Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 49 -
8- Aansluiting gasbuis (gasfles) voor lassen TIG.
9- Positieve snapmofverbinding (+) voor kabel lasstroom naar de draadvoeder.
10- Connector 14p voor kabel bediening draadvoeder.
11- Voedingskabel met kabelblokkering.
12- Connector 5p voor groep waterkoeling.
13- Zekering.
14- Contact USB.
4.1.2 Draadvoeder (FIG. B2)
op de voorkant:
1- Controlepaneel (zie beschrijving).
2- Connector 14p voor de verbinding van de afstandsbediening.
3- Snelkoppelingen voor waterleidingen van de toorts MIG.
4- Gecentraliseerde aansluiting voor toorts MIG (Euro).
op de achterkant:
5- Connector 14p voor bedieningskabel van verbinding met de lasmachine.
6- Positieve snapmofverbinding (+) voor kabel lasstroom van verbinding met de
lasmachine.
7- Aansluiting gasbuis (gasfles) voor het lassen MIG.
8- Snelkoppelingen voor verbinding toevoer- en retourbuizen koelwater .
9- Zekering.
4.2 CONTROLEPANEEL VAN DE LASMACHINE (FIG. C)
Het controlepaneel is opgestart (d.w.z. de bedieningen en de signaleringen zijn
actief) alleen indien de lasmachine niet verbonden is met de draadvoeder, of indien
het proces MMA of TIG is ingesteld. Ingeval de lasmachine verbonden is met de
draadvoeder, of indien de ingestelde functie MIG is, neemt deze laatste automatisch
de volledige controle en op de display (3) van de lasmachine zal het opschrift “feed”
gevisualiseerd worden.
1- LED van signalering Alarm
(de output van de lasmachine is geblokkeerd). Op
de display (3) verschijnt een alarmmelding.
Het herstel van de lasmachine is automatisch wanneer de oorzaak van het alarm
ophoudt.
2- LED aanwezigheid spanning in uitgang
(output actief).
3- Alfanumeriek display met 3 digit
. Duidt aan:
- De lasstroom in ampères.
De aangeduide waarde is de ingestelde, met lasmachine leeg, en is de reële
tijdens de werking.
- Een alarmmelding met de volgende codering:
- ”AL1” :
ingreep thermische bescherming van het primair circuit.
- ”AL2” :
ingreep thermische bescherming van het secundair circuit.
- ”AL3” :
ingreep bescherming voor te hoge spanning van de voedingslijn.
- ”AL4” :
ingreep bescherming voor te lage spanning van de voedingslijn .
- ”AL5” :
model met GRA: ingreep bescherming voor onvoldoende druk van
het circuit waterkoeling van de toorts. Niet automatisch herstel.
Model zonder GRA: gebrek verbinding connector van polarisatie
naar de machine (FIG. E).
-
“AL9” :
ingreep bescherming magnetische componenten.
-
“AL10” :
defect lijn serieel: serieel losgekoppeld.
-
“AL11” :
ingreep bescherming voor gebrek fase van de voedingslijn.
-
“AL12” :
defect lijn serieel: fout in de gegevens.
-
“AL13” :
te grote afzet van stof binnen in de lasmachine, herstel met:
- schoonmaak binnenkant machine;
- selectietoets parameters van het controlepaneel.
Bij de uitschakeling van de lasmachine kan gedurende enkele seconden de
melding
”AL11”
en
“OFF”
gevisualiseerd worden.
3a, 3b, 3c - LED van aanduiding meeteenheid in uitvoering (ampère,
seconden, percentage).
4- Bedieningsknop encoder.
Staat de regeling van de parameters van het lassen toe
(4a)
.
: Lasstroom in werkwijze TIG/MMA.
: In werkwijze TIG, staat de geleidelijke vermindering van de
stroom toe bij het loslaten van de drukknop toorts (regeling 0-3
seconden) en LED
(3b)
verlicht.
: In werkwijze TIG, neemt de betekenis van “Post-gas”, en staat
hierbij toe de tijd van uitstroming van het beschermend gas aan
te passen vertrekkend van de onderbreking van het lassen
(regeling 0,1-10 seconden en LED
(3b)
verlicht).
: Wordt uitsluitend actief gemaakt indien de werkwijze “SPOT”
geselecteerd is met de toets
(7)
. Staat de uitvoering van
puntlassen toe in de werkwijze TIG met controle van de tijdsduur
van het lassen (regeling 0,1-10 seconden en LED
(3b)
verlicht).
: In werking met elektrode MMA, de parameter neemt de betekenis
van “Arc force” en staat hierbij de instelling van de dynamische
overstroom toe (regeling 0-100% en LED
(3c)
verlicht).
5- Selectietoets van de lasprocedure.
Wanneer men op de toets drukt wordt de led verlicht in overeenstemming met de
werkwijze van lassen die men wenst toe te passen:
: beklede elektrode “MMA”.
: TIG-DC met ontsteking van de boog met contact (LIFT-ARC).
: MIG.
6- Toets van inschakeling van de afstandsbediening
.
Met LED
verlicht, kan de regeling uitsluitend uitgevoerd worden door
de afstandsbediening en meer in het bijzonder:
a) Bediening met één potentiometer:
staat de regeling van de lasstroom toe in
werkwijze TIG/MMA.
b) Bediening met twee potentiometers:
staat de regeling van de lasstroom
TIG/MMA en de regeling van de SLOPE DOWN in TIG of ARC FORCE in
MMA toe (automatische selectie LED parameter).
c) Bediening met pedaal:
staat de regeling toe van de lasstroom in werkwijze
TIG/MMA.
NOTA: De selectie “OP AFSTAND“ (REMOTE) is alleen mogelijk indien een
afstandsbediening effectief verbonden is met haar connector.
7- Selectietoets van de werkwijze van controle van de drukknop toorts TIG.
Wanneer men op de toets drukt wordt de LED verlicht in overeenstemming met:
: werking met 2 tijden, ON-OFF met drukknop ingedrukt.
: werking met 4 tijden, ON-OFF met drukknop losgelaten.
: werking in puntlassen TIG (SPOT).
4.2.1 CONTROLEPANEEL VAN DE DRAADVOEDER (FIG. D)
1- LED van signalering ALARM
(de output van de machine is geblokkeerd).
Het herstel is automatisch wanneer de oorzaak van het alarm ophoudt.
Alarmmeldingen uitsluitend aangeduid op de displays
(15)
en
(16)
:
-
“AL7” :
ingreep bescherming voor overstroom in lassen MIG-MAG.
-
“AL8” :
defect lijn serieel: kortsluiting in toorts.
Voor de overige zie “CONTROLEPANEEL VAN DE LASMACHINE” (par. 4.2).
2- LED van signalering AANWEZIGHEID SPANNING IN TOORTS OF OP
ELEKTRODE.
3- LED van signalering PROGRAMMERING LASMACHINE.
4 - Toets van oproep (RECALL)van verpersoonlijkte lasprogramma’s (zie par.
4.3.2.4).
5- Toets van opslag (SAVE) van verpersoonlijkte lasprogramma’s (zie par.
4.3.2.3).
6- Selectietoets lasprogramma en display met 2 digit.
Wanneer men achtereenvolgens op de toets drukt, visualiseert de display de
nummers van “0” tot “36”. Aan elk nummer van “1” tot “36” is een synergetisch
lasprogramma gekoppeld
(zie TAB. 3)
terwijl aan het nummer “0” de manuele
werkwijze van de lasmachine is gekoppeld, waar alle parameters kunnen
ingesteld worden door de operator (alleen in MIG-MAG SHORT en SPRAY
ARC).
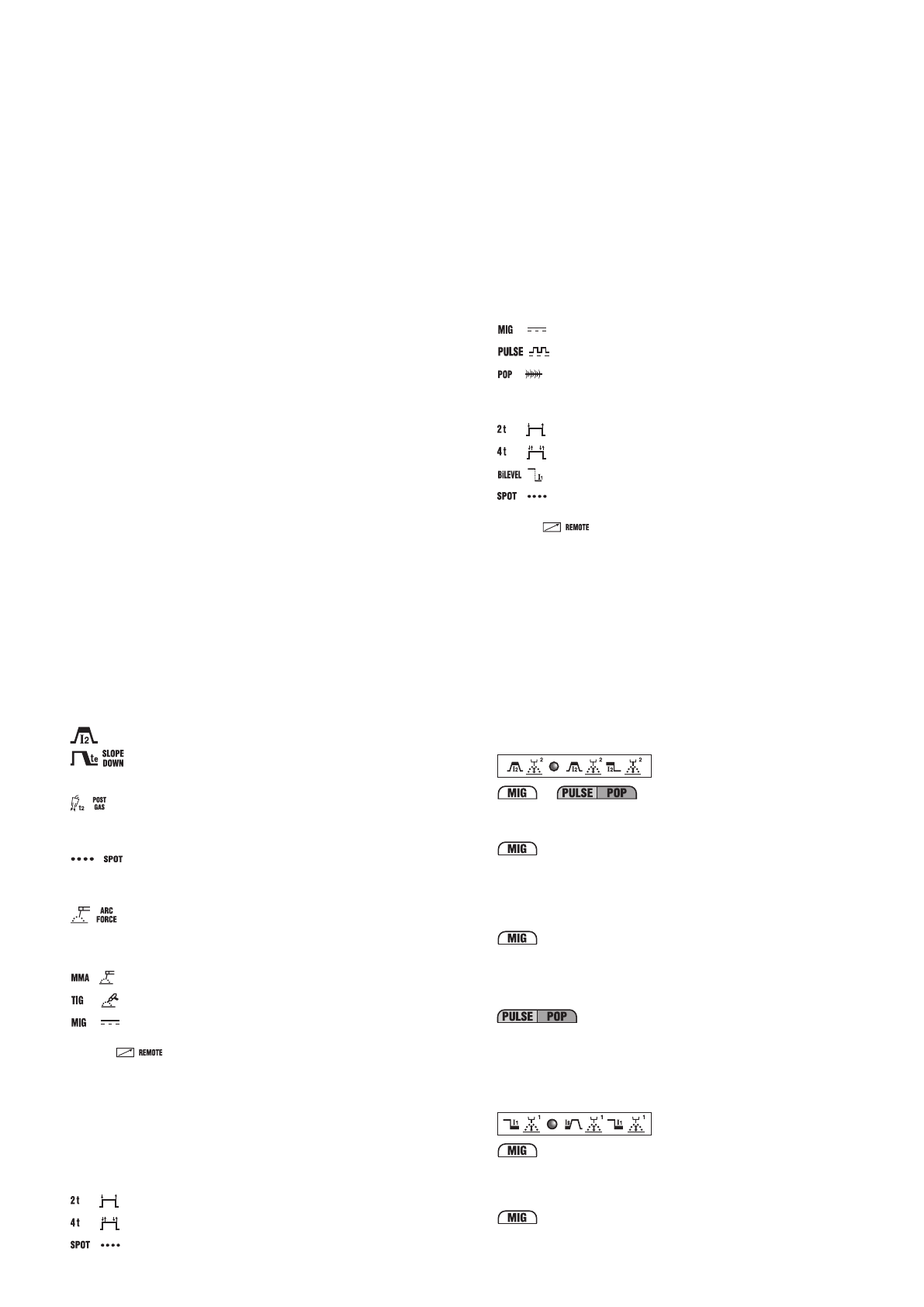
7- Selectietoets van de lasprocedure.
Wanneer men op de toets drukt wordt de LED verlicht in overeenstemming met
de werkwijze van lassen die men wenst toe te passen:
: MIG-MAG met werkwijze “SHORT/SPRAY ARC”.
: MIG-MAG met werkwijze “PULSE ARC”.
: MIG-MAG met werkwijze “PULSE ON PULSE”.
8- Selectietoets van de werkwijze van controle van de drukknop toorts MIG-
MAG.
Wanneer men op de toets drukt wordt de LED verlicht in overeenstemming met:
: werking met 2 tijden, ON-OFF met drukknop ingedrukt.
: werking met 4 tijden, ON-OFF met drukknop losgelaten.
: werking bi-level voor MIG-MAG, TIG.
: werking in puntlassen MIG-MAG (SPOT).
9- Toets van inschakeling van de afstandsbediening
.
Met LED
verlicht, kan de regeling uitsluitend worden uitgevoerd door
de afstandsbediening en meer in het bijzonder:
- bediening met twee potentiometers:
vervangt de functie van de knoppen
encoder
(14)
en
(13).
NOTA: De selectie “OP AFSTAND“ (REMOTE) is alleen mogelijk indien een
afstandsbediening effectief verbonden is met haar connector.
10- Selectietoets van de lasparameters.
Wanneer men achtereenvolgens op de toets drukt, wordt een van de LEDS
van
(10a)
tot
(10h)
verlicht waaraan een specifieke parameter is gekoppeld.
De instelling van de waarde van iedere geactiveerde parameter kan uitgevoerd
worden met de knop
(13)
en wordt aangeduid op de display
(15)
. Tijdens
deze instellingen regelt de knop
(14)
de waarde van het hoofdniveau van het
lassen aangeduid op de display
(16)
, zowel voor stroom als snelheid draad (zie
beschrijving punt
(14)
), behalve voor
(10b)
.
Alleen met de led
(10b)
aan staat de knop
(14)
toe de waarde van het secundair
niveau te regelen (zie beschrijving led
(10b)
).
Nota:
de parameters die niet gewijzigd kunnen worden door de operator,
naargelang hij aan het werken is met een synergetisch programma of in de
manuele werkwijze “PRG 0”, zijn automatisch uitgeschakeld uit de selectie; de
overeenstemmende LED wordt niet verlicht.
10a-
Deze parameter wordt automatisch gevisualiseerd tijdens de operaties van
lassen MIG-MAG, en duidt de reële boogspanning aan (led (15a) verlicht).
Regelingen:
Short arc
Tijdens de instelling van een synergetisch programma MIG-MAG Short arc, staat
toe de correctie te regelen die men wenst aan te brengen op de lengte van de
boog berekend in synergie (rang van -5% tot +5%) (led
(15c)
verlicht).
In dezelfde omstandigheden wanneer men de functie bi-level instelt, neemt de
parameter de betekenis van correctie van de booglengte van lassen, steeds
berekend in synergie (rang van -5% tot +5%) (led
(15c)
verlicht).
Short arc “PRG 0”
Steeds in werking MIG-MAG Short arc, manueel programma “PRG 0”, staat toe
de effectieve boogspanning in te stellen (rang 10-40) (led
(15a)
verlicht).
In dezelfde omstandigheden wanneer men de functie bi-level instelt, neemt de
parameter de betekenis van effectieve boogspanning van het hoofdniveau van
lassen (rang 10-40) (led
(15a)
verlicht).
Tijdens de instelling van een synergetisch programma MIG-MAG Pulse arc,
staat toe de correctie te regelen die men wenst aan te brengen op de lengte van
de boog berekend in synergie (rang van -5% tot +5%) (led
(15c)
verlicht).
In dezelfde omstandigheden wanneer men de functie bi-level, pulse on pulse of
T
start
instelt, neemt de parameter de betekenis van correctie van de booglengte
van het hoofdniveau van lassen, steeds berekend in synergie (rang van -5% tot
+5%) (led
(15c)
verlicht).
10b-
Short arc
In de synergetische programma’s MIG-MAG short arc, wanneer men de functie
bi-level instelt, staat toe de stroom/ snelheid draad te regelen (met knop
(14)
) en
de correctie van de booglengte (met knop
(13)
) van het secundair niveau van
lassen, berekend in synergie (rang van -5% tot +5%) (led
(15c)
verlicht).
Short arc “PRG 0”
Wanneer men het manueel programma selecteert “PRG 0” met de functie bi-
level, staat toe de snelheid van de draad te regelen (met knop
(14)
, (led
16c
)
verlicht) en de effectieve boogspanning (met knop
(13)
) van het secundair





