ (REMOTE) je možná pouze v případě, že je
dálkové ovládání skutečně připojeno ke svému konektoru.
10- Tlačítko volby parametrů svařování.
Postupným stlačováním tlačítka dojde k rozsvícení jedné z LED od
(10a)
po
(10h)
, ke které je přiřazen specifický parametr. Nastavení hodnoty každého
aktivovaného parametru je možné provádět prostřednictvím otočného ovládače
(13)
a může být zobrazeno na displeji
(15)
. Během těchto nastavení otočný
ovládač
(14)
reguluje hodnotu hlavní úrovně svařování, zobrazené na displeji
(16)
, bez ohledu na to, zda se jedná o proud nebo o rychlost drátu (viz popis
k bodu
(14)
), s výjimkou
(10b)
.
Pouze při rozsvícené LED
(10b)
otočný ovládač
(14)
umožňuje regulovat
hodnotu sekundární hladiny (viz popis LED
(10b)
).
Poznámka:
Parametry, které obsluha nemůže měnit v závislosti na tom, zda se
pracuje se synergickým programem nebo v manuálním režimu „PRG 0“, jsou
automaticky vyloučeny z volby; odpovídající LED se nerozsvítí.
10a-
Tento parametr je automaticky zobrazován během operací svařování MIG-MAG
a zobrazuje aktuální napětí oblouku (rozsvícená LED (15a)).
Nastavování:
Short arc
Během nastavování synergického programu MIG-MAG Short arc umožňuje
regulovat korekci, kterou má obsluha možnost nastavit ve vztahu k délce
oblouku, vypočítané v rámci synergie (rozsah od -5% po +5%) (rozsvícená LED
(15c)
).
Ve stejných podmínkách získá parametr nastavením funkce bi-level význam
korekce délky oblouku hlavní úrovně svařování, vypočtené také v tomto případě
v rámci synergie (rozsah od -5% do +5%) (rozsvícená LED
(15c)
).
Short arc “PRG 0”
Během činnosti v režimu MIG-MAC Short arc manuální program „PRG 0“
umožňuje nastavit skutečné napětí oblouku (rozsah 10-40) (rozsvícená LED
(15a)
).
Ve stejných podmínkách získá parametr nastavením funkce bi-level význam
skutečného napětí oblouku hlavní úrovně svařování (rozsah 10-40) (rozsvícená
LED
(15a)
).
Během nastavování synergického programu MIG-MAG Pulse arc umožňuje
regulovat korekci, kterou má obsluha možnost nastavit ve vztahu k délce
oblouku, vypočítané v rámci synergie (rozsah od -5% po +5%) (rozsvícená LED
(15c)
).
Ve stejných podmínkách získá parametr nastavením funkce bi-level, pulse
on pulse nebo T
start
význam korekce délky oblouku hlavní úrovně svařování,
vypočtené také v tomto případě v rámci synergie (rozsah od -5% do +5%)
(rozsvícená LED
(15c)
).
10b-
Short arc
U synergických programů MIG-MAG short arc umožňuje nastavením funkce
bi-level regulovat proud/rychlost drátu (otočným ovládačem
(14)
) a provádět
korekci délky oblouku (otočným ovládačem
(13)
) sekundární úrovně svařování,
vypočtené v rámci synergie (rozsah od -5% do +5%) (rozsvícená LED
(15c)
).
Short arc “PRG 0”
Volbou manuálního programu „PRG 0“ s funkcí bi-level umožňuje regulovat
rychlost drátu (otočným ovládačem
(14)
, rozsvícená LED
(16c)
) a skutečné
napětí oblouku (otočným ovládačem
(13)
) vedlejší úrovně svařování I
1
(rozsah
10-40) (rozsvícená LED
(15a)
).
V režimu MIG/MAG pulse arc umožňuje nastavením funkcí bi-level, pulse on
pulse nebo T
start
regulovat proud I
1
e I
S
(I
start
) (otočným ovládačem
(14)
) a provádět
korekci délky oblouku (otočným ovládačem
(13)
) sekundární úrovně svařování,
vypočtené v rámci synergie (rozsah od -5% do +5%) (rozsvícená LED
(15c)
).
10c-
Short arc “PRG 0”
V manuálním režimu „PRG 0“ umožňuje přizpůsobit rychlost drátu zahájení
svařování kvůli optimalizaci zapálení oblouku (regulace 1-100% a rozsvícená
LED
(15c)
).
V režimu MIG-MAG Pulse arc 2 DOBY umožňuje regulovat dobu trvání
počátečního proudu (T
start
). Nastavením parametru na nulu dojde ke zrušení
této funkce, zatímco nastavením jakékoli hodnoty vyšší než nula (regulace
0,1-3 sekundy) je možné zvolit LED
(10b)
pro regulaci korekce napětí oblouku





