Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 98 -
2- 14p csatlakozódugó a távszabályozó csatlakoztatásához.
3- Gyorscsatlakozások a MIG hegesztőpisztoly vízvezetékeihez.
4- Központi csatlakozó a MIG hegesztőpisztolyhoz (Euro).
a hátsó oldalon:
5- 14p csatlakozódugó a vezérlő kábel hegesztőgéphez való csatlakoztatásához.
6- Pozitív gyorscsatlakozó (+) a hegesztőáram kábel hegesztőgéphez való
csatlakoztatásához.
7- Gázvezeték csatlakozás (palack) MIG hegesztéshez.
8- Gyorscsatlakozások a hűtővíz bemeneti és kimeneti vezetékek
csatlakoztatásához.
9- Biztosíték.
4.2 A HEGESZTŐGÉP ELLENŐRZŐ PANELE (C ÁBRA)
Az ellenőrző panel csak akkor engedélyezett (azaz a vezérlések és a kijelzők
aktívak), amikor a hegesztőgép nincs a huzaladagolóhoz csatlakoztatva, vagy az
MMA vagy TIG eljárás be van állítva. Amennyiben a hegesztőgép a huzaladagolóhoz
van csatlakoztatva, vagy a MIG funkció van beállítva, akkor ezutóbbi automatikusan
átveszi a teljes ellenőrzést és a hegesztőgép display-én (3) megjelenik a “feed” kiírás.
1- Vészhelyzet kijelző LED
(a hegesztőgép kimenete leblokkolt). A display-en (3)
egy vészjelző üzenet tűnik fel.
A hegesztőgép helyreállítása automatikus a vészhelyzet okának megszüntetése
után.
2- Kimeneti feszültség jelenlétét jelző LED
(aktív kimenet).
3- 3 számjegyű alfanumerikus display
. Az alábbiakat jelöli:
- A hegesztőáram amperben.
A megjelölt érték az üresjárati hegesztőgépnél beállított érték, míg a reális a
működés folyamán jelenik meg.
- Egy vészjelző üzenet az alábi kódolással:
- ”AL1” :
a primer áramkör termikus védelmének beavatkozása.
- ”AL2” :
a szekunder áramkör termikus védelmének beavatkozása.
- ”AL3” :
a tápvonal túlfeszültség-védelmének beavatkozása.
- ”AL4” :
a tápvonal feszültségesés-védelmének beavatkozása.
- ”AL5” :
modell GRA-val: a hegesztőpisztoly hűtővízrendszerében lévő
elégtelen nyomással szembeni védelem beavatkozása. Nem
automatikus visszaállítás.
GRA nélküli modell: polarizált csatlakozó géphez való bekötésének
hiánya (E ÁBRA).
-
“AL9” :
mágneses komponensek védelmének beavatkozása.
-
“AL10” :
sorozati vonal meghibásodása: kicsatlakoztatott sorozati vonal.
-
“AL11” :
a tápvonal fázisának hiányával szembeni védelem beavatkozása.
-
“AL12” :
sorozati vonal meghibásodása: hiba az adatokban.
-
“AL13” :
túlzott porlerakódás a hegesztőgép belsejében, a visszaállítás
módja:
- a gép belső tisztítása;
- az ellenőrző panel paraméterkiválasztó gombja.
A hegesztőgép kikapcsolásakor tapasztalható néhány másodpercig az
”AL11”
és
“OFF
(KI)
”
kijelzés.
3a, 3b, 3c – folyamatban lévő mértékegység kijelző LED (amper,
másodpercek, százalék).
4- Kódolóvezérlő szabályozógomb.
Lehetővé teszi a hegesztési paraméterek szabályozását
(4a)
.
: Hegesztőáram TIG/MMA üzemmódban.
: A TIG üzemmódban lehetővé teszi az áram fokozatos
csökkentését a hegesztőpisztoly gombjának elengedésére
(szabályozás 0-3 másodpercben) és kigyulladt LED
(3b)
.
: A TIG üzemmódban felveszi az “Post-gas
(Utógáz)
” jelentést,
lehetővé téve a védőgáz áramlási idejének beállítását a
hegesztés leállásától kezdődően (szabályozás 0,1-10
másodpercben és kigyulladt LED
(3b)
).
: Kizárólag csak akkor válik aktívvá, amikor a
(7)
gombbal
kiválasztásra kerül a “SPOT” üzemmód. Lehetővé teszi a
ponthegesztések végrehajtását TIG üzemmódban a hegesztés
időtartamának
ellenőrzésével
(szabályozás
0,1-10
másodpercben és kigyulladt LED
(3b)
).
: Az MMA elektródás üzemmódban a paraméter az “Arc force”
jelentést veszi fel, lehetővé téve a dinamikus túláram beállítását
(szabályozás 0-100% és kigyulladt LED
(3c)
).
5- Hegesztőeljárás kiválasztógomb.
A gomb benyomásával kigyullad az azon hegesztési üzemmódot jelző led,
amelyet alkalmazni kívánnak:
: “MMA” bevont elektróda.
: TIG-DC érintéses ívgyújtással (LIFT-ARC).
: MIG.
6- Távszabályozót bekapcsoló gomb
.
A LED
kigyulladása után a szabályozás kizárólag a távszabályozóval
hajtható végre és pontosabban:
a) Egy potenciométeres vezérlés:
lehetővé teszi a hegesztőáram
szabályozását TIG/MMA üzemmódban.
b) Két potenciométeres vezérlés:
lehetővé teszi a TIG/MMA hegesztőáram
szabályozását és a SLOPE DOWN szabályozását TIG-ben vagy az ARC
FORCE-t MMA-ban (automatikus paraméter kiválasztás LED).
c) Pedálos vezérlés:
lehetővé teszi a hegesztőáram szabályozását TIG/MMA
üzemmódban.
MEGJEGYZÉS: A “TÁVIRÁNYÍTÁS” (REMOTE) kiválasztása csak akkor válik
lehetővé, ha egy távvezérlő ténylegesen be van kötve a csatlakozódugóba.
7- A TIG hegesztőpisztoly nyomógomb ellenőrző üzemmód kiválasztógombja.
A gomb benyomásával a LED az alábbiaknak megfelelően kigyullad:
: 2 ütemű működtetés, ON-OFF
(BE-KI)
benyomott
nyomógombnál.
: 4 ütemű működtetés, ON-OFF
(BE-KI)
kiengedett
nyomógombnál.
: TIG ponthegesztéses működtetés (SPOT).
4.2.1 HUZALADAGOLÓ ELLENŐRZŐ PANEL (D ÁBRA)
1- VÉSZHELYZET kijelző LED
(a gép kimenete leblokkolt).
A helyreállítás automatikus a vészhelyzet okának megszüntetése után.
A
(15)
és
(16)
display-eken kijelzett, kizárólagos vészjelző üzenetek:
-
“AL7” :
túláram védelem beavatkozása MIG-MAG hegesztésnél.
-
“AL8” :
a sorozati vonal meghibásodása: rövidzárlat a hegesztőpisztolyban.
A fennmaradókkal kapcsolatban lásd a “HEGESZTŐGÉP ELLENŐRZŐ
PANELE”-t (4.2 bek.).
2- A HEGESZTŐPISZTOLYON VAGY AZ ELEKTRÓDÁN A FESZÜLTSÉG
JELENLÉTÉT kijelző LED.
3- HEGESZTŐGÉP PROGRAMOZÁS kijelző LED.
4 - A személyes hegesztési programokat behívó gomb (RECALL) (lásd 4.3.2.4
bekezd.).
5- A személyes hegesztési programokat memorizáló gomb (SAVE) (lásd
4.3.2.3 bekezd.).
6- Hegesztési programkiválasztó gomb és 2 számjegyű display.
A gomb egymásutáni benyomásával a display “0” és “36” közötti számokat
jelenít meg. Minden “1” és “36” közötti számhoz egy szinergikus hegesztési
program van hozzárendelve
(lásd 3. TÁBL.),
míg a “0”-hoz a hegesztőgép kézi
működtetése van társítva, amelynél minden paramétert a kezelő állíthat be (csak
MIG-MAG SHORT és SPRAY ARC üzemmódban).
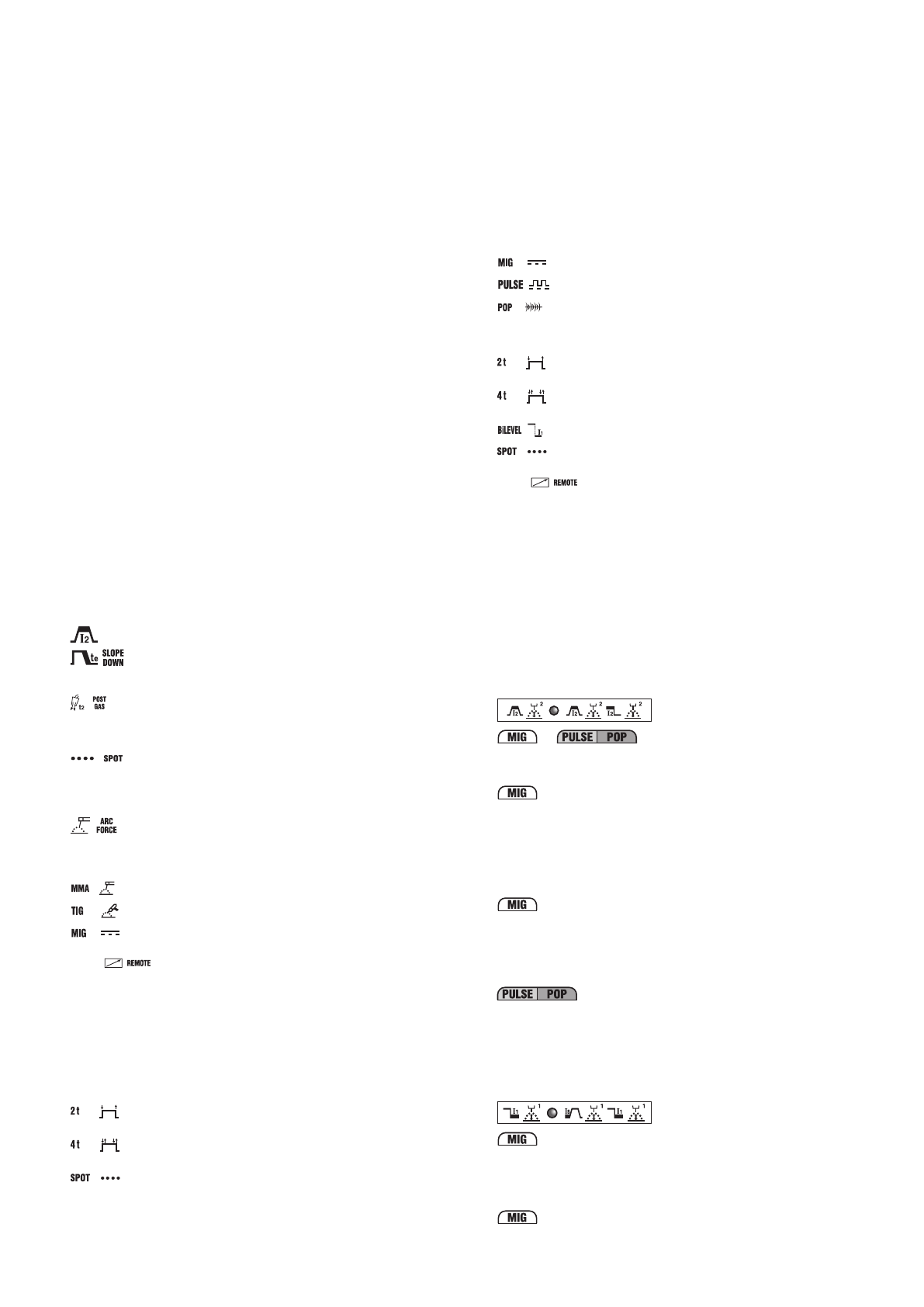
7- Hegesztőeljárás kiválasztógomb.
A gomb benyomásával kigyullad az azon hegesztési üzemmódot jelző LED,
amelyet alkalmazni kívánnak:
: MIG-MAG “SHORT/SPRAY ARC” üzemmódban.
: MIG-MAG “PULSE ARC” üzemmódban.
: MIG-MAG “PULSE ON PULSE” üzemmódban.
8- A MIG-MAG hegesztőpisztoly nyomógomb ellenőrző üzemmód
kiválasztógombja.
A gomb benyomásával a LED az alábbiaknak megfelelően kigyullad:
: 2 ütemű működtetés, ON-OFF
(BE-KI)
benyomott
nyomógombnál.
: 4 ütemű működtetés, ON-OFF
(BE-KI)
kiengedett
nyomógombnál.
: bi-level működtetés MIG-MAG-hoz, TIG-hez.
: MIG-MAG (SPOT) ponthegesztéses működés.
9- Távszabályozót bekapcsoló gomb
.
A LED
kigyulladása után a szabályozás kizárólag a távszabályozóval
hajtható végre, pontosabban:
- két potenciométeres vezérlés:
a kódoló szabályozógombok
(14)
és
(13)
funkcióját helyettesíti.
MEGJEGYZÉS: A “TÁVIRÁNYÍTÁS” (REMOTE) kiválasztása csak akkor válik
lehetővé, ha egy távvezérlő ténylegesen be van kötve a csatlakozódugójába.
10- Hegesztési paraméter kiválasztógomb.
A gomb egymásutáni benyomásával a
(10a)
és a
(10h)
közötti LEDEK egyike
kigyullad, azok mindegyikéhez egy specifikus paraméter van rendelve.
Valamennyi aktivált paraméter értékének beállítása a szabályozógomb
(13)
segítségével végrehajtható és annak értéke a display-en
(15)
megjelenik.
E beállítások folyamán a szabályozógomb
(14)
beállítja a display-en
(16)
megjelenített hegesztési alapszint értékét, úgy az áramot mint a huzal
sebességét (lásd a leírást a
(14)
pontban), a
(10b)
kivételével.
Csak a kigyulladt
(10b)
led esetén a szabályozógomb
(14)
lehetővé teszi a
szekunder szint értékének beállítását (lásd a
(10b)
led leírását).
Megjegyzés:
a kezelő által nem módosítható paraméterek automatikusan
ki vannak zárva a kiválasztásból aszerint, hogy szinergikus vagy manuális
üzemmódú programmal “PRG 0” dolgoznak; a hozzátartozó LED nem gyullad ki.
10a-
Ez a paraméter automatikusan megjelenik a MIG-MAG hegesztési folyamatok
során a tényleges ívfeszültség kijelzésével (kigyulladt led (15a)).
Szabályozások:
Short arc
Egy MIG-MAG Short arc szinergikus program beállítása folyamán lehetővé válik
annak a javításnak a beállítása, amelyet el akarnak végezni a szinergiában
kiszámított ívhosszúságon (-5%-tól +5%-ig terjedő tartományban) (kigyulladt led
(15c)
).
Ugyanazon feltétel mellett a bi-level funkció beállításával a paraméter a
hegesztési alapszint ugyancsak szinergiában kiszámított (-5%-tól +5%-ig terjedő
tartományban) (kigyulladt led
(15c)
) ívhosszúság javításának jelentését veszi
fel.
Short arc “PRG 0”
Ugyanúgy a MIG-MAG Short arc üzemmódban, kézi programban “PRG 0”
lehetővé válik a tényleges ívfeszültség beállítása (10-40 tartomány) (kigyulladt
led
(15a)
).
Ugyanazon feltétel mellett a bi-level funkció beállításával a paraméter a
hegesztési alapszint tényleges ívfeszültség jelentését veszi fel (tartomány 10-
40) (kigyulladt led
(15a)
).
Egy MIG-MAG Pulse arc szinergikus program beállítása folyamán lehetővé válik
annak a javításnak a beállítása, amelyet el akarnak végezni a szinergiában
kiszámított ívhosszúságon (-5%-tól + 5%-ig terjedő tartományban) (kigyulladt
led
(15c)
).
Ugyanazon feltétel mellett a bi-level, pulse on pulse vagy T start funkció
beállításával a paraméter a hegesztési alapszint ugyancsak szinergiában
kiszámított (-5%-tól + 5%-ig terjedő tartományban) (kigyulladt led
(15c)
)
ívhosszúság javításának jelentését veszi fel.
10b-
Short arc
A MIG-MAG short arc szinergikus programokban a bi-level funkció beállításával
lehetővé válik az áram/huzalelőtoló sebesség (a
(14)
szabályozógombbal)
szabályozása és a szinergiában kiszámított (-5%-tól + 5%-ig terjedő
tartományban) (kigyulladt led
(15c)
) szekunder hegesztési szint ívhosszúságának
a javítása (a
(13)
szabályozógombbal).
Short arc “PRG 0”
A kézi program “PRG 0” bi-level funkcióval való kiválasztása lehetővé teszi a
huzalelőtoló sebesség (a
(14)
szabályozógombbal, (kigyulladt led
16c)
, és a
szekunder I
1
hegesztési szint (10-40 tartomány) (kigyulladt led
(15a)
) tényleges





