Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 105 -
4.1.2 Alimentator cu sârmă (FIG. B2)
pe partea anterioară:
1- Panou de control (a se vedea descrierea).
2- Conector 14p pentru conectarea comenzii la distanţă.
3- Racorduri rapide pentru conductele de apă ale pistoletului MIG.
4- Racord centralizat pentru pistolet MIG (Euro).
pe latura posterioară:
5- Conector 14p pentru cablu de comandă de conectare cu aparatul de sudură.
6- Priză rapidă pozitivă (+) pentru cablu curent de sudură de conectare la aparatul
de sudură.
7- Racord ţeavă gaz (butelie) pentru sudură MIG.
8- Racorduri rapide pentru conectarea ţevilor de tur şi retur a apei de răcire.
9- Siguranţă fuzibilă.
4.2 PANOUL DE CONTROL AL APARATULUI DE SUDURĂ (FIG. C)
Panoul de control este abilitat (adică comenzile şi semnalizările sunt active) numai dacă
aparatul de sudură nu este conectat la alimentatorul cu sârmă sau este setat procesul
MMA sau TIG. În cazul în care aparatul de sudură este conectat la alimentatorul cu
sârmă sau dacă funcţia setată este MIG, aceasta din urmă preia automat controlul
complet, iar pe display-ul (3) aparatului de sudură va apărea scris „feed”.
1- LED de semnalizare Alarmă
(output-ul aparatului de sudură este blocat). Pe
display (3) apare un mesaj de alarmă.
Restabilirea aparatului de sudură este automată la încetarea cauzei alarmei.
2- LED prezenţa tensiunii la ieşire
(output activ).
3- Display alfanumeric cu 3 digit.
Indică:
- Curentul de sudură în amperi.
Valoarea indicată este cea setată cu aparatul de sudură în gol, iar în timpul
funcţionării este cea reală.
- Un mesaj de alarmă cu următoare codificare:
- ”AL1” :
intervenţia protecţiei termice a circuitului primar.
- ”AL2” :
intervenţia protecţiei termice a circuitului secundar.
- ”AL3” :
intervenţia protecţiei în caz de supratensiune a liniei de alimentare.
- ”AL4” :
intervenţia protecţiei în caz de subtensiune a liniei de alimentare.
- ”AL5” :
model cu GRA: intervenţia protecţiei în caz de presiune insuficientă
a circuitului de răcire cu apă al pistoletului de sudură. Restabilirea
nu se face automat.
model fără GRA: lipsa legăturii conectorului de polarizare la aparat
(FIG. E).
-
“AL9” :
intervenţia protecţiei componentelor magnetice.
-
“AL10” :
avarie linia serială: linie serială deconectată.
-
“AL11” :
intervenţia protecţiei datorită lipsei fazei liniei de alimentare.
-
“AL12” :
avarie linia serială: eroare în date.
-
“AL13” :
depunere excesivă de praf în interiorul aparatului de sudură,
restabilire prin:
- curăţarea internă a aparatului;
- tasta selectare parametri de pe panoul de control.
La stingerea aparatului de sudură se poate manifesta, timp de câteva secunde,
semnalizarea
”AL11”
şi
“OFF”
.
3a, 3b, 3c- LED pentru indicarea unităţii de măsură în curs (amperi,
secunde, procent).
4- Selector de comandă encoder.
Permite reglarea parametrilor de sudură
(4a).
: Curent de sudură în modalitatea TIG/MMA.
: În modalitatea TIG permite reducerea treptată a curentului la
eliberarea butonului pistoletului (reglare 0-3 secunde) şi LED
(3b)
aprins.
: În modalitatea TIG capătă semnificaţia de „Post-gas”, permiţând
adaptarea timpului de eflux al gazului de protecţie începând de la
oprirea sudurii (reglare 0,1-10 secunde şi LED
(3b)
aprins).
: Devine activ numai dacă este selectată modalitatea „SPOT” cu
tasta
(7)
. Permite efectuarea de punctări în modalitatea TIG cu
controlul duratei sudurii (reglare 0,1-10 secunde şi LED
(3b)
aprins).
: La funcţionarea cu electrod MMA, parametrul capătă semnificaţia
de “Arc force”, permiţând setarea supracurentului dinamic
(reglare 0-100% şi LED
(3c)
aprins).
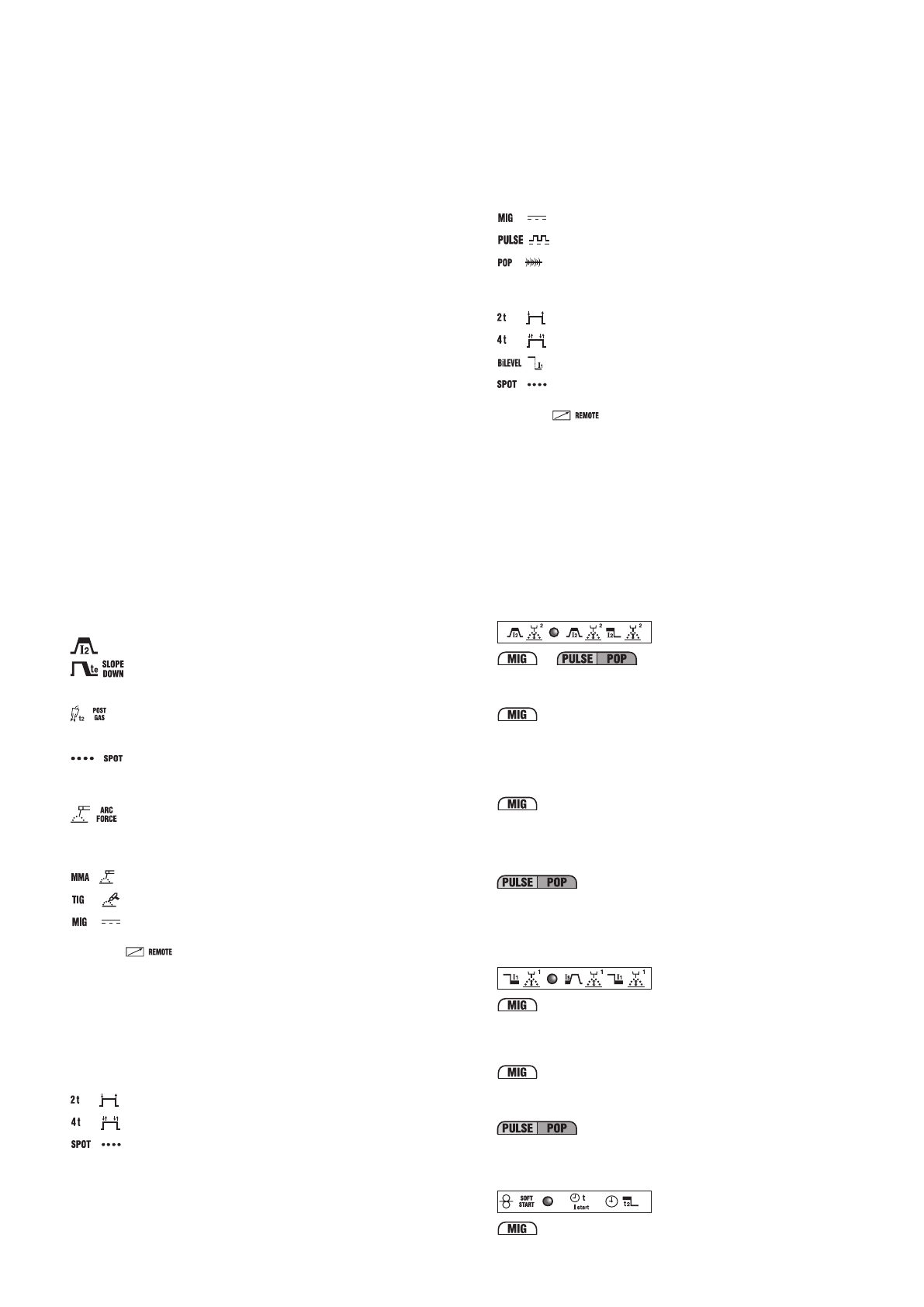
5- Tastă de selectare a procedeului de sudură.
Apăsând această tastă, LEDUL se aprinde corespunzător modalităţii de sudură
dorite:
: electrod învelit “MMA”.
: TIG-DC cu amorsarea arcului prin contact (LIFT-ARC).
: MIG.
6- Tastă de cuplare a comenzii la distanţă.
Cu LEDUL
aprins, reglarea poate fi efectuată exclusiv prin comanda
la distanţă, mai precis:
a) Comandă la un potenţiometru:
permite reglarea curentului de sudură în
modalitatea TIG/MMA.
b) Comandă la două potenţiometre:
permite reglarea curentului de sudură
TIG/MMA şi reglarea SLOPE DOWN în TIG sau ARC FORCE în MMA
(selectare LED parametru automată).
c) Comanda cu pedală:
permite reglarea curentului de sudură în modalitatea
TIG/MMA.
NOTĂ: Selectarea „LA DISTANŢĂ” (REMOTE) este posibilă numai dacă o
comandă la distanţă este conectată efectiv la conectorul prevăzut.
7- Tastă de selectare a modalităţii de control a butonului pistoletului TIG.
Apăsând această tastă, LEDUL se aprinde corespunzător:
: funcţionării în 2 timpi, ON-OFF cu butonul apăsat.
: funcţionării în 4 timpi, ON-OFF cu butonul eliberat.
: funcţionării în punctare TIG (SPOT).
4.2.1 PANOU DE CONTROL AL ALIMENTATORULUI CU SÂRMĂ (FIG. D)
1- LED de semnalare ALARMĂ
(output-ul aparatului este blocat).
Restabilirea este automată la încetarea cauzei alarmei.
Mesaje de alarmă exclusive indicate pe display-urile
(15)
şi
(16)
:
-
“AL7” :
intervenţia protecţiei datorită supracurentului la sudura MIG-MAG.
-
“AL8” :
avarie linia serială: scurt-circuit în pistolet.
Pentru celelalte, a se vedea „PANOULUI DE CONTROL AL APARATULUI DE
SUDURĂ” (par. 4.2).
2- LED de semnalare PREZENŢĂ TENSIUNE ÎN PISTOLET SAU PE ELECTROD.
3- LED de semnalizare PROGRAMARE APARAT DE SUDURĂ.
4 - Tastă de apelare (RECALL) a programelor de sudură personalizate (vezi
par. 4.3.2.4).
5- Tastă de memorizare (SAVE) a programelor de sudură personalizate (vezi
par. 4.3.2.3).
6- Tastă de selectare a programului de sudură şi display cu 2 digit.
Apăsând succesiv această tastă, pe display sunt afişate numerele cuprinse
între “0” şi “36”. Fiecărui număr dintre “1” şi “36” îi este asociat un program de
sudură sinergic
(vezi TAB
.
3)
, iar numărului “0” îi este asociată funcţionarea în
mod manual a aparatului de sudură, în care toţi parametrii pot fi setaţi de către
operator (numai în MIG-MAG SHORT şi SPRAY ARC).
7- Tastă de selectare a procedeului de sudură.
Apăsând această tastă, LEDUL se aprinde corespunzător modalităţii de sudură
dorite:
: MIG-MAG cu modalitatea „SHORT/SPRAY ARC”.
: MIG-MAG cu modalitatea „PULSE ARC”.
: MIG-MAG cu modalitatea „PULSE ON PULSE”.
8- Tastă de selectare a modalităţii de control a butonului pistoletului MIG-
MAG.
Apăsând această tastă, LEDUL se aprinde corespunzător:
: funcţionării în 2 timpi, ON-OFF cu butonul apăsat.
: funcţionării în 4 timpi, ON-OFF cu butonul eliberat.
: funcţionării bi-level pentru MIG-MAG, TIG.
: funcţionării în punctare MIG-MAG (SPOT).
9- Tastă de cuplare a comenzii la distanţă.
Cu LEDUL
aprins, reglarea poate fi efectuată exclusiv prin comanda
la distanţă, mai precis:
- comandă la două potenţiometre:
înlocuieşte funcţia selectoarelor encoder
(14)
şi
(13).
NOTĂ: Selectarea „LA DISTANŢĂ” (REMOTE) este posibilă numai dacă o
comandă la distanţă este conectată efectiv la conectorul prevăzut.
10- Tastă de selectare a parametrilor de sudură.
Apăsând succesiv tasta, se aprinde unul din LEDURILE de la
(10a)
la
(10h)
căruia îi este asociat un parametru specific. Setarea valorii fiecărui parametru
activat se efectuează cu ajutorul selectorului
(13)
şi este indicată pe display
(15)
.
În timpul acestor setări, selectorul
(14)
reglează valoarea nivelului principal de
sudură indicat pe display
(16)
, atât pentru curent, cât şi pentru viteza sârmei
(vezi descrierea de la punctul
(14)
), cu excepţia
(10b)
.
Numai cu ledul
(10b)
aprins, selectorul
(14)
permite reglarea valorii nivelului
secundar (vezi descrierea ledului
(10b)
).
Notă:
parametrii care nu pot fi modificaţi de operator, când se lucrează cu un
program sinergic sau în modalitatea manuală „PRG 0”, sunt excluşi în mod
automat de la selectare; LEDUL corespunzător nu se aprinde.
10a-
Acest parametru este vizualizat în mod automat în timpul operaţiunilor de sudură
MIG-MAG, indicând tensiunea reală a arcului (ledul (15a) aprins).
Reglări:
Short arc
În timpul setării unui program sinergic MIG-MAG Short arc permite reglarea
corecţiei care trebuie adusă lungimii arcului, calculată în sinergie (range de la
-5% la +5%) (led
(15c)
aprins).
În aceeaşi condiţie, setând funcţia bi-level, parametrul capătă semnificaţia de
corecţie a lungimii arcului la nivelul principal de sudură, calculată tot în sinergie
(range de la -5% la +5%) (led
(15c)
aprins).
Short arc “PRG 0”
Tot în funcţionarea MIG-MAG Short arc, programul manual „PRG 0”, permite
setarea tensiunii efective a arcului (range 10-40) (led
(15a)
aprins).
În aceeaşi condiţie, setând funcţia bi-level, parametrul capătă semnificaţia de
tensiune efectivă a arcului la nivelul principal de sudură (range 10-40) (led
(15a)
aprins).
În timpul setării unui program sinergic MIG-MAG Pulse arc permite reglarea
corecţiei care trebuie adusă lungimii arcului, calculată în sinergie (range de la
-5% la +5%) (led
(15c)
aprins).
În aceeaşi condiţie, setând funcţia bi-level, pulse on pulse sau T
start
, parametrul
capătă semnificaţia de corecţie a lungimii arcului la nivelul principal de sudură,
calculată tot în sinergie (range de la -5% la +5%) (led
(15c)
aprins).
10b-
Short arc
În programele sinergice MIG-MAG short arc, setând funcţia bi-level, permite
reglarea curentului/vitezei sârmei (cu selectorul
14)
) şi corecţia lungimii arcului
(cu selectorul
13)
) la nivelul secundar de sudură, calculată în sinergie (range de
la -5% la +5%) (led
(15c)
aprins).
Short arc “PRG 0”
Selectând programul manual „PRG 0” cu funcţia bi-level, permite reglarea vitezei
sârmei (cu selectorul
(14)
, (led
16c
) aprins) şi a tensiunii efective a arcului (cu
selectorul
(13)
) la nivelul secundar I
1
de sudură (range 10-40) (led
(15a)
aprins)
.
În modalitatea MIG-MAG pulse arc, setând funcţiile bi-level, pulse on pulse
sau T
start
, permite reglarea curentului I
1
şi I
S
(I
start
) (cu selectorul
(14)
) şi corecţia
lungimii arcului (cu selectorul
(13)
) la nivelul secundar de sudură, calculată în
sinergie (range de la -5% la +5%) (led
(15c)
aprins).
10c-
Short arc “PRG 0”
În modalitatea manuală „PRG 0”, permite adaptarea vitezei sârmei la pornirea
sudurii pentru a optimiza amorsarea arcului (reglare 1-100% şi LED
(15c)





