Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 50 -
niveau I
1
van lassen (rang 10-40)((led
(15a)
verlicht)
.
In werkwijze MIG-MAG pulse arc, wanneer men de functies bi-level, pulse
on
pulse of T
start
instelt, staat toe de stroom I
1
e I
s
(I
start
) te regelen (met knop
(14)
)
en de correctie van de booglengte (met knop
(13)
) van het secundair niveau van
lassen, berekend in synergie (rang van -5% tot +5%)(led
(15c)
verlicht).
10c-
Short arc “PRG 0”
In manuele werkwijze “PRG 0” , staat toe de snelheid van de draad aan te passen
aan het vertrek van lassen om de ontsteking van de boog te optimaliseren
(regeling 1-100% en LED
(15c)
verlicht).
In werkwijze MIG-MAG Pulse arc 2 TIJDEN, staat toe de tijdsduur van de
startstroom (T
start
) te regelen. Wanneer men de parameter op nul instelt, wordt de
functie gedesactiveerd, terwijl wanneer men een willekeurige waarde groter dan
nul instelt (regeling 0,1-3 seconden) het mogelijk is de LED
(10b)
te selecteren
om de correctie van de boogspanning en de waarde van de startstroom te regelen
(secundair niveau). De startstroom kan hoger of lager dan de hoofdstroom van
lassen worden ingesteld; een hogere startstroom is heel nuttig vooral voor het
lassen van aluminium en haar legeringen, dit staat immers toe het stuk sneller te
verwarmen (“Hot-start”).
In werkwijze MIG-MAG Pulse on pulse, staat toe de tijdsduur van de hoofdstroom
van lassen te regelen (regeling 0,1-10 seconden en LED (15b) verlicht).
10d-
Short arc “PRG 0”
In manuele werkwijze MIG-MAG “PRG 0”, staat toe de elektronische reactantie
te regelen (regeling 20-80% en LED
(15c)
verlicht). Een hogere waarde bepaalt
een warmer lasbad. In werkwijze bi-level is de elektronische reactantie gemeen
voor beide ingestelde niveaus.
In werkwijze MIG-MAG pulse arc bepaalt de parameter de vernauwing van
de boog. Hoe hoger de waarde en hoe meer geconcentreerd de boog tijdens
het lassen zal zijn. In een werkwijze van lassen die twee niveaus van stroom
gebruikt (bi-level, pulse on pulse of T
start
) is de vernauwing van de boog gemeen
voor beide ingestelde niveaus (+1% / -1%).
In werkwijze MIG-MAG Pulse on pulse, staat toe de tijdsduur van de secundaire
lasstroom te regelen (regeling 0,1-10 seconden en LED
(15b)
verlicht).
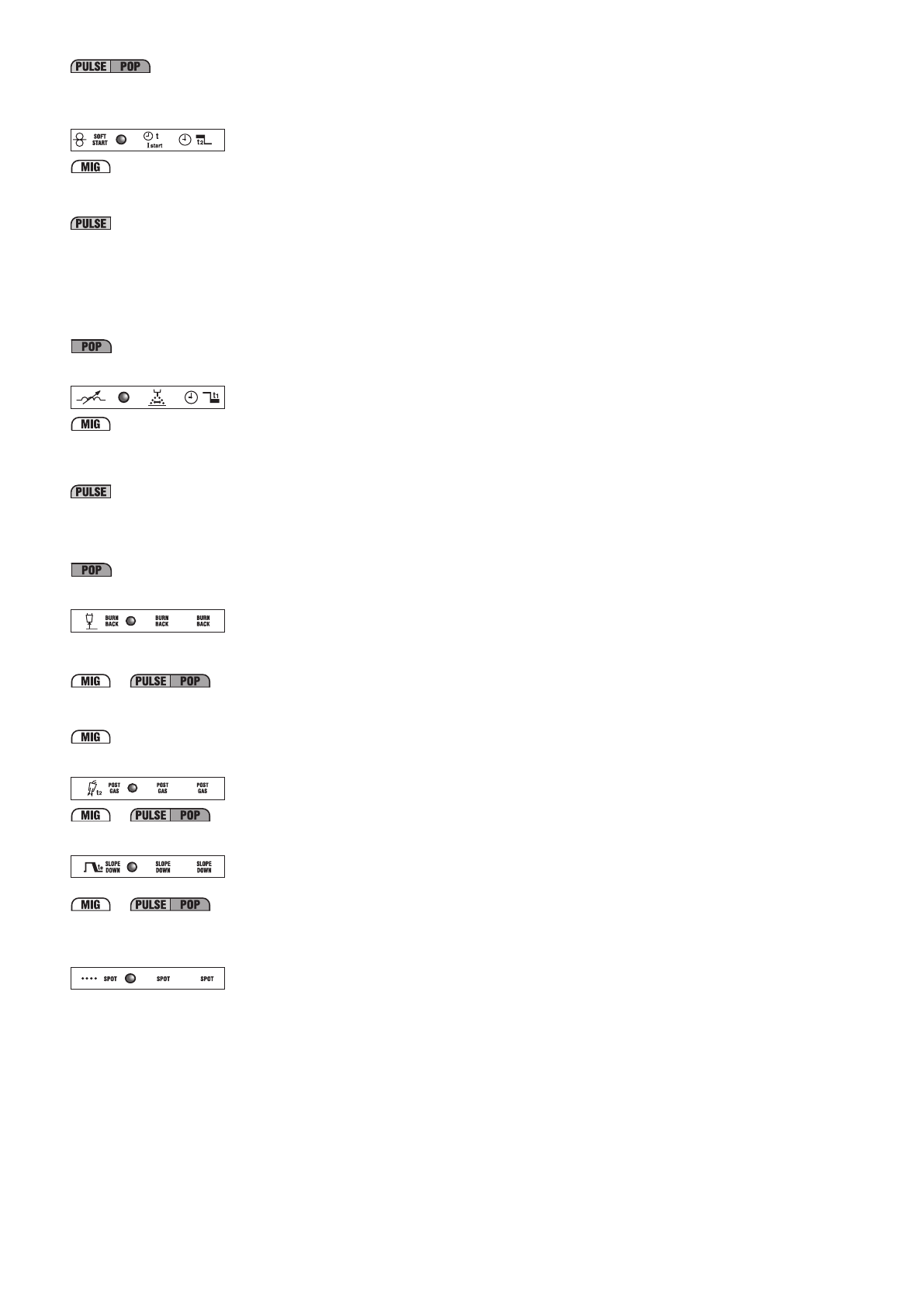
10e-
Verbranding draad bij de onderbreking van het lassen (BURN-BACK).
Staat toe de tijd van verbranding van de draad te regelen bij de onderbreking van
het lassen.
Tijdens de instelling van een synergetisch programma MIG-MAG, staat toe de
correctie te regelen die men wenst aan te brengen op de BURN_BACK TIME
berekend in synergie (rang -1% / +1% LED
(15c)
verlicht).
Short arc “PRG 0”
Met een geschikte instelling staat deze toe het vastlijmen van de draad aan het
stuk te voorkomen (regeling 0,001-1 seconden en led
(15b)
verlicht).
10f-
POST-GAS
Staat toe de tijd van gasuitstroming aan te passen vertrekkend van de
onderbreking van het lassen (regeling 0,1-10 seconden en LED
(15b)
verlicht).
10g-
Helling daling lasstroom (SLOPE DOWN).
Wordt uitsluitend actief gemaakt wanneer men synergetische programma’s MIG-
MAG SHORT ARC, PULSE ARC en PULSE on PULSE gebruikt.
Staat de geleidelijke vermindering van de stroom toe bij het loslaten van de
drukknop toorts (regeling 0-3 seconden en LED
(15b)
verlicht).
10h-
Tijd van puntlassen (SPOT TIME).
Wordt uitsluitend actief gemaakt indien de werkwijze “SPOT” geselecteerd is met
de toets
(8)
. Staat de uitvoering van puntlassen MIG-MAG toe met controle van
de tijdsduur van lassen (regeling 0,1-10 seconden en LED
(15b)
verlicht).
11- Toets van manuele activering van de elektromagnetische gasklep.
De toets staat de gasuitstroming toe (ontluchting buizen - regeling vermogen)
zonder dat men moet ingrijpen op de drukknop van de toorts; de toets is van
tijdelijke werking.
12- Toets manuele vooruitgang van de draad.
De toets staat toe de draad vooruit te doen gaan in de omhulling zonder dat
men moet drukken op de drukknop toorts; deze is van tijdelijke werking en de
snelheid van vooruitgang is vast.
13- Knop encoder voor de regeling van de lasparameters (zie 10a-10h).
14- Knop encoder.
De knop regelt:
- De lasstroom I
2
(led
(16a)
verlicht).
- De snelheid van vooruitgang van de draad (led
(16c)
verlicht).
- De dikte van het stuk gebruikt in het lassen (led
(16b)
verlicht).
In een werkwijze van lassen die twee stroomniveaus gebruikt (bi-level, pulse on
pulse of T
start
) met de led
(10b)
aan, regelt de knop:
- De lasstroom I
1
(led
(16a)
verlicht) van het secundair niveau.
- De snelheid van vooruitgang van de draad van het secundair niveau van
lassen (led
(16c)
verlicht).
- De dikte van het stuk gebruikt in het lassen (led
(16b)
verlicht) met verwijzing
naar het secundair niveau.
15- Alfanumeriek display met 3 digit.
Duidt aan:
- de waarde van de parameters van lassen (zie van
(10a)
tot
(10h)
) met werking
leeg.
- de reële boogspanning, in lassen.
NOTA: bij de onderbreking van het lassen, gaat de display automatisch over
naar de waarde van instelling.
- een alarmmelding (zie punt 1).
15a, 15b, 15c- LED van aanduiding meeteenheid in uitvoering (volt,
seconden, percentage).
16- Alfanumeriek display 3 digit.
Duidt aan:
- de waarde ingesteld met de knop encoder
(14)
.
- de reële stroom, in lassen.
NOTA: bij de onderbreking van het lassen, gaat de display automatisch over
naar de waarde van instelling.
- een alarmmelding (zie punt 1).
16a, 16b, 16c- LED van aanduiding meeteenheid in uitvoering (stroom ampère
(A), dikte in millimeters (mm) en snelheid draad meters/minuut (m/min)).
17- Selectietoets meeteenheid Ampère/Diktein m/min (LED (16a)(16b) (16c)).
In de synergetische programma’s MIG/MAG, staat toe met de encoder
(14)
respectievelijk de dikte van het te lassen materiaal, de lasstroom, de snelheid
van de draad in te stellen.
De instelling van iedere afzonderlijkeparameter (vb. dikte van het materiaal)
bepaalt automatisch de andere parameters (vb. lasstroom en snelheid van de
draad).
In “PRG 0” manuele selectie: alleen de regeling van de snelheid van de draad is
mogelijk (led
(16c)
verlicht).
4.3 OPROEP EN OPSLAAN VAN DE PROGRAMMA’S
4.3.1 OPROEP DOOR DE FABRIKANT VOOROPGESLAGEN PROGRAMMA’S
4.3.1.1 Programma’s SYNERGETISCHE MIG-MAG
De lasmachine voorziet 36
opgeslagen synergetische programma’s
, met
karakteristieken aangeduid in de tabel
(TAB. 3) waarnaar men moet verwijzen voor
de selectie programma aangepast aan het type van lassen dat men wenst uit te
voeren.
De selectie van een bepaald programma wordt uitgevoerd door achtereenvolgens de
toets “PRG” in te drukken waarmee op het display een nummer overeenstemt bevat
tussen “0” en “36” (met het nummer “0” stemt geen synergetisch programma overeen
maar de werking in de modaliteit manueel, zoals beschreven wordt in de volgende
paragraaf).
Nota: In een synergetisch programma is van prioritair belang de uitvoering van
de keuze van de gewenste modaliteit van transfer, PULSE ARC ofwel SHORT/
SPRAY ARC, middels de desbetreffende toets (zie FIG. D toets (7)).
Nota:
Alle typologieën van draad die niet voorzien zijn in de tabel kunnen
gebruikt worden in modaliteit manueel “PRG 0”.
4.3.1.2 WERKING IN MODALITEIT MANUEEL (“PRG 0”)
De werking in manueel stemt overeen met het cijfer “0” op het display en is alleen
actief indien eerder de modaliteit van transfer SHORT/SPRAY ARC geselecteerd
werd
(FIG. D toets (7))
.
In deze modaliteit, gezien er geen enkele synergie voorzien is, moeten alle parameters
van lassen manueel door de operator ingesteld worden.
Opgelet!
De instelling van alle parameters is vrij, dus is het mogelijk dat de eraan
toegekende waarden niet compatibel zijn met een correcte lasprocedure.
Nota: Het is NIET mogelijk de modaliteit van transfer PULSE ARC te gebruiken
in selectie manueel.
4.3.2 OPSLAAN EN OPROEPEN VAN GEPERSONALISEERDE PROGRAMMA’S
IN MIG-MAG
4.3.2.1 Inleiding
De lasmachine staat toe gepersonaliseerde werkprogramma’s op te slaan (SAVE)
m.b.t. een SET van parameters geldig voor een bepaalde lasoperatie. Elk opgeslagen
programma kan opgeroepen worden (RECALL) op gelijk welk ogenblik en plaatst
hierbij de lasmachine ter beschikking van de gebruiker “klaar voor het gebruik “ voor
een specifieke operatie die eerder geoptimaliseerd werd.
4.3.2.2 Capaciteit van opslag van verpersoonlijkte programma’s in MIG-MAG
De lasmachine voorziet de opslag van 40 verpersoonlijkte programma’s met verwijzing
naar de drie werkwijzen van overbrenging in synergie (SHORT/SPRAY ARC Pulse
arc en Pulse on pulse) en naar de werking in manuele werkwijze, met de volgende
kenmerken:
- SHORT/SPRAY ARC SYNERGETISCH: 10 programma’s die in het geheugen
kunnen opgeslagen worden (nummers beschikbaar van “1” tot “10”);
- SHORT/SPRAY ARC MANUEEL (“PRG=0”): 10 programma’s die in het geheugen
kunnen opgeslagen worden (nummers beschikbaar van “1” tot “10”);
- PULSE ARC SYNERGETISCH: 10 programma’s die in het geheugen kunnen
opgeslagen worden (nummers beschikbaar van “1” tot “10”);
- PULSE ARC SYNERGETISCH PULSE ON PULSE: 10 programma’s die in het
geheugen kunnen opgeslagen worden (nummers beschikbaar van “1” tot “10”).
NOTA: Om het programma dat men wenst te gebruiken op te roepen:
a) de keuze van de gewenste werkwijze van overbrenging uitvoeren PULSE
ARC, PULSE ARC PULSE-ON- PULSE of SHORT/SPRAY ARC ofwel
“PRG=0” selecteren indien de programma’s vooraf in manuele werkwijze
werden opgeslagen;
b) het nummer van het programma selecteren (zoals beschreven in de
par.4.3.1).
4.3.2.3 Procedure van opslaan (SAVE).
Nadat men de lasmachine op optimale wijze geregeld heeft voor een bepaalde
lasoperatie, moet men als volgt tewerk gaan
(zie FIG. D)
:
a) De toets
(5)
“SAVE” indrukken.
b) Op het display
(16)
verschijnt “
Pr
” en een nummer (bevat tussen “1” en “10”) op
het display
(15)
.
c) Door aan de knop encoder (zonder onderscheid
(13)
of
(14)
) te draaien, het
nummer kiezen waarmee men het programma wenst op te slaan (zie ook 4.3.2 ).
d) Opnieuw de toets “SAVE” indrukken.
e) De displays
(15)
en
(16)
knipperen.
f) De toets “SAVE” binnen de twee seconden terug indrukken.
g) Op de displays verschijnt “
St Pr
” , dus het programma is opgeslagen; na 2
seconden veranderen de displays automatisch naar de waarden m.b.t. de juist
opgeslagen parameters.
Nota. Indien met knipperende displays de toets “SAVE” niet terug wordt ingedrukt
binnen 2 seconden, geven de displays “
No St
” en het programma wordt niet
opgeslagen; de displays keren automatisch terug naar de beginaanwijzing.
4.3.2.4 Procedure van oproep van een gepersonaliseerd programma (RECALL)
Voordat men de operaties voor het oproepen van een programma uitvoert, moet men
controleren of de geselecteerde modaliteit van transfer (PULSE ARC,
PULSE ARC





