Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 56 -
4.2 SVEJSEMASKINENS STYREPANEL (FIG. C)
Styrepanelet er kun tilkoblet (dvs. betjenings- og signalgivningsanordningerne er
aktiverede), hvis svejsemaskinen ikke er forbundet til trådtilførselsanordningen
eller MMA- eller TIG-processen er indstillet. Hvis svejsemaskinen er forbundet
til trådtilførselsanordningen eller den indstillede funktion er MIG, overtager den
sidstnævnte automatisk den fuldstændige styring, og på svejsemaskinens skærm (3)
vises ordlyden “feed”.
1- Kontrollampe, der gør opmærksom på ALARM
(svejsemaskinens output er
spærret). På skærmen (3) vises der en alarmbesked.
Genopretningen af svejsemaskinen foregår automatisk, når årsagen til alarmen
ophører.
2- Kontrollampe der angiver spænding ved udgang
(output aktivt).
3- Alfanumerisk display med 3 cifre.
Angiver:
- Svejsestrømmen i ampere.
Den angivne værdi er den, der indstilles, mens svejsemaskinen er uden
belastning, mens den reelle værdi vises under drift.
- En alarmbesked med følgende koder:
- ”AL1” :
udløsning af primærkredsløbets varmesikring.
- ”AL2” :
udløsning af sekundærkredsløbets varmesikring.
- ”AL3” :
udløsning af beskyttelsesanordningen for overspænding på
forsyningslinjen.
- ”AL4” :
udløsning af beskyttelsesanordningen for underspænding på
forsyningslinjen.
- ”AL5” :
model med GRA: Udløsning af beskyttelsesanordning mod for lavt
tryk i brænderens vandafkølingskreds. Genopretningen foregår
ikke automatisk.
Model uden GRA: Ingen forbindelse af polstik til maskinen (FIG.
E).
-
“AL9” :
Udløsning af de magnetiske komponenters beskyttelsesanordning.
-
“AL10” :
Fejl på serielinjen: Serieforbindelsen afbrudt.
-
“AL11” :
Udløsning af beskyttelsesanordningen pga. fasemangel på
forsyningslinjen.
-
“AL12” :
Fejl på serielinjen: Fejl i data.
-
“AL13” :
Der samles for meget støv inde i svejsemaskinen, genopretning
med:
- rengøring af maskinens indre;
- knap til parametervalg på styrepanel.
Når der slukkes for svejsemaskinen, kan det forekomme, at beskeden
”AL11”
og
“OFF”
vises i et par sekunder.
3a, 3b, 3c - Kontrollamper der angiver anvendt måleenhed (ampere,
sekunder, procent).
4- Drejeknap til styring af encoder.
Anvendes til at regulere svejseparametrene (
4a
).
: Svejsestrøm i TIG/MMA-tilstand.
: I TIG-tilstand giver den mulighed for en gradvis reduktion af
strømmen, når trykknappen på brænderen slippes (regulering
0-3 sekunder) og kontrollampen (
3b
) er tændt).
: I
TIG-tilstanden
har
den
betydningen
”Post-gas”
(Gasefterstrømning), og den giver mulighed for at tilpasse
beskyttelsesgassens udstrømningstid fra og med standsningen
af svejsningen (regulering 0,1-10 sekunder og kontrollampen
(
3b
) er tændt).
: Den aktiveres kun, hvis man vælger tilstanden ”SPOT” med
knappen (
7
). Den giver mulighed for at udføre TIG-punktsvejsning
med kontrol af svejsningens varighed (regulering 0,1-10
sekunder og kontrollampen (
3b
) er tændt).
: Ved anvendelse af MMA-elektrode står denne parameter for ”Arc
force” med mulighed for indstilling af den dynamiske overstrøm
(regulering 0-100% og kontrollampen (
3c
) er tændt).
5- Knap til valg af svejseprocedure.
Hvis der trykkes på denne knap, tændes kontrollampen svarende til den valgte
svejseprocedure:
: Beklædt elektrode ”MMA”.
: TIG-DC med udløsning af lysbuen ved kontakt (LIFT-ARC).
: MIG.
6- Knap til tilkobling af fjernstyring.
Når kontrollampen
lyser, kan reguleringen udelukkende foretages via
fjernstyring, og helt nøjagtigt:
a) Styring med ét potentiometer:
Gør det muligt at regulere svejsestrømmen i
TIG/MMA-tilstand.
b) Styring med to potentiometre:
Gør det muligt at regulere svejsestrømmen
TIG/MMA og reguleringen af SLOPE DOWN ved TIG eller ARC FORCE ved
MMA (valg af kontrollampe automatisk parameter).
C) Pedalstyring:
Gør det muligt at regulere svejsestrømmen i TIG/MMA-tilstand.
BEMÆRK: “FJERNSTYRINGEN” (REMOTE) kan kun vælges, hvis der er
forbundet en fjernstyring til den pågældende konnektor.
7- Knap til valg af TIG-brænderknappens styretilstand.
Hvis der trykkes på denne knap, tændes kontrollampen svarende til:
: 2-tids drift, ON-OFF (TIL-FRA) med trykket knap.
: 4-tids drift, TIL-FRA med sluppet knap.
: Punktsvejsning til TIG (SPOT).
4.2.1 TRÅDTILFØRSELSANORDNINGENS STYREPANEL (FIG. D)
1- Kontrollampe, der gør opmærksom på ALARM
(svejsemaskinens output er
spærret).
Genopretningen foregår automatisk, når årsagen til alarmen ophører.
Alarmmeddelelser, der kun vises på display
(15)
og
(16)
:
-
“AL7” :
Udløsning af beskyttelsesanordningen for overstrøm ved MIG-/MAG-
svejsning.
-
“AL8” :
Fejl på serielinjen: Kortslutning i brænder.
Hvad angår de øvrige, jævnfør ”SVEJSEMASKINENS STYREPANEL” (afs. 4.2).
2- Kontrollampe, der angiver SPÆNDING I BRÆNDER ELLER PÅ
ELEKTRODE.
3- Kontrollampe for PROGRAMMERING AF SVEJSEMASKINE.
4 - Knap til at hente (RECALL) kundetilpassede svejseprogrammer (jævnfør
afs. 4.3.2.4).
5- Knap til at gemme (SAVE) kundetilpassede svejseprogrammer (jævnfør
afs. 4.3.2.3).
6- Knap til valg af svejseprogram og display med 2 cifre.
Hvis der trykkes flere gange på denne knap, viser displayet tal fra “0” til “36”.
Hvert tal fra ”1” til ”36” er tilknyttet et synergisvejseprogram (
se TAB. 3
), mens
tallet ”0” er tilknyttet svejsemaskinens manuelle drift, hvor operatøren kan
indstille samtlige parametre (kun ved MIG-MAG SHORT og SPRAY ARC).
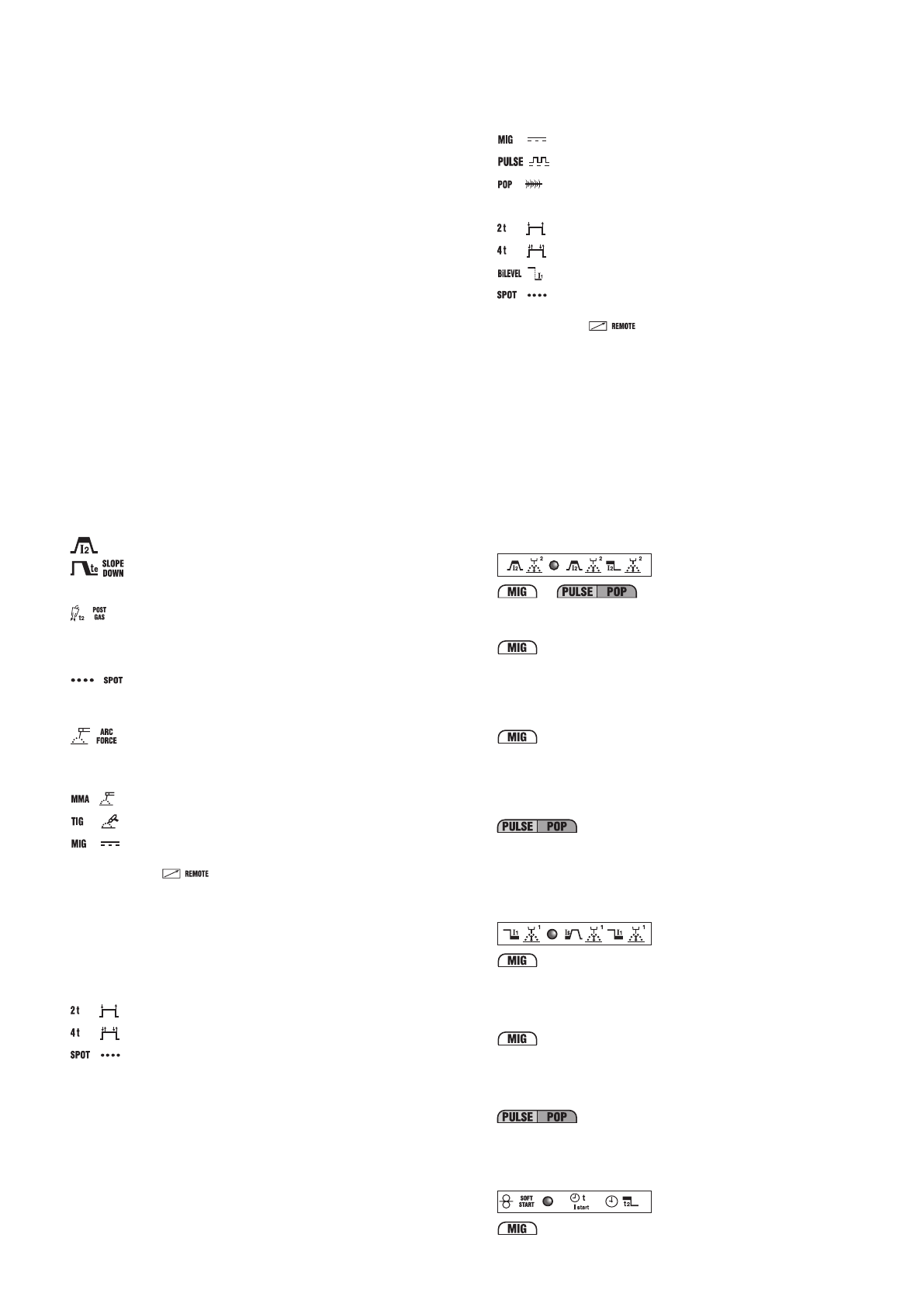
7- Knap til valg af svejseprocedure.
Hvis der trykkes på denne knap, tændes kontrollampen svarende til den valgte
svejseprocedure:
: MIG-MAG i tilstanden ”SHORT/SPRAY ARC”.
: MIG-MAG i tilstanden ”PULSE ARC”.
: MIG-MAG i tilstanden ”PULSE ON PULSE”.
8- Knap til valg af MIG-MAG-brænderknappens styretilstand.
Hvis der trykkes på denne knap, tændes kontrollampen svarende til:
: 2-tids drift, TIL-FRA med trykket knap.
: 4-tids drift, TIL-FRA med sluppet knap.
: Dobbeltniveaudrift til MIG-MAG, TIG.
: Punktsvejsning til MIG-MAG (SPOT).
9- Knap til tilkobling af fjernstyring.
Når kontrollampen
lyser, kan reguleringen udelukkende foretages via
fjernstyring, og helt nøjagtigt:
- styring med to potentiometre:
Erstatter encoder-knappernes funktion (
14
)
og (
13
).
BEMÆRK: “FJERNSTYRINGEN” (REMOTE) kan kun vælges, hvis der er
forbundet en fjernstyring til den pågældende konnektor.
10- Knap til valg af svejseparametre.
Hvis der trykkes flere gange på denne knap, tændes en af kontrollamperne fra
(10a) til (10h)
, hvortil der er tilknyttet en bestemt parameter. Værdierne for alle de
aktiverede parametre kan indstilles ved hjælp af drejeknappen (
13
), og de vises
på displayet (
15
). Mens disse indstillinger foretages, regulerer drejeknappen (
14
)
hovedstrømniveauets værdi, som vises på displayet (
16
), hvad enten det drejer
sig om strømmen eller trådens hastighed (se beskrivelsen i punkt
14
)), med
undtagelse af (
10b
).
Det er kun, når kontrollampen (
10b
) er tændt, at drejeknappen (
14
) kan
anvendes til at regulere værdien for det sekundære niveau (se beskrivelsen af
kontrollampen (
10b
)).
Bemærk:
De parametre, der ikke kan ændres af operatøren, når der arbejdes
med et synergiprogram eller ved manuel drift ”PRG 0”, udelukkes automatisk fra
valgmulighederne; den tilsvarende kontrollampe tændes ikke.
10a-
Denne parameter vises automatisk i løbet af MIG-MAG-svejsning sammen med
den reelle lysbuespænding ((kontrollampe (15a) lyser).
Reguleringer:
Short arc
Mens der indstilles et synergiprogram, kan man anvende MIG-MAG Short arc
til at regulere den ønskede rettelse af lysbuens længde, der udregnes i synergi
(værdiområde mellem -5% og +5%) (kontrollampen (
15c
) er tændt).
Hvis funktionen bi-level indstilles i samme tilstand, står denne parameter for
rettelsen af lysbuens længde på hovedsvejseniveauet, der ligeledes udregnes
i synergi (værdiområde mellem -5% og +5%) (kontrollampe (
15c
) er tændt).
Short arc “PRG 0”
I driftstilstanden MIG-MAG Short arc giver det manuelle program ”PRG 0”
også mulighed for at indstille den reelle lysbuespænding (værdiområde 10-40)
(kontrollampen (
15a
) er tændt).
Hvis funktionen bi-level indstilles i samme tilstand, står denne parameter for
den reelle lysbuespænding på hovedsvejseniveauet (værdiområde 10-40)
(kontrollampen (
15a
) er tændt).
Mens der indstilles et MIG-MAG-synergiprogram, kan man anvende Pulse arc
til at regulere den ønskede rettelse af lysbuens længde, der udregnes i synergi
(værdiområde mellem -5% og +5%) (kontrollampen (
15c
) er tændt).
Hvis en af funktionerne bi-level, pulse on pulse eller T
start
indstilles i
samme tilstand, står denne parameter for rettelsen af lysbuens længde på
hovedsvejseniveauet, der ligeledes udregnes i synergi (værdiområde mellem
-5% og +5%) (kontrollampen (
15c
) er tændt).
10b-
Short arc
Hvis funktionen bi-level indstilles i synergiprogrammerne MIG-MAG pulse arc,
er der mulighed for at regulere strømmen/trådens hastighed (med drejeknappen
(
14
)) og rettelsen af lysbuens længde (med drejeknap (
13
)) for det sekundære
svejseniveau, der udregnes i synergi (værdiområde mellem -5% og +5%)
(kontrollampen (
15c
) er tændt).
Short arc “PRG 0”
Hvis man vælger det manuelle program ”PRG 0” sammen med funktionen bi-
level, er der mulighed for at indstille trådens hastighed (med drejeknap (
14
),
(kontrollampen
16c
) er tændt) og den reelle lysbuespænding (med drejeknap
(
13
)) for det sekundære svejseniveau I
1
(værdiområde 10-40) (kontrollampen
(
15a
) er tændt).
Hvis en af funktionerne bi-level, pulse on pulse eller T
start
indstilles i tilstanden
MIG-MAG pulse arc, er der mulighed for at indstille strømmen I
1
og I
S
(I
start
) (med
drejeknappen (
14
)) og rettelsen af lysbuelængden (med drejeknap (
13
)) for det
sekundære svejseniveau, der udregnes i synergi (værdiområde mellem -5% og
+5%) (kontrollampen (
15c
) er tændt).
10c-
Short arc “PRG 0”
I den manuelle driftstilstand ”PRG 0” er der mulighed for at indstille trådens
hastighed ved svejsningens start for at optimere lysbuens udløsning (regulering





