
Генераторы Telwin THUNDER 220 AC HONDA 825001 - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.


















































- 51 -
230V 1~
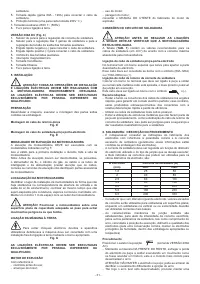
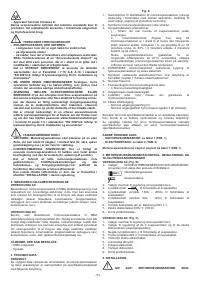
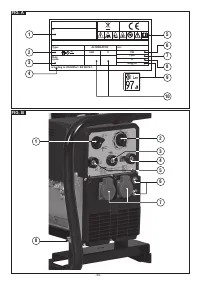
Växelströmsgenerator.
Svets.
2- Stegväljare för att reglera svetsströmmen.
3- Snabbuttag
för att ansluta svetskabeln.
4- Snabbuttag (omfång 130 A – 200 A) för att ansluta svetskabeln.
5- Snabbuttag (omfång 60 A – 12 0A) för att ansluta svetskabeln.
6- Termiskt skydd (ett för varje uttag 230 V 1~).
7- Extra uttag 230 V 1~ (50 Hz).
8- Hål för jordningsanslutningen.
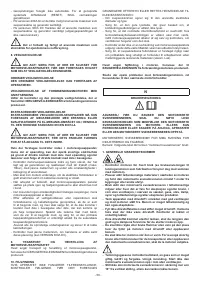
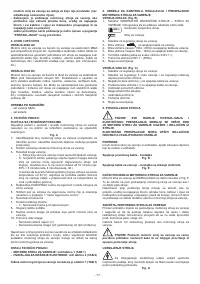
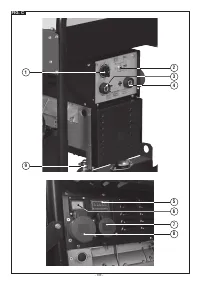
VERSION 300A DC (Fig. C)
1- Stegväljare för att reglera svetsströmmen.
2- Väljare för att reglera de tre svetsomfången och för att reglera
utgångsspänningen i extrauttagen.
3- Snabbuttag minus (-) för att ansluta svetskabeln.
4- Snabbuttag plus (+) för att ansluta svetskabeln.
5- Extrauttagens voltmätare.
6- Magnetisk/termisk brytare.
7- Enfasuttag.
8- Trefasuttag.
9- Hål för jordningsanslutningen.
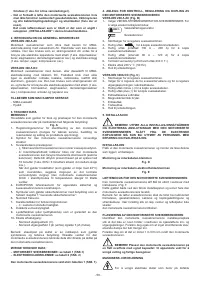
5. INSTALLATION
OBS! UTFÖR ALLA INSTALLATIONSÅTGÄRDER OCH
ELEKTRISKA ANSLUTNINGAR MED DEN MOTORDRIVNA
SVETSEN AVSTÄNGD. ELANSLUTNINGARNA FÅR ENDAST
UTFÖRAS AV ERFAREN OCH KVALIFICERAD PERSONAL.
INSTALLATION
Packa upp den motordrivna svetsen och montera de lösa delarna
som ligger i emballaget.
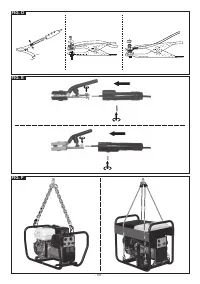
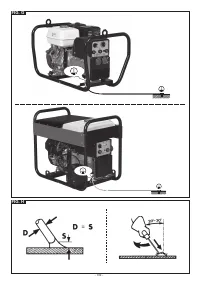
Montering av returkabeln-klämman
Fig. D
Montering av returkabeln-elektrodhållarklämman
Fig. E
LYFTLÄGE FÖR DEN MOTORDRIVNA SVETSEN
Den motordrivna svetsens lyft MÅSTE utföras enligt anvisningarna
i Fig. F.
Detta gäller både för den första installationen och under hela den
motordrivna svetsens livslängd.
Obs: Innan du lyfter svetsen ska du först ha demonterat, trådmataren,
gasbehållaren, kablarna och sammankopplingsledningarna samt
strömledningarna. Var försiktig så att rep, remmar och lyftkedjor inte
skadar den motordrivna svetsens tillbehör.
PLACERING AV DEN MOTORDRIVNA SVETSEN
Identifiera den motordrivna svetsens installationsplats så att det
inte finns hinder i närheten av kylluftens in- och utgångsöppningar.
Försäkra dig samtidigt om att inget ledande damm, frätande ångor
och fukt osv. sugs in.
Håll minst 1m fritt utrymme runt den motordrivna svetsen.
OBS! Placera den motordrivna svetsen på en plan yta
med en lämplig kapacitet för apparatens vikt för att undvika
vältning och farlig förflyttning.
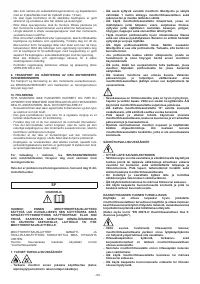
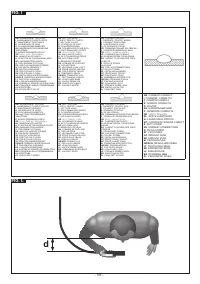
MASKINENS JORDNING
För att undvika elstötar som beror på defekta apparater,
måste maskinen anslutas med en fast jordningsanläggning genom
det särskilda uttaget.
Fig. G
ELANSLUTNINGARNA FÅR ENDAST UTFÖRAS AV ERFAREN
OCH KVALIFICERAD PERSONAL.
FÖRBRÄNNINGSMOTOR
När det gäller:
- kontroller före användning;
- motorns igångsättning;
- Motorns användning;
- motorns stopp;
se BRUKSANVISNINGEN från förbränningsmotorns tillverkare.
SVETSKRETSENS ANSLUTNINGAR:
OBS! INNAN DU UTFÖR FÖLJANDE ANSLUTNINGAR,
SKA DU FÖRSÄKRA DIG OM ATT DEN MOTORDRIVNA
SVETSEN ÄR AVSTÄNGD.
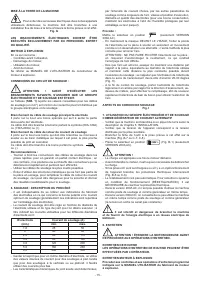
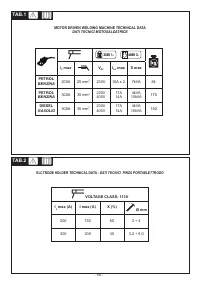
I tabell 1
(TAB.1)
står de värden som rekommenderas för
svetskablarna (i mm²) enligt den maximala effekten som den
motordrivna svetsen tillhandahåller.
Anslutning av svetskabelns elektrodhållarklämma
Ställ en särskild klämma på terminalen för att dra åt den blottade
delen av elektroden.
Den här kabeln ska anslutas till klämman med symbolen (60A-120A)
eller (130A-200A) eller (+).
Anslutning av svetsens returkabel
Ställ en klämma på terminalen som ska anslutas till stycket som ska
svetsas eller till metallbänken den står på, så nära som möjligt till
fogen som man håller på att utföra.
Den här kabeln ska anslutas till klämman med symbolen
eller (-).
Råd:
- Vrid svetskablarnas kontaktdon till botten i snabbuttagen, för
att garantera en perfekt elektrisk kontakt. Annars kommer
kontaktdonen att överhettas och snabbt försämras och förlora
effektivitet.
- Använd så korta svetskablar som möjligt.
- Undvik att använda metallstrukturer som inte tillhör stycket
som bearbetas. Det kan vara farligt för säkerheten och leda till
otillfredsställande svetsningar.
6. SVETSNING: BESKRIVNING AV PROCEDUREN
- Det är viktigt att följa elektrodtillverkarens instruktioner när det
gäller elektroderna för en korrekt polaritet och optimal svetsström (i
allmänhet står indikationerna på elektrodernas förpackning).
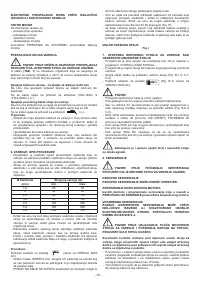
- Svetsströmmen ska regleras enligt diametern på elektroden
som används och den ström som används för de olika
elektroddiametrarna är:
Ø Elektrod
(mm)
Svetsström (A)
min.
max.
1.6
25
50
2
40
80
2.5
60
110
3.2
80
160
4.0
120
200
5.0
160
230
6.0
200
330
- Kom ihåg att med samma elektroddiameter, använder man högre
strömvärden för horisontell svetsning, medan man för vertikal
svetsning eller svetsning ovanför huvudet kan använda en lägre
ström.
- De mekaniska egenskaperna för den svetsade fogen avgörs av
andra svetsparametrar bortsett från den valda strömintensiteten,
som bågens längd, hastighet och läge för utförande, diameter
och kvalitet för elektroderna (för ett korrekt bevarande ska du
hålla elektroderna på avstånd från fukt genom att låta dem ligga i
förpackningarna eller askar).
Tillvägagångssätt:
Ställ väljaren i läge
(endast VERSION 200 A AC).
- Håll masse FRAMFÖR ANSIKTET, stryk elektrodspetsen mot
stycket som ska svetta genom att utföra en rörelse som om du
skulle tända en tändsticka. Det är den riktiga metoden att tända
bågen.
OBS: SLÅ INTE elektroden mot stycket. Annars riskerar du att
skada beklädnaden och gör att det blir svårt att aktivera bågen.
- Så snart som bågen har tänds, ska du försöka hålla avstånd till
stycket, motsvarande elektroddiametern som används och bibehåll
avståndet så jämnt som möjligt under svetsningen. Kom ihåg att
elektrodens lutning ska vara cirka 20-30 grader (Fig. H) under
frammatningen.





