Сварочное оборудование Telwin INVERPULSE 425 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 70 -
Det indikerte verdiet er det innstillte verdiet med sveisebrenneren i
tomgangsmodus, mens det er det faktiske verdiet under funksjonens gang.
- Larmmeldingene indikerer dette:
- ”AL1” :
aktivisering av hovedkretsens termiske vern.
- ”AL2” :
aktivisering av sekundærkretsens termiske vern.
- ”AL3” :
aktivisering av overspenningsvernet i forsyningslinjen.
- ”AL4” :
aktivisering av underspenningsvernet i forsyningslinjen.
- ”AL5” :
modell med GRA: aktivisering av vernet på grunnlag av
et otillstrekkeligt trykk i brennerens vannavkjølingskrets.
Tilbakestilling skjer ikke automatisk.
Modell uten GRA: ingen kopling av kontakten for maskinens
polarisering (FIG. E).
-
“AL9” :
aktivisering av de magnetiske komponenternes vern.
-
“AL10” :
feil på den seriella linjen: seriell kopling frakoplet.
-
“AL11” :
aktivisering av vernet på grunn av mangel av matelinjens fas.
-
“AL12” :
feil i den serielle linjen: datafeil.
-
“AL13” :
alltfor mye dam minuti sveisebrenneren, tilbakestilling med:
- innvendig rengjøring av maskinen;
- knapp for valg av kontrollpanelens parametrer.
Da sveisebrenneren slås fra kan indikasjonen
”AL11”
og
“OFF”
bli vist i noen
sekunder.
3a, 3b, 3c - LED for indikasjon av aktuell måleenhet (Ampere, sekunder,
prosent).
4- Ratt for enkoderkontroll.
Muliggjør regulering av sveiseparametrene
(4a)
.
: Sveisestrøm i modus TIG/MMA.
: I modus TIG kan du utføre en gradvis regulering av strømmen då
du slipper brennerknappen (regulering 0-3sekunder) og LED-
indikatorn
(3b)
lyser.
: I modus TIG blir det “Post-gas” hvilket gjør at man kan tilpasse
tiden for vernegassens tilførsel ved sveisingens stopp (regulering
0,1-10 sekunder og LED-indikatorn
(3b)
lyser).
: Den blir aktivert bare hvis modus “SPOT” er blitt valgt med
knappen
(7)
. Muliggjør punktesveising i TIG-modus med kontroll
av sveisingens lengde (regulering 0,1-10 sekunder og LED-
indikatoren
(3b)
lyser).
: I samsvar med MMA-elektroden, har parametern betydelsen
“Arc force” vilket gjør at du kan stilla inn den dynamiska
overstrømmen (regulering 0-100% og LED-indikatorn
(3c)
lyser).
5- Knapp for valg av sveiseprosedyren.
Trykk på knappen slik at tilsvarende LED-indikator tennes i det sveisingsmodus
du skal bruke:
: kledd “MMA”-elektrod.
: TIG-DC med aktivisering av buen ved kontakt (LIFT-ARC).
: MIG.
6- Knapp for aktivisering av fjernkontrollen
.
Då LED
lyser, kan reguleringen bare utføres fra fjernkontrollen, dvs:
a) Kommando med en potentiometer:
Muliggjørregulering av sveisestrømmen
i modus TIG/MMA.
b) Kommando med to potentimeters:
muliggjør regulering av sveisestrømmen
TIG/MMA og regulering av SLOPE DOWN i TIG eller ARC FORCE i MMA
(automatisk valg av parameter-LED).
c) Pedalkontroll:
Muliggjør regulering av sveisestrømmen i modus TIG/MMA.
BEMERK : valget “FJERNKONTROLL“ (REMOTE) er muligt bare hvis
fjernkontrollen faktisk er blitt koplet til kontakten.
7- Knapp for valg av kontrollmodus for TIG-brennerknappen.
Da du trykker på knappen tennes LED-indikatoren i samsvar med:
: funksjon med 2 faser, ON-OFF med nedtrykket knapp.
: funksjon med 4 faser, ON-OFF med frigjort knapp.
: TIG-punktesveisingsfunksjon (SPOT).
4.2.1 KONTROLLPANEL FOR TRÅDFORSYNEREN (FIG. D)
1- LED FOR LARMSIGNALISERING
(maskinens utgang er blokkert).
Tilbakestilling skjer automatisk da årsaken til larmen upphører.
Larmmeldinger blir indikert på skjermene
(15)
og
(16)
:
-
“AL7” :
aktivisering av vernet mot overspenning i MIG-MAG-sveising.
-
“AL8” :
feil i den seriella linjen: kortslutning i brenneren.
For øvrige alarmer, se “SVEISEBRENNERENS KONTROLLPANEL” (stykke
4.2).
2- LED for signalisering AV SPENNINGSNÆRVÆR I BRENNEREN ELLER
ELEKTRODEN.
3- LED for signalisering AV SVEISEBRENNERENS PROGRAMMERING.
4 - Knapp for å tilbakekalle (RECALL) personligt tilpassede sveiseprogram (se
stykke 4.3.2.4).
5- Knapp for å spare (SAVE) personligt tilpassede sveiseprogram (se stykke
4.3.2.3).
6- Knapp for valg av sveiseprogrammet og 2-tallsskjerm.
Hvis du trykker på knappen flere ganger, viser skjermen nummer mellhvis ”0” og
”36”. Et synergiskt sveiseprogram
(se TAB. 3) er
koplet til hvert nummer mellhvis
“1” og “36” mens ”0” er kopplet til sveisebrennerens manuelle funksjon hvor alle
parametrer kan bli stillt inn av operatøren (bare i MIG-MAG SHORT og SPRAY
ARC).
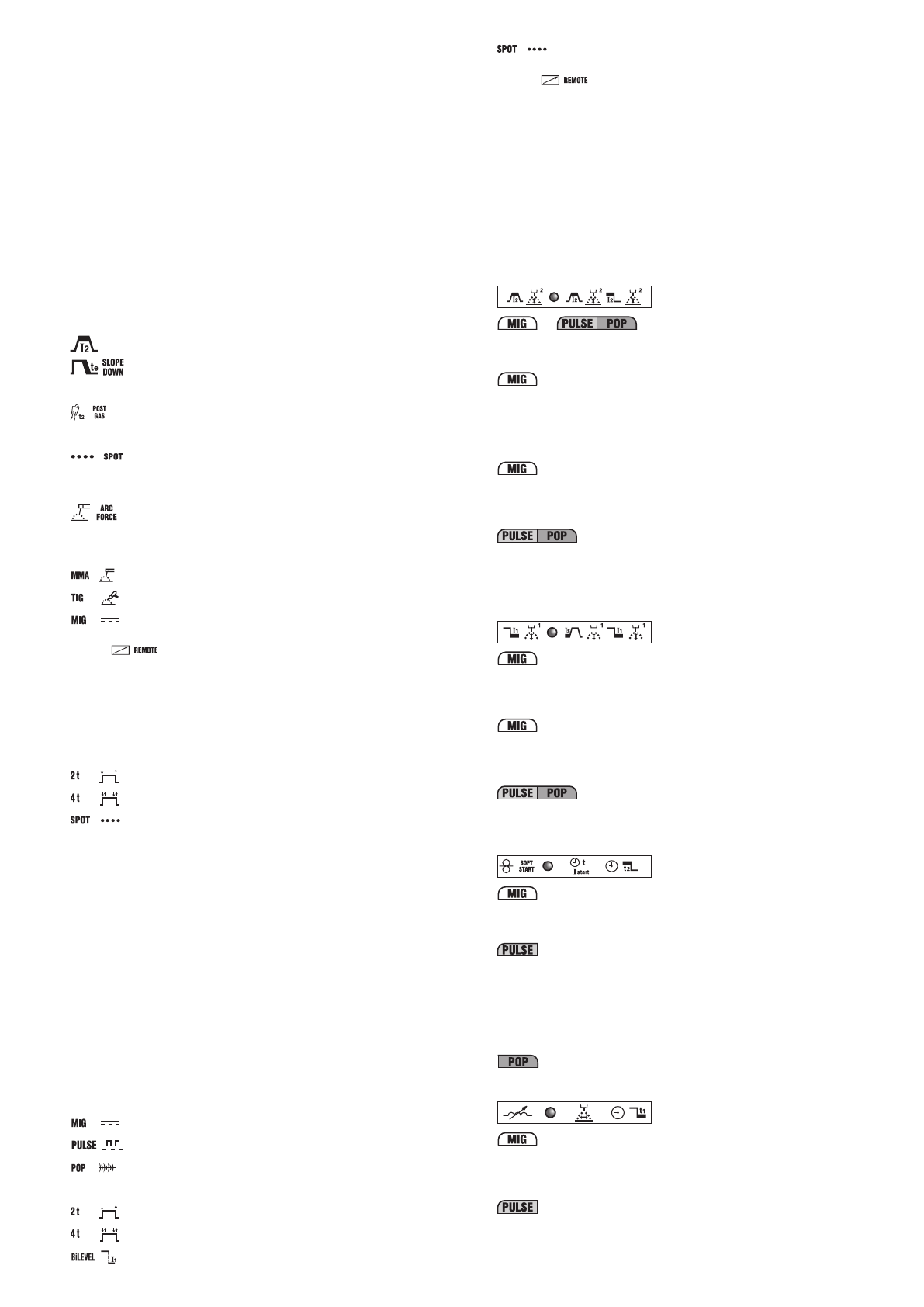
7- Knapp for valg av sveiseprosedyren.
Trykk på denne knappen slik at tilsvarende LED-indikator tennes for ønsket
sveisemodus:
: MIG-MAG med modus “SHORT/SPRAY ARC”.
: MIG-MAG med modus “PULSE ARC”.
: MIG-MAG med modus “PULSE ON PULSE”.
8- Knapp for valg av kontrollmodus på MIG-MAG-brenneren
Da du trykker på denne knappen tennes LED-indikatorn for:
: funksjon med 2 faser, ON-OFF med nedtrykkt knapp.
: funksjon med 4 faser, ON-OFF med opphøyet knapp.
: funksjon bi-level til MIG-MAG, TIG.
: funksjon ved punktsveising MIG-MAG (SPOT).
9- Knapp for aktivisering av fjernkontrollen
.
Da LED
lyser, kan reguleringen bare bli utført med fjernkontrollen,
dvs:
- kontroll med to potentiometers:
erstatter funksjonen for enkoderrattene
(14)
og
(13).
BEMERK : valget “FJERNKONTROLL“ (REMOTE) er mulig bare hvis en
fjernkontroll er blitt koplet til kontakten.
10- Knapp for valg av sveiseparametrene.
Hvis du trykker flera gånger på knappen, lyser en av LED-indikatorene fra
(10a)
til
(10h)
som en spesifik parameter er koplet till. Innstillingen av verdiet for hver
aktivert parameter blir utført med ratten
(13)
og indikeres på skjermen
(15)
.
Unner disse innstillingene, regulerer ratten
(14)
verdiet for sveisestrømmens
hovednivå som er indikert på skjermen
(16)
, oannsett hvis det gjelder strømmen
eller trådhastigheten (se beskrivelsen i punkte
(14)
), unntatt
(10b)
.
Bare da LED-indikatoren
(10b)
lyser kan ratten
(14)
regulere verdiet for
sekundærnivået (se beskrivelsen på LED-indikatoren
(10b)
).
BEMERK :
parametrene som ikke kan endres av operatøren hvis han arbeider
med synergiske programmer eller i manuelt modus blir automatisk utelukket fra
valget. Motsvarande LED-indikator tänds inte.
10a-
Denne parameter blir automatisk vist unner MIG-MAG-sveisingen for å indikere
faktisk spenningsbue (led (15a) lyser).
Reguleringar:
Short arc
Ved innstilling av synergiske programmer MIG-MAG Short arc kan man regulere
rettelsen som skal gjøres på bues lengde beregnet i synergi (felt fra -5% til +5%)
(led
(15c)
lyser).
I samma tilstand kan du stille inn funksjonen Bi-level for å tilpasse buens lengde
for hovedstrømmens nivå i samsvar med synergien (fält fra -5% til +5%) (led
(15c)
lyser).
Short arc “PRG 0”
I funksjonen MIG-MAG Short Arc gjør det manuelle programmet “PRG 0” at du
kan stilla inn faktisk buespenning (felt 10-40) (led
(15a)
lyser).
I samma tilstand kan du stille inn funksjonen Bi-level for buespenningens
hovedstrømsnivå (felt10-40) (led
(15a)
lyser).
Unner innstillningen av synergiske programmer MIG-MAG Pulse arc kan man
regulere rettelser som skal bli utført på buelengden beregnet i synergi (felt fra
-5% til +5%) (led
(15c)
lyser).
I samme tilstand kan du stille inn funksjonen Bi-level, Pulse on puls eller T
start
og parameteren for buens lengde i sveisestrømmen som alltid blir beregnet i
synergi (felt fra -5% til +5%) (led
(15c)
lyser).
10b-
Short arc
I synergiske MIG-MAG-programmer Short Arc, kan du stille inn funksjonen Bi-
Level for å regulere strøm/trådhastighet (med ratten
(14)
) og buens lengde (med
ratten
(13)
) for sekundærsveisenivået, beregnet i synergi (felt fra -5% til +5%)
(led
(15c)
lyser).
Short arc “PRG 0”
Hvis du velger det manuella programmet “PRG 0” med funksjonen Bi-level,
kan du regulere trådens hastighet (med ratten
(14)
, (led
16c
) lyser) og faktisk
buespenning (med ratten
(13)
) for sekundærsveisenivået) I
1
(felt 10-40)((led
(15a)
lyser)
.
I modus MIG-MAG pulse arc, kan man ved å stille inn funksjonerna Bi-level,
Pulse
on Pulse eller T
start
, regulera strømmen I
1
og I
S
(I
start
) (med ratten
(14)
) og
rette buens lengde (med ratten
(13)
) for sekundær sveisenivå, som beregnes i
synergi (felt fra -5% til +5%) (led
(15c)
lyser).
10c-
Short arc “PRG 0”
I manuelt modus “PRG 0” kan du tilpasse trådens hastighet til sveisebrennerens
oppstart for å optimere buens aktivisering (regulering 1-100% og LED-indikatorn
(15c)
lyser).
I modus MIG-MAG Pulse arc 2 faser kan man regulera lengden för den inledende
strømmen (T
start
). Hvis du stiller inn parametern på null, avaktiveres funksjonen
men hvis du stiller inn et verdi over null (regulering 0,1-3 sekunder) kan du velge
LED
(10b)
for å regulera buens spenningsstrøm og verdiet for det innledende
strømsnivået (sekundärnivå). Det innledende strømsnivået kan stillas in på et
høyere eller lavere verdi enn hovedstrømmen for sveisingen. Et høyere verdi er
virkelig brukbar for sveising av aluminium og aluminiumlegeringer, da det gjør at
man kan varme stykket hurtigere (“Hot-start”).
I modus MIG-MAG Pulse on pulse kan man regulera hovedsveisestrømmens
lengde (regulering 0,1-10 sekunder og LED-indikatorn (15b) lyser).
10d-
Short arc “PRG 0”
I modus manuale MIG-MAG “PRG 0” kan man regulera den elektroniske
reaktansen (regulering 20-80% og LED-indikatorn
(15c)
lyser). Et høyere verdi
fører til et varmere sveisebad. I modus Bi-level er den elektroniska reaktansen
samme for begge innstillte nivåene.
I modus MIG-MAG pulse arc avgjører parametern buens blokkering. Ju høyere
verdiet er desto mere konsentrert blir buen under sveisingen. I sveisemoduser
som bruker to strømnivåer (Bi-level, Pulse on pulse eller T
start
) er buens frakopling
samme for begge de innstillte nivåene (+1% / -1%).





