Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 146 -
4.2 SUVIRINIMO APARATO VALDYMO SKYDAS (PAV. C)
Valdymo skydas yra aktyvus (tai yra valdymo įtaisai ir signalai veikia) tik jei suvirinimo
aparatas nėra prijungtas prie vielos tiektuvo arba jei yra nustatytas darbo režimas
MMA arba TIG. Jei suvirinimo aparatas yra prijungtas prie vielos tiektuvo, arba yra
nustatytas MIG darbo režimas, pradeda veikti automatinis kontroliavimas ir suvirinimo
aparato displėjuje (3) bus rodomas užrašas “feed”.
1- Avarinės situacijos SIGNALINĖ LEMPUTĖ
(srovė į aparatą netiekiama).
Displėjuje (3) atsiranda pranešimas apie avarinę situaciją.
Pašalinus avarinės situacijos priežastį, suvirinimo aparato darbas atnaujinamas
automatiškai.
2- Įtampą išėjime rodanti SIGNALINĖ LEMPUTĖ
(aktyvus išėjimas).
3- 3 skaitmenų raidinis skaitmeninis displėjus
. Parodo:
- Suvirinimo srovę amperais.
Rodomas dydis, nustatytas prie tuščios suvirinimo aparato eigos, tuo tarpu
realusis dydis yra darbinis.
- Avarinės situacijos pranešimas turi tokias reikšmes:
- ”AL1” :
pirminio kontūro šiluminio saugiklio įsijungimas.
- ”AL2” :
antrinio kontūro šiluminio saugiklio įsijungimas.
- ”AL3” :
įtaiso, apsaugančio nuo maitinimo linijos pernelyg aukštos
įtampos, įsijungimas.
- ”AL4” :
įtaiso, apsaugančio nuo maitinimo linijos pernelyg žemos įtampos,
įsijungimas.
- ”AL5” :
modelis su GRA: įtaiso, apsaugančio nuo nepakankamo slėgio
degiklio aušinimo vandeniu kontūre. Darbo atsinaujinimas nėra
automatiškas.
modelis be GRA: Poliarizavimo jungtis nėra prijungta prie aparato
(PAV. E).
-
“AL9” :
įtaiso, apsaugančio magnetines dalis, įsijungimas.
-
“AL10” :
nuosekliosios linijos gedimas: nuoseklusis kištukas atjungtas.
-
“AL11” :
įtaiso, apsaugančio nuo maitinimo linijos fazės trūkumo,
įsijungimas.
-
“AL12” :
nuosekliosios linijos gedimas: duomenų klaida.
-
“AL13” :
pernelyg didelės dulkių sankaupos suvirinimo aparato viduje,
darbas vėl atnaujinamas tokiu būdu:
- suvirinimo aparato vidus yra išvalomas;
- valdymo skydo parametrų pasirinkimo mygtukas.
Išjungus suvirinimo aparatą, keletą sekundžių gali matytis užrašas
”AL11”
ir
“OFF”
.
3a, 3b, 3c - einamojo matavimo vieneto žymėjimo SIGNALINĖS LEMPUTĖS
(amperai, sekundės, procentai).
4- Encoder valdymo rankenėlė.
Leidžia suvirinimo parametrų reguliavimą
(4a).
: TIG/MMA režimo suvirinimo srovė.
: TIG režime leidžia laipsniškai sumažinti srovę atleidus degiklio
jungiklį (reguliavimas 0-3 sekundės) ir deganti signalinė lemputė
(3b)
.
: TIG režime, įgauna “Post-gas” reikšmę, tokiu būdu galima
nustatyti apsauginių dujų pasklidimo laiką nuo suvirinimo
pabaigos (reguliavimas 0,1-10 sekundžių ir deganti signalinė
lemputė
(3b).
: Yra aktyvus tik tokiu atveju, kai mygtuko
(7)
pagalba
pasirenkamas “SPOT” režimas. Leidžia atlikti TIG taškinio
suvirinimo darbus kontroliuojant suvirinimo trukmę (reguliavimas
0,1-10 sekundžių ir deganti signalinė lemputė
(3b)
.
: Naudojant elektrodus MMA režime, parametras įgauna “Arc
force” funkciją, leidžiančią dinaminės srovės perviršio nustatymą
(reguliavimas 0-100% ir dega signalinė lemputė
(3c)
).
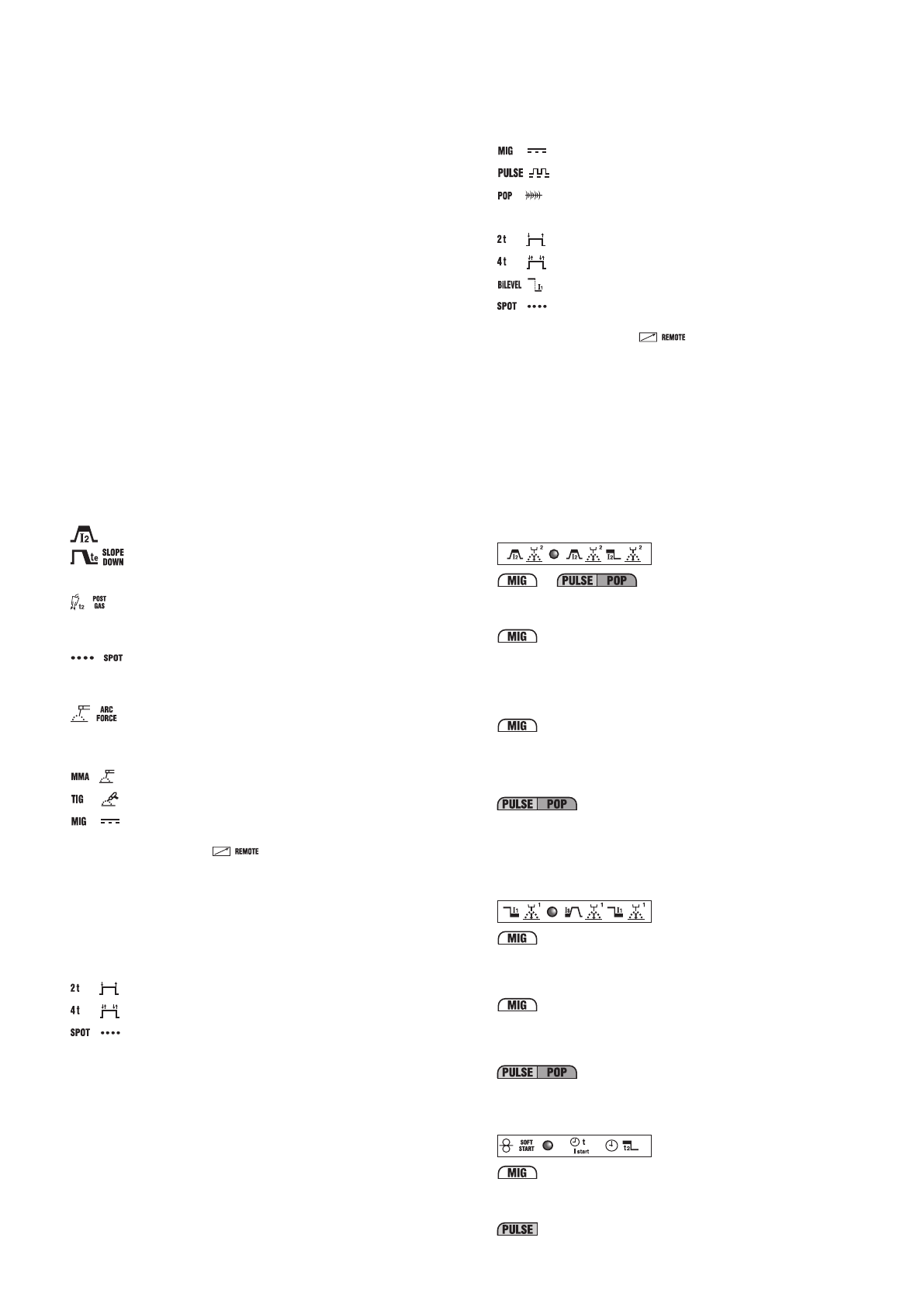
5- Suvirinimo proceso pasirinkimo mygtukas.
Paspaudus šį mygtuką, užsidega signalinė lemputė, esanti šalia pasirinkto
suvirinimo režimo:
: “MMA” glaistytas elektrodas.
: TIG-DC su kontaktiniu lanko uždegimu (LIFT-ARC).
: MIG.
6- Nuotolinio valdymo įvedimo mygtukas
.
Degant signalinei lemputei
, reguliavimas gali būti vykdomas tik
nuotoliniu būdu, tiksliau sakant:
a) Valdymas potenciometru:
leidžia suvirinimo srovės reguliavimą TIG/MMA
režime.
b) Valdymas dviem potenciometrais:
leidžia TIG/MMA suvirinimo srovės
reguliavimą ir SLOPE DOWN reguliavimą TIG režime bei ARC FORCE
reguliavimą MMA režime (automatinis LED parametro pasirinkimas).
c) Valdymas pedalu:
leidžia suvirinimo srovės reguliavimą TIG/MMA režime.
PASTABA: Pasirinkimas “NUOTOLINIS“ (REMOTE) yra galimas tik jeigu
nuotolinis valdymas yra iš tikrųjų prijungtas prie atitinkamos jungties.
7- TIG degiklio jungiklio valdymo režimo pasirinkimo mygtukas.
Paspaudus šį mygtuką užsidega signalinis diodas, atitinkantis:
: darbą 2 taktais, jungiklis ON-OFF paspaustas.
: darbą 4 taktais, jungiklis ON-OFF atleistas.
: darbą taškinio suvirinimo režime TIG (SPOT).
4.2.1 VIELOS TIEKTUVO VALDYMO SKYDAS (PAV. D)
1- PAVOJAUS SIGNALO SIGNALINĖ LEMPUTĖ
(srovė į aparatą netiekiama).
Pašalinus avarinės situacijos priežastį, suvirinimo aparato darbas atnaujinamas
automatiškai.
Displėjuose
(15)
ir
(16)
pasirodantys signaliniai pranešimai:
-
“AL7” :
Įtaiso, apsaugančio nuo pernelyg aukštos srovės MIG-MAG režime,
įsijungimas.
-
“AL8” :
nuosekliosios linijos gedimas: trumpas sujungimas degiklyje.
Dėl likusių žiūrėti skyrių “SUVIRINIMO APARATO VALDYMO SKYDAS” (par.
4.2).
2- SIGNALINĖ LEMPUTĖ, pranešanti apie ĮTAMPĄ DEGIKLYJE ARBA ANT
ELEKTRODO.
3- SIGNALINĖ LEMPUTĖ, pranešanti apie SUVIRINIMO APARATO
PROGRAMAVIMĄ.
4 - Personalizuotų suvirinimo programų iššaukimo (RECALL) mygtukas
(žiūrėti par. 4.3.2.4).
5- Personalizuotų suvirinimo programų išsaugojimo (SAVE) mygtukas
(žiūrėti par. 4.3.2.3).
6- Suvirinimo programos ir 2 skaitmenų displėjaus pasirinkimo mygtukas.
Spaudžiant pakartotinai šį mygtuką, displėjuje pasirodo skaitmenys nuo “0” iki
“36” imtinai. Kiekvienas numeris nuo “1” iki “36” yra susietas su sinergetine
suvirinimo programa
(žiūrėti LENT.3)
, tuo tarpu skaitmeniui “0” yra priskiriamas
rankinis suvirinimo aparato valdymas, kuriame operatorius gali nustatyti visus
parametrus (tik MIG/MAG SHORT ir SPRAY ARC režimuose).
7- Suvirinimo proceso pasirinkimo mygtukas.
Paspaudus šį mygtuką, užsidega šviesos diodas, esantis šalia pasirinkto
suvirinimo režimo:
: MIG-MAG režime “SHORT/SPRAY ARC”.
: MIG-MAG režime “PULSE ARC”.
: MIG-MAG režime “PULSE ON PULSE”.
8- MIG-MAG degiklio jungiklio valdymo režimo pasirinkimo mygtukas.
Paspaudus šį mygtuką užsidega signalinė lemputė, atitinkanti:
: darbą 2 taktais, jungiklis ON-OFF paspaustas.
: darbą 4 taktais, jungiklis ON-OFF atleistas.
: bi-level veikimą MIG-MAG, TIG režimuose.
: darbą taškinio suvirinimo režime MIG-MAG (SPOT).
9- Nuotolinio valdymo įvedimo mygtukas
.
Degant signalinei lemputei
, reguliavimas gali būti vykdomas tik
nuotoliniu būdu, tiksliau sakant:
- Valdymas dviem potenciometrais:
pakeičia encoder rankenėlių funkcijas
(14)
ir
(13)
.
PASTABA: Pasirinkimas “NUOTOLINIS“ (REMOTE) yra galimas tik jeigu
nuotolinis valdymas yra iš tikrųjų prijungtas prie atitinkamos jungties.
10- Suvirinimo parametrų pasirinkimo mygtukas.
Spaudžiant mygtuką paeiliui, užsidega viena iš signalinių lempučių nuo
(10a)
iki
(10h)
, kuris yra susieta su specifiniu parametru. Kiekvieno aktyvaus parametro
dydžio nustatymas yra vykdomas rankenėlės pagalba
(13)
ir parodomas
displėjuje
(15)
. Šių nustatymų metu rankenėlė
(14)
reguliuoja displėjuje
(16)
parodyto pagrindinio suvirinimo lygio dydį, bei jo srovę arba vielos padavimo
greitį (žiūrėti
(14)
punkto aprašymą), išskyrus
(10b)
.
Tik degant atitinkamai signalinei lemputei
(10b)
, galima rankenėle
(14)
reguliuoti
antrinio lygio vertes (žiūrėti signalinių lempučių aprašymą
(10b)
).
Pastaba:
tie parametrai, kurie negali būti keičiami operatoriaus, pagal tai,
ar dirbama sinergetinėje programoje, ar rankiniame režime “PRG 0”, yra
automatiškai pašalinami iš pasirinkimo; atitinkama signalinė lemputė neužsidega.
10a-
Šis parametras yra parodomas automatiškai MIG-MAG suvirinimo operacijų
metu, tuo pačiu nurodoma ir reali lanko įtampa (dega signalinė lemputė (15a)).
Reguliavimas:
Short arc
Sinergetinės MIG-MAG programos nustatymo metu Short arc leidžia reguliuoti
norimus įvesti sinergijoje apskaičiuotus lanko ilgio pataisymus (riba nuo -5% iki
+5%) (dega signalinė lemputė
(15c)
).
Prie tokių pat sąlygų nustačius funkciją bi-level, parametras įgauna pagrindinio
suvirinimo lygio lanko ilgio pataisymo reikšmę, taip pat suskaičiuotą sinergijoje
(riba nuo -5% iki +5%) (dega signalinė lemputė
(15c)
).
Short arc “PRG 0”
Vis dar dirbant režime MIG-MAG Short arc, rankinė programa “PRG 0” leidžia
nustatyti realiąją lanko įtampą (riba 10-40) (dega signalinė lemputė
(15a)
).
Prie tokių pat sąlygų nustačius funkciją bi-level, parametras įgauna pagrindinio
suvirinimo lygio realią lanko įtampos reikšmę (riba 10-40) (dega signalinė
lemputė
(15a)
).
Sinergetinės MIG-MAG programos nustatymo metu Pulse arc leidžia reguliuoti
norimus įvesti sinergijoje apskaičiuotus lanko ilgio pataisymus (riba nuo -5% iki
+5%) (dega signalinė lemputė
(15c)
).
Prie tokių pat sąlygų nustačius funkcijas bi-level, pulse on pulse arba T
start
,
parametras įgauna pagrindinio suvirinimo lygio lanko ilgio pataisymo reikšmę,
taip pat suskaičiuotą sinergijoje (riba nuo -5% iki +5%) (dega signalinė lemputė
(15c)
).
10b-
Short arc
Sinergetinėse programose MIG-MAG short arc, nustačius bi-level funkciją,
galima reguliuoti srovę/vielos greitį (rankenėlės pagalba
(14)
) ir antrinio
suvirinimo lygio lanko ilgio pataisymus (rankenėlės pagalba
(13)
), apskaičiuotus
sinergijoje (riba nuo -5% iki +5%) (dega signalinė lemputė
(15c)
).
Short arc “PRG 0”
Pasirinkus rankinę programą “PRG 0” su bi-level funkcija, galima reguliuoti
vielos padavimo greitį (rankenėlės pagalba
(14)
, (dega signalinė lemputė
16c
))
ir realią antrinio suvirinimo lygio lanko įtampą I
1
(rankenėlės pagalba
(13)
) (riba
10-40)((dega signalinė lemputė
(15a)
).
MIG-MAG pulse arc režime nustačius bi-level, pulse on pulse arba T
start
funkcijas,
galima reguliuoti srovę I
1
ir I
S
(I
start
)(rankenėlės pagalba
(14)
) ir antrinio suvirinimo
lygio lanko ilgio pataisymus (rankenėlės pagalba
(13)
), apskaičiuotus sinergijoje
(riba nuo -5% iki +5%)(dega signalinė lemputė
(15c)
).
10c-
Short arc “PRG 0”
Rankiniame režime “PRG 0” leidžiama pritaikyti vielos padavimo greitį prie
suvirinimo starto, tokiu būdu optimizuojant lanko uždegimą (reguliavimas
1-100% ir deganti signalinė lemputė
(15c)
).
2 TAKTŲ MIG-MAG Pulse arc režime leidžiamas pradinės srovės trukmės (T
start
)
reguliavimas. Nustačius nulinę parametro vertę, funkcija išjungiama, tuo tarpu





