
Генераторы Telwin THUNDER 220 AC HONDA 825001 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


















































- 66 -
kabelu.
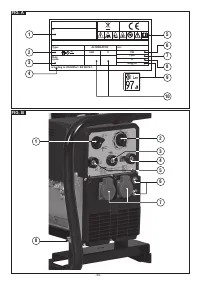
4- Zásuvka (rozsah 130 A - 200 A) umožňující rychlé připojení
svařovacího kabelu.
5- Zásuvka (rozsah 60 A - 120 A) umožňující rychlé připojení
svařovacího kabelu.
6- Tepelná ochrana (jedna pro každou zásuvku 230 V 1~).
7- Pomocné zásuvky 230 V 1~ (50 Hz).
8- Otvor pro připojení uzemnění.
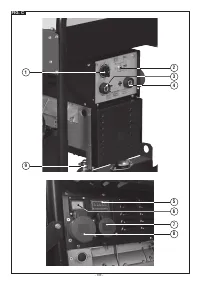
VERZE 300A DC (obr. C)
1- Přepínací volič pro nastavení svařovacího proudu
2- Volič pro nastavení 3 rozsahů svařování a pro nastavení
výstupního napětí pomocných zásuvek.
3- Záporná zásuvka (-) umožňující rychlé připojení svařovacího
kabelu.
4- Kladná zásuvka (+) umožňující rychlé připojení svařovacího
kabelu.
5- Voltmetr pomocných zásuvek.
6- Jistič.
7- Jednofázová zásuvka.
8- Třífázová zásuvka.
9- Otvor pro připojení uzemnění.
5. INSTALACE
UPOZORNĚNÍ! VŠECHNY OPERACE SPOJENÉ
S INSTALACÍ A ELEKTRICKÝM PŘIPOJENÍM MOTOROVÉHO
SVAŘOVACÍHO AGREGÁTU MUSÍ BÝT PROVEDENY PŘÍ
VYPNUTÉM
MOTOROVÉM
SVAŘOVACÍM
AGREGÁTU.
ELEKTRICKÁ PŘIPOJENÍ MUSÍ BÝT PROVEDENA VÝHRADNĚ
ZKUŠENÝM A KVALIFIKOVANÝM PERSONÁLEM.
MONTÁŽ
Rozbalte motorový svařovací agregát a proveďte montáž oddělených
částí, nacházejících se v obalu.
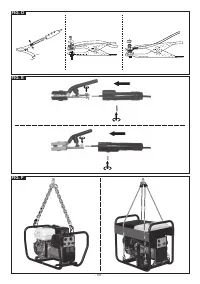
Montáž zemnicího kabelu-kleští
Obr. D
Montáž svařovacího kabelu-držáku elektrody
Obr. E
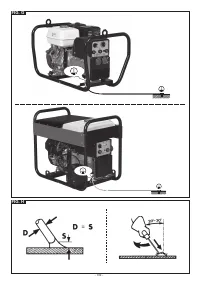
ZPŮSOB ZVEDÁNÍ MOTOROVÉHO SVAŘOVACÍHO AGREGÁTU
Zvedání motorového svařovacího agregátu MUSÍ být provedeno
způsobem znázorněným na obr. F.
Platí to nejen pro první instalaci, ale po celou dobu životnosti
motorového svařovacího agregátu.
Poznámka: Před zvedáním se musí odmontovat - je-li součástí -
podávač drátu, tlaková láhev s plynem, spojovací a napájecí kabely
a hadice; dbejte přitom, aby lana, řemeny nebo řetězy nepoškodily
části příslušenství motorového svařovacího agregátu.
UMÍSTĚNÍ MOTOROVÉHO SVAŘOVACÍHO AGREGÁTU
Vyhledejte místo pro instalaci motorového svařovacího agregátu, a to
tak, aby se v blízkosti otvorů pro vstup a výstup chladicího vzduchu
nenacházely překážky; mezitím se ujistěte, že se nebude nasávat
vodivý prach, korozivní výpary, vlhkost atd.
Kolem motorového svařovacího agregátu udržujte volný prostor
minimálně do vzdálenosti 1 m.
UPOZORNĚNÍ! Umístěte motorový svařovací agregát
na rovný povrch s nosností, která je úměrná jeho hmotnosti,
abyste předešli jeho převrácení nebo nebezpečným přesunům.
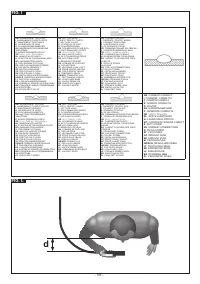
UZEMNĚNÍ STROJE
Abyste
zabránili
zásahu
elektrickým
proudem
prostřednictvím vadných spotřebičů, musí být stroj vybaven stálým
zemnicím rozvodem prostřednictvím příslušné svorky.
Obr. G
ELEKTRICKÁ PŘIPOJENÍ MUSÍ BÝT PROVEDENA VÝHRADNĚ
ZKUŠENÝM A KVALIFIKOVANÝM PERSONÁLEM.
VZNĚTOVÝ MOTOR
Při:
- kontrolách před použitím;
- startování motoru;
- použití motoru;
- zastavení motoru;
postupujte dle pokynů uvedených v NÁVODU K POUŽITÍ od výrobce
vznětového motoru.
PŘIPOJENÍ SVAŘOVACÍHO OBVODU
UPOZORNĚNÍ! PŘED PROVÁDĚNÍM NÁSLEDUJÍCÍCH
ZAPOJENÍ SE UJISTĚTE, ŽE JE MOTOROVÝ SVAŘOVACÍ
AGREGÁT VYPNUTÝ.
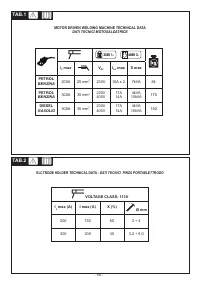
V tabulce
(TAB. 1)
jsou uvedeny hodnoty doporučené pro svařovací
kabely (v mm²) na základě maximálního proudu dodávaného
motorovým svařovacím agregátem.
Připojení svařovacího kabelu-držáku elektrody
Na jeho konci je upevněna speciální svěrka sloužící k sevření
obnažené části elektrody.
Tento kabel je třeba připojit ke svorce se symbolem (60A-120A) nebo
(130A-200A) nebo (+).
Připojení zemnicího kabelu svařovacího proudu
Zemnicí kabel je třeba připojit ke svařovanému dílu nebo ke
kovovému stolu, na kterém je uložen, co nejblíže k vytvářenému
spoji.
Tento kabel je třeba připojit ke svorce označené symbolem
nebo (-).
Doporučení:
- Konektory svařovacích kabelů zašroubujte až na doraz do
zásuvek umožňujících rychlé připojení kvůli zajištění dokonalého
elektrického kontaktu; v opačném případě bude docházet
k přehřívání samotných konektorů s jejich následným rychlým
opotřebením a ztrátou účinnosti.
- Používejte co možná nejkratší svařovací kabely.
- Vyhněte se použití kovových struktur, které netvoří součásti
opracovávaného dílu pro svod svařovacího proudu, namísto
zemnicího kabelu; může to znamenat ohrožení bezpečnosti a vést
k neuspokojivým výsledkům svařování.
6. SVAŘOVÁNÍ: POPIS PRACOVNÍHO POSTUPU
- Je nezbytné, abyste se řídili pokyny výrobce elektrod, poukazujícími
na správnou polaritu elektrody a příslušný optimální svařovací
proud (obyčejně jsou tyto pokyny uvedeny na obalu elektrod).
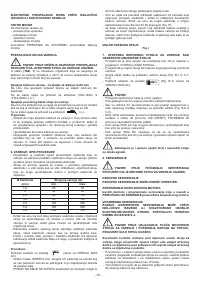
- Svařovací proud má být regulován podle průměru použité
elektrody a druhu spoje, který si přejete zrealizovat; indikativní
hodnoty proudu, použitelné pro různé průměry elektrod, jsou:
Ø elektrody
(mm)
Svařovací proud (A)
min.
max.
1.6
25
50
2
40
80
2.5
60
110
3.2
80
160
4.0
120
200
5.0
160
230
6.0
200
330
- Je třeba pamatovat na to, že při stejném průměru elektrody budou
použity vysoké hodnoty proudu pro vodorovné svařování, zatímco
pro svislé svařování nebo pro svařování nad hlavou budou použity
nižší hodnoty.
- Mechanické vlastnosti svařovaného spoje jsou kromě intenzity
použitého proudu určeny také dalšími svařovacími parametry, jako
je délka oblouku, rychlost a poloha provedení, průměr a kvalita
elektrod (za účelem správného uchování elektrod je udržujte mimo
dosah vlhkosti, chráněné v příslušných baleních nebo nádobách).
Postup:
Přepněte volič do polohy
(pouze VERZE 200A AC).
- Držte si ochranný štít PŘED OBLIČEJEM a otírejte hrotem
elektrody svařovaný díl; provádějte pohyb jako při zapalování
zápalky; jedná se o nejsprávnější způsob zapálení oblouku.
UPOZORNĚNÍ: NEKLEPEJTE elektrodou o díl; riskovali byste tím
poškození povrchu s následnými obtížemi při zapálení oblouku.
- Jakmile dojde k zapálení oblouku, snažte se po celou dobu





