
Генераторы Telwin THUNDER 220 AC HONDA 825001 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


















































- 26 -
Предварительно ДОЛЖНЫ оцениваться ”ответственным
экспертом” и выполняться в присутствии других людей,
обученных действиям в условиях тревоги.
НЕОБХОДИМО использовать технические средства
защиты, описанные в разделах 7.10; A.8; A.10. стандарта
“EN 60974-9: Оборудование для дуговой сварки. Часть 9:
Установка и использование”.
- ДОЛЖНА быть запрещена сварка, производимая
оператором, поднятым над поверхностью земли, за
исключением случаев применения предохранительной
платформы.
- НАПРЯЖЕНИЕ МЕЖДУ ДЕРЖАТЕЛЯМИ ЭЛЕКТРОДОВ
ИЛИ ГОРЕЛКАМИ: работая с несколькими сварочными
аппаратами на одной детали или на соединенных
между собой электрически деталях, может создаться
опасное суммарное холостое напряжение между двумя
различными держателями электродов или горелками,
с величиной, в два раза превышающей допустимое
значение.
Квалифицированному специалисту необходимо поручить
приборное измерение для выявления рисков и выбора
подходящих средств защиты согласно разделу 7.9.
стандарта “EN 60974-9: Оборудование для дуговой сварки.
Часть 9: Установка и использование”.
ОСТАТОЧНЫЕ РИСКИ
- ОПРОКИДЫВАНИЕ: разместите приводной сварочный
аппарат
на
горизонтальной
поверхности
с
грузоподъемностью, соответствующей массе аппарата,
в противном случае (например, если пол наклонный,
неровный и т.д.) имеется опасность опрокидывания.
- НЕПРАВИЛЬНОЕ ИСПОЛЬЗОВАНИЕ: опасно использовать
приводной сварочный аппарат для любых видов
работ, отличающихся от предусмотренных (например,
размораживание водопроводных труб).
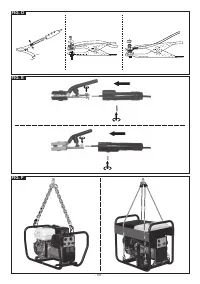
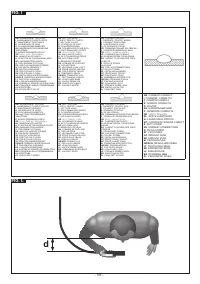
- Запрещается поднимать приводной сварочный аппарат,
если предварительно не были сняты газовый баллон,
устройство подачи проволоки и все соединительные и
питающие кабели/трубы (если имеются).
Единственный разрешенный способ подъема аппарата
описан в разделе «УСТАНОВКА» настоящего руководства.
2. ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ
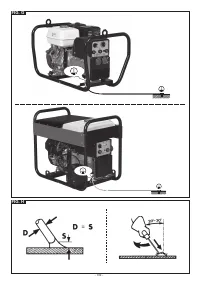
ВЕРСИЯ 200A AC
Бензиновый приводной сварочный аппарат для сварки
переменным током электродами MMA. Используемые
электроды: рутиловые. Может использоваться в качестве
однофазного генератора переменного тока для питания
всех типов электроинструментов (например, шлифовальных
станков, дрелей, перфораторов, отбойных молотков и т.д.) и
электрических устройств (например, ламп, пил, компрессоров
и т.д.).
ВЕРСИЯ 300A DC
Бензиновый или дизельный приводной сварочный аппарат для
сварки постоянным током электродами MMA. Возможность
использования с различными типами электродов: рутиловыми,
щелочными, целлюлозными, из нержавеющей стали, алюминия,
чугуна и т.д. Может использоваться в качестве однофазного
и трехфазного генератора переменного тока для питания всех
типов электроинструментов (например, шлифовальных станков,
дрелей, перфораторов, отбойных молотков и т.д.), компрессоров,
систем неонового освещения и ламп накаливания и т.д.
ПРИСПОСОБЛЕНИЯ, ПОСТАВЛЯЕМЫЕ ПО ЗАКАЗУ:
- Комплект для сварки MMA.
- Комплект колес.
3. ТЕХНИЧЕСКИЕ ДАННЫЕ
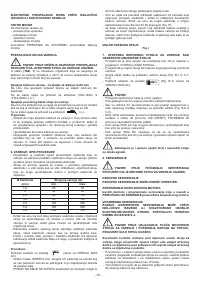
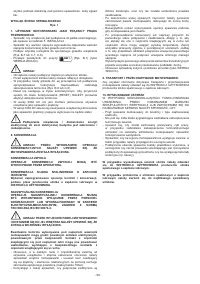
ТАБЛИЧКА С ТЕХНИЧЕСКИМИ ДАННЫМИ
Основные данные, касающиеся использования и характеристик
приводного сварочного аппарата приведены на табличке
технических данных, их значение пояснено ниже:
Рис. A
1- Серийный номер приводного сварочного аппарата
(необходимо для получения технической помощи, заказа
запасных частей, определения происхождения изделия).
2- Символ внутренней конструкции приводного сварочного
аппарата.
3- Характеристики сварочной цепи:
- I
2
: Ток, который может подаваться сварочным аппаратом
во время сварки.
- X : Рабочий цикл: указывает время, в течение которого
приводной сварочный аппарат может подавать указанную
величину тока (тот же столбец). Отношение выражается в
процентах на основании 10-минутного цикла (например,
60% = 6 минут работы, 4 минуты покоя, и так далее).
В случае превышения рабочих параметров (указанных
для температуры окружающей среды 40°С) срабатывают
устройства термической защиты (приводной сварочный
аппарат остается в режиме ожидания, пока температура
не вернется в допустимый диапазон).
4- ЕВРОПЕЙСКИЙ стандарт о безопасности и конструкции
аппаратов для дуговой сварки.
5- Символы, относящиеся к правилам безопасности,
значение которых описано в главе 1 “Общие требования к
безопасности”.
6- Номинальная частота.
7- Характеристики двигателя внутреннего сгорания:
- n : Номинальная скорость под нагрузкой.
8- Степень защиты корпуса.
9- Гарантированный уровень интенсивности (или давления)
звука .
10- Дополнительный выход мощности:
- Номинальное выходное напряжение (V).
- Номинальная выходная мощность 1ph (однофазная) и/или
3ph (трехфазная).
Примечание: Показанный пример таблички используется
для иллюстрации символов и значений, точные значения
технических данных вашего приводного сварочного аппарата
необходимо смотреть непосредственно на табличке технических
данных аппарата.
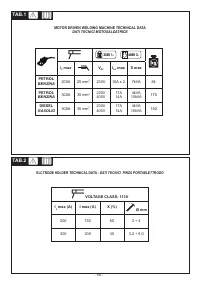
ПРОЧИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ:
- ПРИВОДНОЙ СВАРОЧНЫЙ АППАРАТ: см. таблицу 1 (ТАБ.
1)
- ДЕРЖАТЕЛЬ ЭЛЕКТРОДА: см. таблицу 2 (ТАБ. 2)
Вес приводного сварочного аппарата указан в таблице 1
(ТАБ. 1)
4.
УСТРОЙСТВА
УПРАВЛЕНИЯ,
РЕГУЛИРОВКИ
И
СОЕДИНЕНИЯ ПРИВОДНОГО СВАРОЧНОГО АППАРАТА
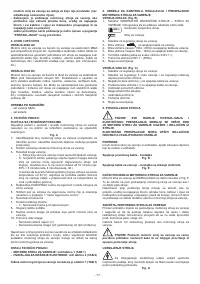
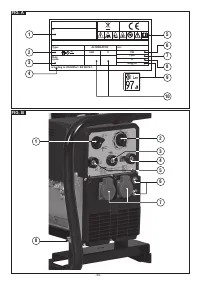
ВЕРСИЯ 200A AC (рис. B)
1- Переключатель режима ГЕНЕРАТОРА ПЕРЕМЕННОГО
ТОКА/СВАРОЧНОГО АППАРАТА Позволяет выбрать один из
предусмотренных рабочих режимов
230V 1~
Генератор переменного тока.
Сварочный аппарат.
2- Многопозиционный переключатель регулировки сварочного
тока.
3- Быстродействующий зажим
для подсоединения
сварочного кабеля.
4- Быстродействующий зажим (диапазон 130A - 200A) для
подсоединения сварочного кабеля.
5- Быстродействующий зажим (диапазон 60A - 120A) для
подсоединения сварочного кабеля.
6- Устройство термической защиты (по одной на каждую
розетку 230В 1~).
7- Вспомогательные розетки 230В 1~ (50Гц).
8- Отверстие для подсоединения к земле.
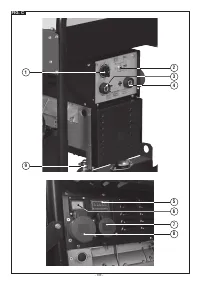
ВЕРСИЯ 300A DC (рис. C)
1- Многопозиционный переключатель регулировки сварочного
тока.
2- Переключатель для регулировки 3 диапазонов сварки и
для регулировки выходного напряжения вспомогательных
розеток.
3- Отрицательный быстродействующий зажим (-) для
подсоединения сварочного кабеля.
4- Положительный быстродействующий зажим (+) для
подсоединения сварочного кабеля.





