Сварочное оборудование Telwin INVERPULSE 625 MIG TIG MMA - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.




















































































































































































- 77 -
den automatiskt full kontroll och texten “feed” visas på svetsens display (3).
1- LED för larmsignalering
(svetsens utgång är blockerad). På displayen (3) visas
ett larmmeddelande.
Svetsens återställning sker automatiskt då orsaken till larmet upphör.
2- LED för närvaro av spänning vid utgången
(aktiverad utgång).
3- Alfanumerisk display med 3 tecken
. Indikerar:
- Svetsström i Ampere.
Det indikerade värdet är det som är inställt med svetsen i tomgångsläge,
medan det är det faktiska värdet under funktionens gång.
- Larmmeddelandena indikerar följande:
- ”AL1” :
aktivering av huvudkretsens termiska skydd.
- ”AL2” :
aktivering av sekundärkretsens termiska skydd.
- ”AL3” :
aktivering av överspänningsskyddet i matningslinjen.
- ”AL4” :
aktivering av underspänningsskyddet i matningslinjen.
- ”AL5” :
modell med GRA: aktivering av skyddet på grund av ett otillräckligt
tryck inuti brännarens vattenavkylningskrets. Återställningen sker
inte automatiskt.
Modell utan GRA: ingen anslutning av kontaktdonet för maskinens
polarisering (FIG. E).
-
“AL9” :
aktivering av de magnetiska komponenternas skydd.
-
“AL10” :
fel på den seriella linjen: seriell anslutning frånkopplad.
-
“AL11” :
aktivering av skyddet på grund av avsaknad av matningslinjens
fas.
-
“AL12” :
fel på den seriella linjen: fel i datan.
-
“AL13” :
alltför mycket damm inuti svetsen, återställning med:
- invändig rengöring av maskinen;
- knapp för val av kontrollpanelens parametrar.
Då svetsen stängs av kan indikationen
”AL11”
och
“OFF”
visas i några
sekunder.
3a, 3b, 3c - LED för indikation av aktuell mätenhet (Ampere, sekunder,
procent).
4- Ratt för enkoderkontroll.
Möjliggör justering av svetsparametrarna
(4a)
.
: Svetsström i läget TIG/MMA.
: I läget TIG kan du utföra en gradvis minskning av strömmen då
du släpper brännarknappen (justering 0-3sekunder) och LED-
indikatorn
(3b)
lyser.
: I läget TIG blir det “Post-gas” vilket gör att man kan anpassa
tiden för skyddsgasens tillflöde från och med svetsningens stopp
(justering 0,1-10 sekunder och LED-indikatorn
(3b)
lyser).
: Den aktiveras endast om läget “SPOT” har valts med knappen
(7)
. Möjliggör utförandet av punktsvetsning i TIG-läge med
kontroll av svetsningens varaktighet (justering 0,1-10 sekunder
och LED-indikatorn
(3b)
lyser).
: Enligt MMA-elektroden, har parametern betydelsen “Arc force”
vilket gör att du kan ställa in den dynamiska överströmmen
(justering 0-100% och LED-indikatorn
(3c)
lyser).
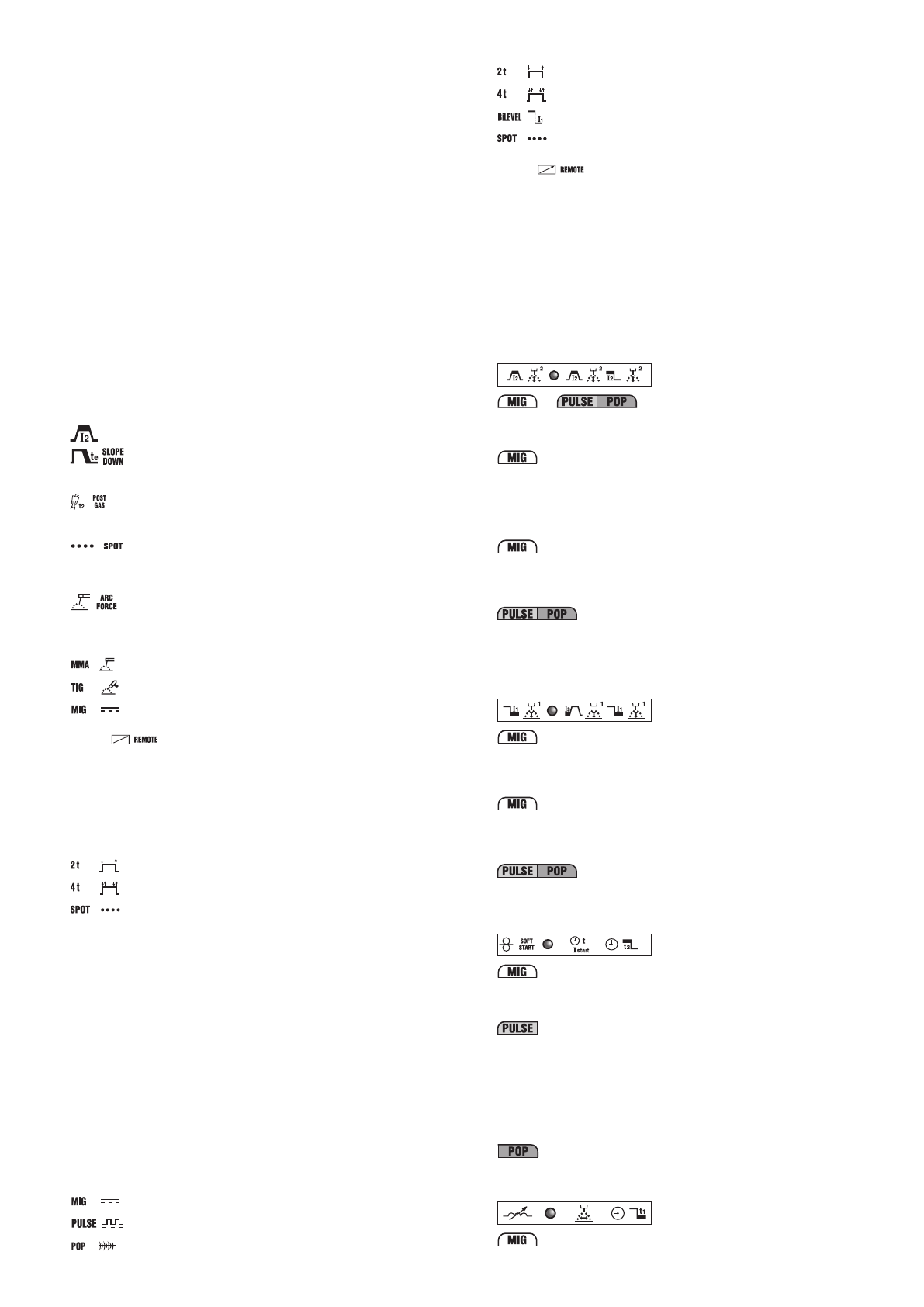
5- Knapp för val av svetsproceduren.
Tryck på knappen så tänds motsvarande LED-indikator i svetsningsläget du ska
använda:
: klädd “MMA”-elektrod.
: TIG-DC med aktivering av bågen vid kontakt (LIFT-ARC).
: MIG.
6- Knapp för aktivering av fjärrkontrollen
.
Då LED
lyser, kan justeringen endast utföras från fjärrkontrollen, dvs:
a) Kommando med en potentiometer:
möjliggör justering av svetsströmmen i
läget TIG/MMA.
b) Kommando med två potentimetrar:
möjliggör justering av svetsströmmen
TIG/MMA och justering av SLOPE DOWN i TIG eller ARC FORCE i MMA
(autoamtiskt val av parameter-LED).
c) Pedalkontroll:
möjliggör justering av svetsströmmen i läget TIG/MMA.
OBS: valet “FJÄRRKONTROLL“ (REMOTE) är möjligt endast om fjärrkontrollen
faktiskt har anslutits till kontaktdonet.
7- Knapp för val av kontrolläge för TIG-brännarknappen.
Då du trycker på knappen tänds LED-indikatorn enligt:
: funktion med 2 faser, ON-OFF med nedtryckt knapp.
: funktion med 4 faser, ON-OFF med uppsläppt knapp.
: TIG-punktsvetsningsfunktion (SPOT).
4.2.1 KONTROLLPANEL FÖR TRÅDMATAREN (FIG. D)
1- LED FÖR LARMSIGNALERING
(maskinens utgång är blockerad).
Återställningen sker automatiskt då orsaken till larmet upphör.
Larmmeddelanden indikeras på displayerna
(15)
och
(16)
:
-
“AL7” :
aktivering av skyddet mot överspänning i MIG-MAG-svetsning.
-
“AL8” :
fel i den seriella linjen: kortslutning i brännaren.
För övriga, se “SVETSENS KONTROLLPANEL” (stycke 4.2).
2-
LED för signalering AV SPÄNNINGSNÄRVARO I BRÄNNAREN ELLER
ELEKTRODEN.
3- LED för signalering AV SVETSENS PROGRAMMERING.
4 - Knapp för återkallande (RECALL) av personligt anpassade svetsprogram
(se stycke 4.3.2.4).
5- Knapp för minneslagring (SAVE) av personligt anpassade svetsprogram
(se stycke 4.3.2.3).
6- Knapp för val av svetsprogrammet och 2-siffrig display.
Om du trycker på knappen flera gånger i rad, visar displayen nummer mellan ”0”
och ”36”. Ett synergiskt svetsprogram
(se TAB. 3)
är kopplat till varje nummer
mellan “1” och “36” medan ”0” är kopplat till svetsens manuella funktion där alla
parametrar kan ställas in av operatören (endast i MIG-MAG SHORT och SPRAY
ARC).
7- Knapp för val av svetsproceduren.
Tryck på denna kanpp så att motsvarande LED-indikator tänds för det svetsläge
som du vill använda:
: MIG-MAG med läge “SHORT/SPRAY ARC”.
: MIG-MAG med läge “PULSE ARC”.
: MIG-MAG med läge “PULSE ON PULSE”.
8- Knapp för val av kontrolläget för brännarknappen MIG-MAG.
Då du trycker på denna knapp tänds LED-indikatorn för:
: funktion med 2 faser, ON-OFF med nedtryckt knapp.
: funktion med 4 faser, ON-OFF med uppsläppt knapp.
: funktion bi-level till MIG-MAG, TIG.
: funktion vid punktsvetsning MIG-MAG (SPOT).
9- Knapp för aktivering av fjärrkontrollen
.
Då LED
lyser, kan justeringen endast utföras med fjärrkontrollen, dvs:
- kontroll med två potentiometrar:
ersätter funktionen för enkoderrattarna
(14)
och
(13).
OBS: valet “FJÄRRKONTROLL“ (REMOTE) är möjlig endast om en fjärrkontroll
har anslutits till kontaktdonet.
10- Knapp för val av svetsparametrarna.
Om du trycker flera gånger på knappen, lyser en av LED-indikatorerna från
(10a)
till
(10h)
som en specifik parameter är kopplad till. Inställningen av värdet
för varje aktiverad parameter utförs med ratten
(13)
och indikeras på displayen
(15)
. Under dessa inställningar, reglerar ratten
(14)
värdet för svetsströmmens
huvudnivå som indikeras på displayen
(16)
, oavsett om det gäller strömmen eller
trådhastigheten (se beskrivningen i punkt
(14)
), utom för
(10b)
.
Endast då LED-indikatorn
(10b)
lyser kan ratten
(14)
reglera värdet för den
sekundära nivån (se beskrivningen på LED-indikatorn
(10b)
).
OBS:
parametrarna som inte kan ändras av operatören om han arbetar med
ett synergiskt program eller i manuellt läge är automatiskt uteslutna från valet.
Motsvarande LED-indikator tänds inte.
10a-
Denna parameter visas automatiskt under MIG-MAG-svetsningen för att indikera
faktisk spänningsbåge (led (15a) lyser).
Justeringar:
Short arc
Under inställningen av ett synergiskt program MIG-MAG Short arc kan man
reglera rättelsen som ska utföras på bågens längd beräknad i synergi (omfång
från -5% till +5%) (led
(15c)
lyser).
I samma tillstånd kan du ställa in funktionen Bi-level för att korrigera bågens
längd vid huvudströmmens nivå enligt synergi (fält från -5% till +5%) (led
(15c)
lyser).
Short arc “PRG 0”
I funktionen MIG-MAG Short Arc gör det manuella programmet “PRG 0” att du
kan ställa in faktisk bågspänning (fält 10-40) (led
(15a)
lyser).
I samma tillstånd kan du ställa in funktionen Bi-level för bågspänningens
huvudströmnivå (fält10-40) (led
(15a)
lyser).
Under inställningen av ett synergiskt program MIG-MAG Pulse arc kan man
reglera rättelsen som ska utföras på båglängden beräknad i synergi (fält från
-5% till +5%) (led
(15c)
lyser).
I samma tillstånd kan du ställa in nfunktionen Bi-level, Pulse on puls eller T
start
,
innebär parametern bågens längd i svetsströmmen som alltid beräknas i synergi
(fält från -5% till +5%) (led
(15c)
lyser).
10b-
Short arc
I synergiska MIG-MAG-program Short Arc, kan du ställa in funktionen Bi-Level
för att reglera ström/trådhastighet (med ratten
(14)
) och bågens längd (med
ratten
(13)
) för den sekundära svetsnivån, beräknat i synergi (fält från -5% till
+5%) (led
(15c)
lyser).
Short arc “PRG 0”
Om du väljer det manuella programmet “PRG 0” med funktionen Bi-level,
kan du reglera trådens hastighet (med ratten
(14)
, (led
16c
) lyser) och faktisk
bågspänning (med ratten
(13)
) för den sekundära svetsnivån) I
1
(fält 10-40)((led
(15a)
lyser)
.
I läget MIG-MAG pulse arc, kan nman genom att ställa in funktionerna Bi-level,
Pulse
on Pulse eller T
start
, reglera strömmen I
1
och I
S
(I
start
) (med ratten
(14)
) och
korrigering av bågens längd (med ratten
(13)
) för sekundär svetsnivå, som
beräknas i synergi (omfång från -5% till +5%) (led
(15c)
lyser).
10c-
Short arc “PRG 0”
I det manuella läget “PRG 0” kan du anpassa trådens hastighet till svetsens start
för att optimera bågens aktivering (justering 1-100% och LED-indikatorn
(15c)
lyser).
I läget MIG-MAG Pulse arc 2 FASER kan man reglera varaktigheten av den
inledande strömmen (T
start
). Om du ställer in parametern på noll, avaktiveras
funktionen medan om du ställer in vilket värde över noll som helst (justering
0,1-3 sekunder) kan du välja LED
(10b)
för att reglera bågens spänningsström
och värdet för den inledande strömmen (sekundärnivå). Den inledande
strömmen kan ställas in på ett högre eller lägre värde än huvudströmmen för
svetsningen. Ett högre värde är mycket användbart för svetsning av aluminium
och aluminiumlegeringar, eftersom det gör att man kan värma stycket snabbare
(“Hot-start”).
I läget MIG-MAG Pulse on pulse kan man reglera den huvudsakliga
svetsströmmens varaktighet (justering 0,1-10 sekunder och LED-indikatorn
(15b) lyser).
10d-
Short arc “PRG 0”
I läget manuale MIG-MAG “PRG 0” kan man reglera den elektroniska reaktansen





