Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 99 -
ívfeszültségének (a
(13)
szabályozógombbal) beállítását.
A MIG-MAG pulse arc üzemmódban, a bi-level, pulse on pulse vagy T
start
funkció
beállításával lehetővé válik a szekunder hegesztési szint I
1
és I
S
(I
start
)áramának
(a
(14)
szabályozógombbal) és a szinergiában kiszámított (-5%-tól + 5%-ig
terjedő tartományban) (kigyulladt led
(15c)
) ívhosszúság javításának (a
(13)
szabályozógombbal) szabályozása.
10c-
Short arc “PRG 0”
A kézi üzemmódban “PRG 0” lehetővé válik a huzal sebességének a hegesztés
kezdetéhez való igazítása az ívgyújtás optimalizálása érdekében (szabályozás
0-100% és kigyulladt LED
(15c)
).
A MIG-MAG Pulse arc 2 ÜTEMŰ üzemmódban lehetővé válik a kezdőáram
időtartamának szabályozása (T
start
). A paraméter nullára állításával a funkció
kikapcsol, míg bármilyen nullánál nagyobb érték beállításával (szabályozás
0,1-3 másodpercben) ki lehet választani a LED-et
(10b)
az ívfeszültség
javításának és a kezdőáram értékének (szekunder szint) szabályozásához. A
kezdőáram beállítható a hegesztési főáramnál magasabb vagy alacsonyabb
értékre; a magasabb kezdőáram nagyon hasznos főképpen az alumínium és
az ötvözeteinek hegesztéséhez, amely lehetővé teszi a munkadarab gyorsabb
felmelegítését (“Hot-start”).
A MIG-MAG Pulse on pulse üzemmódban lehetővé válik a hegesztési főáram
időtartamának szabályozása (szabályozás 0,1-10 másodpercben és kigyulladt
LED (15b)).
10d-
Short arc “PRG 0”
A MIG-MAG “PRG 0” kézi üzemmódban lehetővé válik az elektronikus reaktancia
szabályozása (szabályozás 20-80% és kigyulladt LED
(15c)
). Egy magasabb
érték melegebb hegesztési fürdőt eredményez. A bi-level üzemmódban az
elektronikus reaktancia általános mindkét beállított szintnél.
A MIG-MAG pulse arc üzemmódban a paraméter az ívfojtást határozza meg.
Minél magasabb az érték, annál koncentráltabb lesz a hegesztőív a hegesztés
folyamán. Egy olyan hegesztési üzemmódban, amely két áramszintet használ
(bi-level, pulse on pulse vagy T
start
), az ívfojtás általános mindkét beállított
szintnél (+1% / -1%).
A MIG-MAG Pulse on pulse üzemmódban lehetővé válik a szekunder
hegesztőáram időtartamának szabályozása (szabályozás 0,1-10 másodpercben
és kigyulladt LED
(15b)).
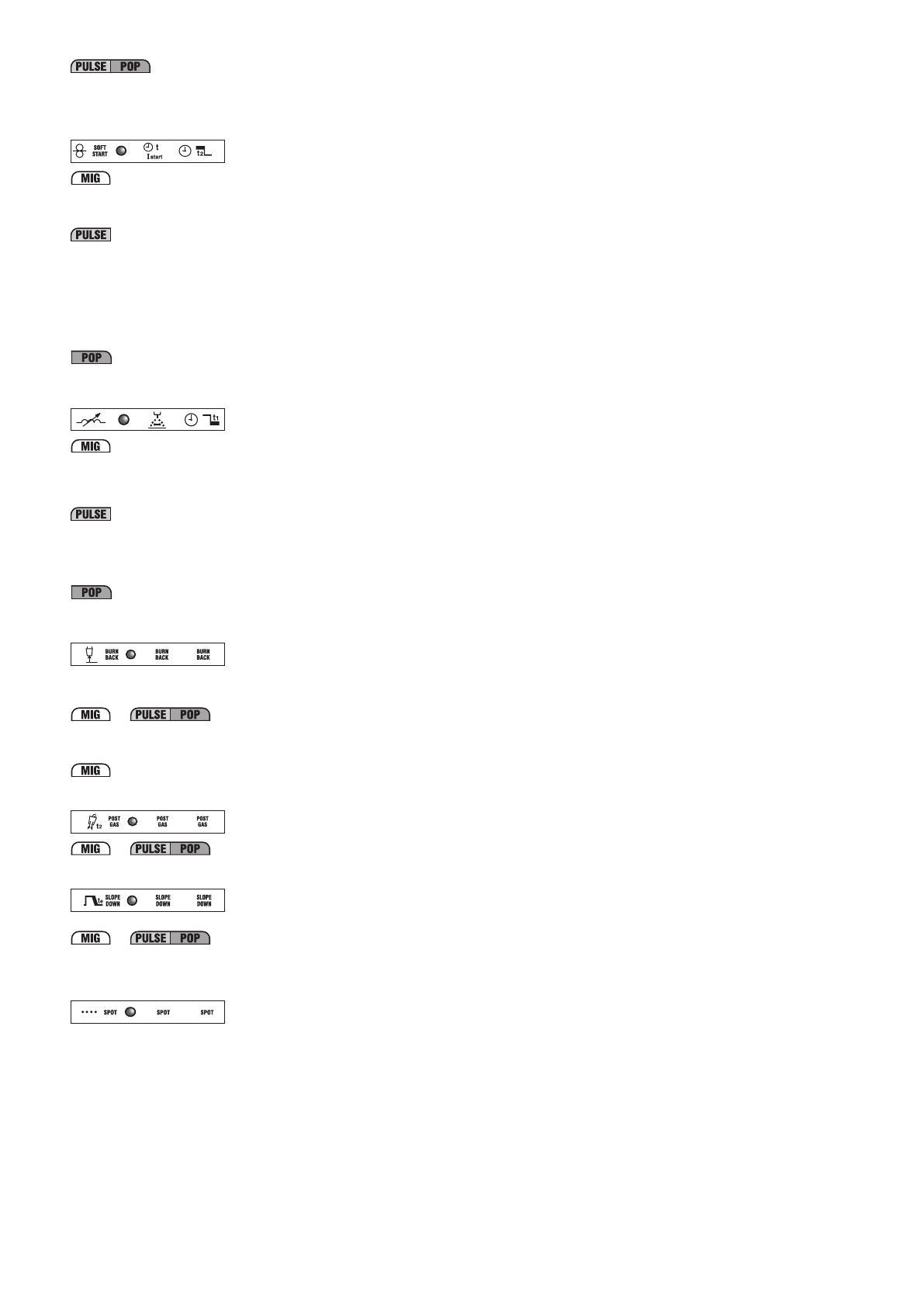
10e-
A huzal visszaégése a hegesztés leállásánál (BURN-BACK).
Lehetővé teszi a huzal visszaégési idejének szabályozását a hegesztés
leállásánál.
Egy MIG-MAG szinergikus program beállítása folyamán lehetővé válik annak a
javításnak a beállítása, amelyet el akarnak végezni a szinergiában kiszámított
BURN_BACK TIME-on (tartomány -1% / +1% és kigyulladt LED
(15c)
).
Short arc “PRG 0”
Egy megfelelő beállítással lehetővé teszi a huzal munkadarabhoz tapadásának
elkerülését (szabályozás 0,001-1 másodpercben és kigyulladt led
(15b)
).
10f-
POST-GAS
(UTÓGÁZ
)
Lehetővé teszi a védőgáz áramlási idejének beállítását a hegesztés leállásától
kezdődően (szabályozás 0,1-10 másodpercben és kigyulladt LED
(15b)
).
10g-
Hegesztőáram lefutási idő (SLOPE DOWN).
Kizárólag MIG-MAG SHORT ARC, PULSE ARC és PULSE on PULSE
szinergikus programok felhasználásával válik aktívvá.
Az áram fokozatos csökkentését teszi lehetővé a hegesztőpisztoly gomb
kiengedésével (szabályozás 0-3 másodpercben és kigyulladt LED
(15b)
).
10h-
Ponthegesztési időtartam (SPOT TIME).
Kizárólag csak akkor válik aktívvá, amikor a
(8)
gombbal kiválasztásra kerül a
“SPOT” üzemmód. Lehetővé teszi a MIG-MAG ponthegesztések végrehajtását
a hegesztés időtartamának ellenőrzésével (szabályozás 0,1-10 másodpercben
és kigyulladt LED
(15b)
).
11- Gáz elektroszelep kézi aktiválás gomb.
A gomb lehetővé teszi a gáz áramoltatását (vezetékek kiürítése – szállítóképesség
szabályozása) anélkül, hogy a hegesztőpisztoly gombját benyomnák; a gomb
pillanatgombként működik.
12- Huzal kézi előtolás gomb.
A gomb lehetővé teszi a huzal előtolását a pisztolytartóban anélkül, hogy a
hegesztőpisztoly gombját benyomnák; pillanatgombként működik és az előtolási
sebesség állandó.
13- Kódoló szabályozógomb a hegesztési paraméterek beállításához (lásd
10a-10h).
14- Kódoló szabályozógomb.
A szabályozógomb beállítja:
- A hegesztőáramot I
2
(kigyulladt led
(16a)
).
- A huzalelőtolási sebességet (kigyulladt led
(16c)
).
- A hegesztésben felhasznált munkadarab vastagságát (kigyulladt led
(16b)
).
Egy olyan hegesztési üzemmódban, amely két áramszintet használ (bi-level,
pulse on pulse vagy T
start
), a kigyulladt
(10b)
led mellett a szabályozógomb
beállítja:
- A szekunder szint I
1
hegesztőáramát (kigyulladt led
(16a)
).
- A hegesztési szekunder szint huzalelőtolási sebességét (kigyulladt led
(16c)
).
- A hegesztésben felhasznált munkadarab vastagságát (kigyulladt led
(16b)
) a
szekunder szintre vonatkozóan.
15- 3 számjegyű alfanumerikus display.
Az alábbiakat jelöli:
- a hegesztési paraméterek értékét (lásd
(10a)
-tól
(10h)
-ig) üresjárati
működésben.
- a tényleges ívfeszültséget hegesztésnél.
MEGJEGYZÉS: a hegesztés leállásánál a display automatikusan átvált a
beállítási értékre.
- egy vészjelzést (lásd 1. pont).
15a, 15b, 15c- folyamatban lévő mértékegység kijelző LED (volt,
másodpercek, százalék).
16- 3 számjegyű alfanumerikus display.
Az alábbiakat jelöli:
- a kódoló szabályozógombbal
(14)
beállított értéket.
- a tényleges áramot hegesztésnél.
MEGJEGYZÉS: a hegesztés leállásánál a display automatikusan átvált a
beállítási értékre.
- egy vészjelzést (lásd 1. pont).
16a, 16b, 16c- folyamatban lévő mértékegység kijelző LED (amper áram
(A), vastagság miliméterekben (mm) és huzalsebesség méter/percben (m/
perc)).
17- Amper/Vastagság m/perc mértékegység kiválasztó gomb (LED (16a)(16b)
(16c)).
A MIG-MAG szinergikus programokban lehetővé teszi a kódoló
(14)
segítségével
a hegesztendő anyag vastagság, a hegesztőáram, a huzalsebesség beállítását.
Minden egyes paraméter (pl. az anyagvastagság) beállítása automatikusan
meghatározza a többi paramétert (pl. hegesztőáram és huzalsebesség).
Kézi kiválasztásnál “PRG 0”: csak a huzalsebesség szabályozása lehetséges
(kigyulladt led
(16c)
).
4.3 A PROGRAMOK BEHÍVÁSA ÉS MEMORIZÁLÁSA
4.3.1 A GYÁRTÓ ÁLTAL ELŐRE MEMORIZÁLT PROGRAMOK BEHÍVÁSA
4.3.1.1 MIG-MAG SZINERGIKUS programok
A hegesztőgép 36 memorizált, szinergikus programmal rendelkezik, amelyek
tulajdonságai a táblázatban vannak meghatározva
(3. TÁBL.)
. Ezek elolvasása
nélkülözhetetlen az alkalmazni kívánt hegesztés típusának megfelelő program
kiválasztásához.
Egy meghatározott program kiválasztása a “PRG” gomb egymásutáni benyomásával
történik meg, amelynek a display-en egy “0” és “36” közötti szám felel meg (a “0” szám
nem egy szinergikus programot jelent hanem a kézi üzemmódú működést, mint ahogy
az a következő bekezdésben le van írva).
Megjegyzés: Egy szinergikus programon belül fontos a kívánt átviteli módozat,
PULSE ARC vagy SHORT/SPRAY ARC adott gombbal történő kiválasztása (lásd
D ÁBRA, (7) gomb).
Megjegyzés: A táblázatban elő nem írt valamennyi huzaltípus a “PRG 0” kézi
üzemmódban felhasználható.
4.3.1.2 KÉZI ÜZEMMÓDBAN TÖRTÉNŐ MŰKÖDTETÉS (“PRG 0”)
A kézi működtetés a “0” számjegynek felel meg a display-en és csak akkor aktív,
ha korábban kiválasztották a SHORT/SPRAY ARC átviteli módozatot (D ÁBRA, (7)
gomb).
Ebben az üzemmódban, minekután semmiféle szinergia nincs előírva, minden
hegesztési paramétert kézi módban a kezelőnek kell beállítania.
Figyelem! Minden paraméter beállítása szabad, tehát az azoknak tulajdonított értékek
inkompatibilisek lehetnek egy helyes hegesztési eljárással.
Megjegyzés: kézi kiválasztásnál NEM lehet a PULSE ARC átviteli módozatot
alkalmazni.
4.3.2 SZEMÉLYES PROGRAMOK MEMORIZÁLÁSA ÉS BEHÍVÁSA MIG-MAG-
BAN
4.3.2.1 Bevezetés
A hegesztőgép lehetővé teszi egy meghatározott hegesztéshez érvényes
paramétercsoportra vonatkozó, személyes munkaprogramok memorizálását (SAVE).
Minden memorizált program bármelyik pillanatban behívható (RECALL), a felhasználó
rendelkezésére bocsátva a “használatra kész” hegesztőgépet a korábban optimalizált,
specifikus munkához.
4.3.2.2 Személyes programokat memorizáló képesség MIG/MAG-ban
A hegesztőgép 40 olyan személyes program memorizálását irányozza elő, amelyek
három szinergiában való átviteli üzemmódra (SHORT/SPRAY ARC Pulse arc és Pulse
on pulse) és a kézi üzemmódú működésre vonatkoznak, az alábbi jellemzőkkel:
- SZINERGIKUS SHORT/SPRAY ARC: 10 memorizálható program (“1”-től “10”-ig
rendelkezésre álló számok);
- KÉZI SHORT/SPRAY ARC (“PRG=0”): 10 memorizálható program (“1”-től “10”-ig
rendelkezésre álló számok);
- SZINERGIKUS PULSE ARC: 10 memorizálható program (“1”-től “10”-ig
rendelkezésre álló számok);
- SZINERGIKUS PULSE ARC PULSE ON PULSE: 10 memorizálható program (“1”-
től “10”-ig rendelkezésre álló számok).
MEGJEGYZÉS: A felhasználandó program behívásához:
a) végezze el a kívánt átviteli üzemmód kiválasztását PULSE ARC, PULSE
ARC PULSE-ON- PULSE vagy SHORT/SPRAY ARC vagy válassza ki a
“PRG=0”-t, ha előre memorizált programok kézi üzemmódban vannak;
b) válassza ki a programszámot (a 4.3.1 bek.-ben leírtak szerint).
4.3.2.3 Memorizálási eljárás (SAVE).
A hegesztőgépnek egy meghatározott hegesztéshez való optimális beállítása után az
alábbiak szerint járjanak el
(lásd D ÁBRA)
:
a) Nyomják be a “SAVE” gombot (5).
b) A (16) display-en a “Pr” és a (15) display-en egy szám (“1” és “10” között) jelenik
meg.
c) A kódoló szabályozógomb (mindegy, hogy a (13) vagy a (14)) elforgatásával
válasszák ki a számot, amelyen a programot memorizálni kívánják (lásd 4.3.2 is).
d) Ismét nyomják be a “SAVE” gombot.
e) A (15) és (16) display-ek villognak.
f) Ismételten nyomják be két másodpercen belül a “SAVE” gombot.
g) A display-en megjelenik az “St Pr”, tehát a programot memorizálta; 2 másodperc
után a display-ek automatikusan átváltanak az éppen elmentett paraméterekre
vonatkozó értékekre.
Megjegyzés: Ha a display-ek villogása alatt 2 másodpercen belül nem nyomják
be ismét a “SAVE” gombot, akkor a display-ek “No St”-t jeleznek és a program
memorizálása nem történik meg; a display-ek automatikusan visszatérnek a kezdeti
kijelzéshez.





