Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 153 -
ilmub veateade.
Häire põhjustanud rikke kõrvaldamisel hakkab seade automaatselt uuesti tööle.
2- LED signaallamp, mis näitab väljuva pinge olemasolu
(edastatakse
väljundvoolu).
3- 3 kohaga alfanumeeriline kuvar.
Näitab:
- Keevitusvoolu amprites.
Kui keevitusseade on tühikäigul, kuvatakse seadistatud, töötava seadmega
aga tegelikku voolutugevust.
- Häireteateid järgmiste koodidega:
- ”AL1” :
rakendunud on primaarahela ülekuumenemiskaitse.
- ”AL2” :
rakendunud on sekundaarahela ülekuumenemiskaitse.
- ”AL3” :
rakendunud on toiteliini ülepingekaitse.
- ”AL4” :
rakendunud on toiteliini alapingekaitse.
- ”AL5” :
GRA mudel: rakendunud on põleti vesijahutussüsteemi
alarõhukaitse. Seade ei lülitu automaatselt uuesti sisse.
Ilma GRA-ta mudel: polariseeritud pistik pole seadmega ühendatud
vahel (JOON. E).
-
“AL9” :
rakendunud on magnetkomponentide kaitse.
-
“AL10” :
jadaliini rike: liini ühendused lahti.
-
“AL11” :
toiteliinis puudub faas, rakendunud on liini kaitse.
-
“AL12” :
jadaliini rike: viga andmetes.
-
“AL13” :
seadme sisemusse on ladestunud tolm, uuesti käivitamiseks:
- puhastage masina sisemus;
- kasutage juhtimispuldi parameetrite valiku nuppu.
Keevitusseadme väljalülitamisel võidakse hetkeks kuvada teadet
„AL11“
ja
„OFF“
.
3a, 3b, 3c LED näitavad kehtivat mõõtühikut (amprid, sekundid, protsendid).
4- Kooderi juhtimisnupp.
Võimaldab reguleerida keevitusparameetreid
(4a )
.
: Keevitusvoolu amprites TIG/MMA režiimil.
: TIG režiimil voolu järk-järgulist langust põleti lüliti lahtilaskmisel
(seaded vahemikus 0-3secondi sekundit) ja LED
(3b)
põleb).
: TIG režiimil kontrollib funktsiooni “Post-gas”, võimaldades seega
seadistada kaitsegaasi järelvoo kestust vastavalt keevitamise
lõpetamisele (seaded vahemikus 0,1-10 sekundit ja LED
(3b)
põleb).
: Sees ainult juhul, kui klahviga
(7)
on valitud töörežiim “SPOT”.
TIG režiimil võimaldab teostada punktkeevitust keevitusprotsessi
kestuse kontrolliga (seaded vahemikus 0,1-10 sekundit ja LED
(3b)
põleb).
: MMA elektroodi kasutamisel reguleeritakse sellega “Arc force”
funktsiooni, see tähendab keevitusvoolu dünaamilist kasvu
(vahemikus 0-100% ja LED
(3c)
põleb).
5- Keevitusrežiimi valiku klahv.
Klahvile vajutades süttib soovitud keevitusrežiimile vastav LED signaallamp:
: kattega elektrood “MMA”.
: TIG-DC kontaktsüütega (LIFT-ARC).
: MIG.
6- Klahv kaugjuhtimise sisselülitamiseks.
Kui LED
põleb, saab käske anda ainult kaugjuhtimise teel; järgnevalt
on ära toodud funktsioonide kirjeldus:
a) Ühe potentsiomeetriga juhtimine:
võimaldab TIG/MMA režiimil reguleerida
keevitusvoolu.
b) Kahe potentsiomeetriga juhtimine:
võimaldab TIG/MMA režiimil reguleerida
keevitusvoolu, TIG režiimil SLOPE DOWN ja MMA režiimil ARC FORCE
(automaatne parameetri LED valik).
c) Pedaaliga juhtimine:
võimaldab TIG/MMA režiimil reguleerida keevitusvoolu.
NB: Valik „KAUGJUHTIMINE“ (REMOTE) on võimalik ainult juhul, kui
kaugjuhtimisseade on vastavasse pistikusse ühendatud.
7- Klahv TIG põleti lüliti juhtimisrežiimi määramiseks.
Klahvile vajutades süttib LED signaallamp, mis vastab:
: 2-taktilisele töörežiimile, ON-OFF nupp alla vajutatud.
: 4-taktilisele töörežiimile, ON-OFF nupp vabastatud.
: TIG kontaktkeevitusrežiimile (SPOT).
4.2.1 TRAADIETTEANDEMEHHANISMI JUHTIMISPANEEL (JOON. D)
1- LED signaallamp Häire
(keevitusseadme väljundvool on katkestatud)
.
Häire põhjustanud rikke kõrvaldamisel hakkab keevitusseade automaatselt
uuesti tööle.
Spetsiaalsed veateated kuvaritel
(15)
ja
(16)
:
-
“AL7” :
MIG/MAG-keevitusel on rakendunud liigvoolukaitse.
-
“AL8” :
jadaliini rike: põleti lühis
Ülejäänud veateated vt. „KEEVITUSSEADME JUHTIMISPULT” (lõik 4.2).
2- LED signaallamp, mis annab märku sellest, et PÕLETI VÕI ELEKTROOD
ON PINGE ALL.
3- LED signaallamp KEEVITUSSEADME PROGRAMMEERIMINE.
4 - Klahv kasutaja poolt määratletud keevitusprogrammide sisselülitamiseks
(RECALL – vt. lõik 4.3.2.4).
5- Klahv kasutaja poolt määratletud keevitusprogrammide salvestamiseks
(SAVE – vt. lõik 4.3.2.3).
6- Keevitusprogrammi valiku klahv ja 2 numbrikohaga kuvar.
Järjest klahvile vajutades näidatakse kuvaril numbreid „0“ ja „36“ vahel. Igale
numbrile „1” ja „36“ vahel vastab üks sünergilistest keevitusprogrammidest
(vt.
TAB. 3)
numbrile „0“ aga vastab käsitsijuhtimisrežiim, mille korral seadmega
töötaja saab kõik keevitusparameetreid eraldi seadistada (ainult MIG/MAG
SHORT ja SPRAY ARC režiimil).
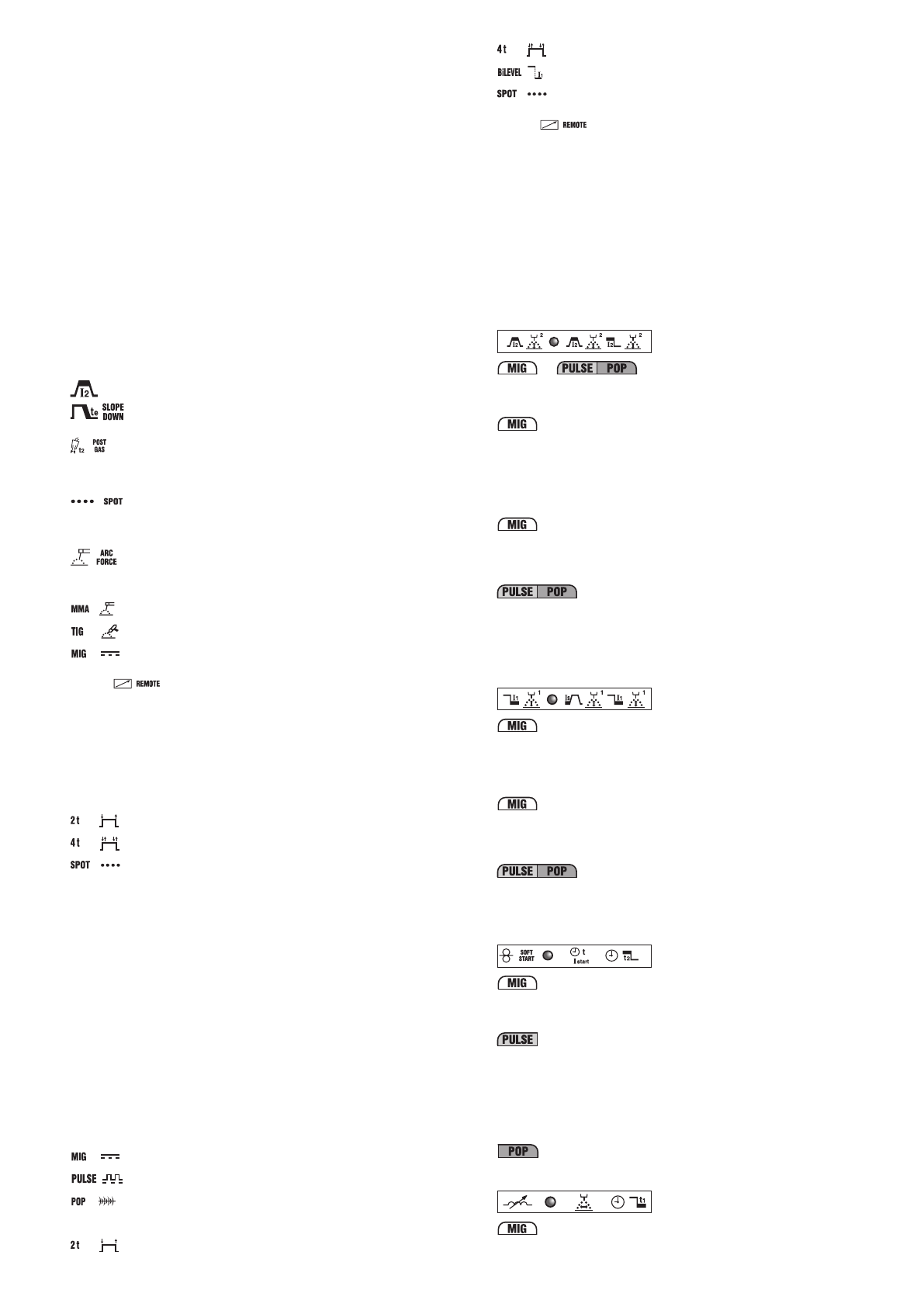
7- Keevitusrežiimi valiku klahv.
Klahvile vajutades süttib soovitud keevitusrežiimile vastav LED signaallamp:
: MIG/MAG režiimil „SHORT/SPRAY ARC”.
: MIG/MAG režiimil „PULSE ARC”.
: MIG/MAG režiimil „PULSE ON PULSE”.
8- Klahv MIG/MAG keevituskäpa nupu juhtimisrežiimi määramiseks.
Klahvile vajutades süttib LED signaallamp, mis vastab:
: 2-taktilisele töörežiimile, ON-OFF nupp alla vajutatud.
: 4-taktilisele töörežiimile, ON-OFF nupp vabastatud.
: MIG/MAG ja TIG korral bi-level keevitusele.
: MIG/MAG kontaktkeevitusele (SPOT).
9- Klahv kaugjuhtimise sisselülitamiseks.
Kui LED
põleb, saab käske anda ainult kaugjuhtimise teel; järgnevalt
on ära toodud funktsioonide kirjeldus:
- kahe potentsiomeetriga juhtimine:
täidab kooderi juhtimisnuppude
(14)
ja
(13)
funktsiooni.
NB: Valik „KAUGJUHTIMINE“ (REMOTE) on võimalik ainult juhul, kui
kaugjuhtimisseade on vastavasse pistikusse ühendatud.
10- Keevitusparameetrite valiku klahv.
Nupule järjest vajutades süttib üks LED signaallampidest
(10a)
kuni
(10h)
, mis
vastab teatud kindlale parameetrile. Kui parameetrite seadistamine on sisse
lülitatud, kasutatakse selleks juhtimisnuppu
(13)
ning seadistust näidatakse
kuvaril
(15)
. Seadistamise kestel reguleerib juhtimisnupp
(14)
kuvaril näidatavat
keevitamistoimingute peataset
(16)
, milleks on kas voolutugevus või traadi kiirus
(vt. kirjeldus punktis
(14)
), välja arvatud
(10b)
korral.
Ainult juhul kui LED
(10b)
põleb, võimaldab juhtimisnupp
(14)
reguleerida
alamtaset (vt. kirjeldus LED
(10b)
).
NB:
parameetrid, mida kasutaja muuta ei saa, jäetakse olenevalt sellest, kas
parajasti on sees sünergiline või käsitsijuhtimisprogramm „PRG 0“, automaatselt
valikust välja; vastav LED ei sütti.
10a-
Seda parameetrit kuvatakse automaatselt MIG/MAG keevituse korral, kusjuures
ära näidatakse kaare tegelik pinge (LED (15a) põleb).
Seadistused:
Short arc
Sünergilise MIG/MAG Short arc programmi seadistamisel võimaldab reguleerida
parandust, mis viiakse sisse keevituskaare seadetesse teisi seadeid arvesse
võtva arvutuse tulemusena (skaalal -5% kuni +5%) (LED
(15c)
põleb).
Kui lülitada samades tingimustes sisse funktsioon bi-level, näitab parameeter
keevitamise peatasemel keevituskaare seadetesse sisseviidavat parandust, mis
saadakse teisi seadeid arvesse võtva arvutuse tulemusena (skaalal -5% kuni
+5%) (LED
(15c)
põleb).
Short arc “PRG 0”
Režiimil MIG/MAG Short arc võimaldab käsitsijuhtimine („PRG 0”) seadistada
kaare tegelikku pinget (skaala 10-40)(LED
(15a)
põleb).
Kui lülitada samades tingimustes sisse funktsioon bi-level, näitab parameeter
kaare tegelikku pinget keevitamise peatasemel (skaalal 10-40) (led
(15a)
põleb).
Sünergilise MIG/MAG Pulse arc programmi seadistamisel võimaldab reguleerida
parandust, mis viiakse sisse keevituskaare seadetesse teisi seadeid arvesse
võtva arvutuse tulemusena (skaalal -5% kuni +5%) (LED (
15c
) põleb).
Kui lülitada samades tingimustes sisse funktsioon bi-level, pulse on pulse või
T
start
, näitab parameeter keevitamise peatasemel keevituskaare mõõtmetesse
sisseviidavat parandust, mis saadakse teisi seadeid arvesse võtva arvutuse
tulemusena (skaalal -5% kuni +5%) (LED
(15c)
põleb).
10b-
Short arc
Režiimil MIG/MAG short arc töötades ja seadistades funktsiooni bi-level saab
reguleerida voolutugevust/traadi kiirust (juhtimisnupuga
(14)
) ning keevitamise
alamtasemel keevituskaare seadetesse sisseviidavat parandust (juhtimisnupuga
(13)
), mis saadakse teisi seadeid arvesse võtva arvutuse tulemusena (skaalal
-5% kuni +5%)(LED
(15c)
põleb).
Short arc “PRG 0”
Valides funktsiooniga bi-level koos käsitsijuhtimise „PRG 0“, saab reguleerida
traadi kiirust (juhtimisnupuga
(14)
, (led
16c
) põleb) ning keevitamise alamtaseme
I
1
keevituskaare tegelikku pinget (juhtimisnupuga
(13)
) (skaalal 10-40) (LED
(15a)
põleb).
Režiimil MIG/MAG pulse arc töötades ja lülitades sisse funktsioonid bi-level,
pulse on pulse või T
start
, saab reguleerida voolu I
1
ja I
S
(I
start
) (juhtimisnupuga
(14)
)
ning keevitamise alamtasemel keevituskaare pikkuse seadetesse sisseviidavat
parandust (juhtimisnupuga
(13)
), mis saadakse teisi seadeid arvesse võtva
arvutuse tulemusena (skaalal -5% kuni +5%)(LED
(15c)
põleb).
10c-
Short arc “PRG 0”
Käsitsijuhtimisel „PRG 0” võimaldab kohaldada traadi kiiruse vastavalt
keevitamisprotsessile, et hõlbustada keevituskaare süütamist (seaded
vahemikus 1-100% ja LED
(15c)
põleb).
2-TAKTILISEL MIG-MAG Pulse arc režiimil töötades võimaldab reguleerida
startvoolu kestust (T
start
). Kui parameeter seatakse nulli, lülitub funktsioon
välja; kui väärtus on suurem kui null (vahemikus 0,1-3 sekundit), saab valida
LEDi
(10b)
, et reguleerida kaarepinge seadetesse tehtavat parandust ning
startvoolu väärtust (alamtase). Startvoolu võib seada harilikust keevitusvoolu
tugevusest madalamaks või kõrgemaks; kõrgem startvool on tulus ennekõike
juhul, kui keevitatakse alumiiniumi ja alumiiniumisulameid, kuna see võimaldab
keevitatava detaili kiiremini vajalikule temperatuurile viia („Hot-start”).
Režiimil MIG/MAG Pulse on pulse võimaldab reguleerida keevituse peataseme
voolu kestust (seaded vahemikus 0,1-10 sekundit ja LED (15b) põleb).
10d-
Short arc “PRG 0”
MIG/MAG käsitsijuhtimise “PRG 0” korral võimaldab seadistada elektroonilist
reaktantsi (vahemikus 20-80% ja LED
(15c)
põleb). Mida suurem on väärtus,





