Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































sakausējumiem.
UZMANĪBU:
NEDAUZIET elektrodu pret metināmo priekšmetu; pastāv risks, ka
TIG DC līdzstrāvas metināšanas laikā, kad elektrods ir pievienots pie negatīvā pola (-),
segums var sabojāties, līdz ar ko būs grūti dabūt loku.
parasti tiek izmantots elektrods ar 2% torija (sarkana svītra) vai elektrods ar 2% cērija
-
Pēc loka dabūšanas cenšaties turēt elektrodu noteiktā attālumā no konstrukcijas,
(pelēka svītra).
kas ir vienāds ar izmantojama elektroda diametru un metināšanas laikā mēģiniet
Volframa elektrods ir aksiāli jāuzasina ar abrazīvas ripas palīdzību, skatiet ZĪM. L,
saglabāt šo distanci nemainīgu; atcerieties, ka elektroda slīpumam uz tās
kust
ības
nodrošinot, lai tas gals būtu pilnīgi koncentrisks, lai izvairītos no loka novirzes.
Ir svarīgi
pusi jābūt vienādam ar apmēram 20-30 grādiem
.
slīpēt elektrodu gareniski tā virsmai.
Šī operācija ir periodiski jāatkārto, tās biežums ir
-
Metinātas šuves beigās pārvietojiet elektroda galu mazliet atpakaļ, pretēji tā kustības
atkarīgs no lietošanas veida un no elektroda nodiluma, kā arī tā jāveic, kad elektrods
virzienam, lai tas būtu virs loka krātera, lai to uzpildītu, pēc tam ātri paceliet elektrodu
kļūst netīrs, uz tā izveidojas oksīds vai ja elektrods tika nepareizi izmantots.
TIG DC
no kausējuma vannas, lai pārtrauktu loku
(METINĀTAS ŠUVES IZSKATS - ZĪM. N)
.
režīmā ir iespējama funkcionēšana 2 posmu (2T) vai 4 posmu (4T) režīmā.
6.1.3 Maiņstrāvas TIG AC metināšana
7. TEHNISK
Ā
APKOPE
Šis metināšanas tips ļauj metināt tādus metālus kā alumīnijs un magnēzijs, uz kuru
_____________________________________________________________________________________________________________________
virsmām izveidojas aizsargājošs un izolējošs oksīds.
Invertējot metināšanas strāvas
UZMAN
Ī
BU! PIRMS TEHNISKAS APKOPES VEIKŠANAS P
Ā
RLIECINIETIES,
polaritāti tiek panākta oksīda virsējā slāņa "plīšana", pateicoties mehānismam, ko sauc
KA METIN
Ā
ŠANAS APAR
Ā
TS IR IZSL
Ē
GTS UN ATSL
Ē
GTS NO BAROŠANAS
par "jonu smilšstrūklošanu".
Volframa elektroda spriegums pamīšus ir pozitīvs (EP) un
T
Ī
KLA.
negatīvs (EN).
EP posma gaitā oksīds tiek noņemts no virsmas ("tīrīšana" vai
_____________________________________________________________________________________________________________________
"kodināšana"), ļaujot izveidot vannu.
EN posma gaitā notiek maksimālā siltuma
pieplūde detaļai, kas ļauj metināt.
Ir iespējams mainīt AC maiņstrāvas režīma līdzsvaru,
7.1
PARASTA TEHNISK
Ā
APKOPE
kas ļauj samazināt EP strāvas laiku līdz minimumam, nodrošinot ātrāku metināšanu.
PARASTO TEHNISKO APKOPI VAR VEIKT OPERATORS.
Lielākas līdzsvara vērtības nodrošina ātrāku metināšanu, lielāku penetrāciju,
koncentrētāku loku, šaurāku metināšanas vannu un ierobežotu elektroda uzsildīšanu.
7.1.1
DEGĻA TEHNISKĀ APKOPE
Mazākas vērtības nodrošina tīrāku detaļu.
Pārāk zemas līdzsvara vērtības
-
Neatbalstiet degli un tā vadu pret karstām daļām; tas var izraisīt izolācijas materiāla
izmantošana izraisa loka un dezoksidētas daļas paplašināšanos, elektroda
kausēšanu, līdz ar ko deglis ātri izies no ierindas.
pārkarsēšanu ar turpmāku sfēras izveidošanos uz tā gala, kas sarežģī aizdedzi un
-
Periodiski pārbaudiet cauruļu un gāzes savienojumu hermētiskumu.
sabojā loka vērsumu.
Pārāk augstas līdzsvara vērtības izmantošana izraisa "netīru"
-
Labi savienojiet elektroda turētāju un kalibrētu gāzes smidzinātāju ar elektrodu, kura
metināšanas vannu ar tumšiem piemaisījumiem.
diametrs tika izvēlēts tā, lai izvairītos no pārkarsējuma, gāzes sliktas
Tabulā
(TAB. 5)
ir rezumētas AC maiņstrāvas metināšanas parametru mainīšanas
izsmidzināšanas, kas var kļūt par iemeslu ierīces sliktai darbībai.
sekas.
- Pirms katras izmantošanas
reizes pārbaudiet degļa uzgaļa detaļu nodiluma pakāpi
TIG AC režīmā ir iespējama funkcionēšana 2 posmu (2T) vai 4 posmu (4T) režīmā.
un montāžas pareizību: sprausla, elektrods, elektroda turētājs, gāzes smidzinātājs.
Turklāt, ir jāievēro norādījumi, kuri attiecas uz metināšanas metodi.
Tabulā
(TAB. 4)
ir norādīti aptuveni dati alumīnija metināšanai; piemērotākais elektrods
7.2 ĀRKĀRTĒJĀ TEHNISKĀ APKOPE
ir tīra volframa elektrods (zaļa svītra).
ĀRKĀRTĒJO
TEHNISKO APKOPI VAR VEIKT TIKAI PIEREDZ
Ē
JUŠAIS VAI
KVALIFIC
Ē
TS PERSON
Ā
LS, KURAM IR ZIN
Ā
ŠANAS ELEKTROMEH
Ā
NIKAS
6.1.4 Darba procedūra
JOM
Ā
.
_____________________________________________________________________________________________________________________
-
Noregulējiet metināšanas strāvu uz vēlamo vērtību ar roktura palīdzību;
nepieciešamības gadījumā metināšanas laikā noregulējiet reālu nepieciešamu
UZMAN
Ī
BU! PIRMS METIN
Ā
ŠANAS APAR
Ā
TA PANE
Ļ
U NO
Ņ
EMŠANAS UN
siltuma pieplūdi.
TUVOŠANOS IEKŠ
Ē
JAI DA
Ļ
AI P
Ā
RLIECINIETIES, KA METIN
Ā
ŠANAS APAR
Ā
TS
-
Nospiediet degļa pogu, lai pārbaudītu, vai gāze pareizi izplūst no degļa;
IR IZSL
Ē
GTS UN ATSL
Ē
GTS NO BAROŠANAS T
Ī
KLA.
nepieciešamības gadījumā kalibrējiet GĀZES PRIEKŠPADEVES (PRE GAS) un
Veicot p
ā
rbaudes kad metin
ā
šanas apar
ā
ta iekš
ē
jas da
ļ
as atrodas zem
PAPILDUS GĀZES PADEVES (POST GAS) ilgumu: šie ilgumi tiek regulēti atbilstoši
sprieguma var ieg
ū
t smagu elektrošoku pieskaroties pie zem spriegojuma
darba apstākļiem; it īpaši, papildus gāzes padevei jābūt tādai, lai pēc metināšanas
esošaj
ā
m deta
ļā
m un/vai var ievainoties, pieskaroties pie kust
ī
g
ā
m da
ļā
m.
ļautu elektrodam un vannai atdzist bez nonākšanas saskarē ar atmosfēru
_____________________________________________________________________________________________________________________
(oksidēšana un piesārņošana).
TIG režīms ar 2T secību:
-
Periodiski, biežums ir atkarīgs no ekspluatācijas režīma un apkārtējas vides
-
Nospiediet līdz galam degļa pogu (P.T.), aizdedziniet loku un saglabājiet 2-3mm
piesārņojuma, pārbaudiet metināšanas aparāta iekšējo daļu un notīriet uz
distanci līdz detaļai.
elektroniskajām platēm esošos putekļus ar ļoti mīkstas birstes un piemērotu
-
Lai pārtrauktu metināšanu, atlaidiet degļa pogu, rezultātā strāvas padeve tiks
šķīdinātāju palīdzību.
pakāpeniski samazināta līdz nulles vērtībai (ja ir ieslēgta BEIGU LĪKNES funkcija),
- Laiku pa laikam pārbaudiet, vai elektriskie savienojumi ir labi pieskrūvēti, un ka uz
vai loks tiks nekavējoties izslēgts un tiks uzsākta papildus gāzes padeve.
vadu izolācijas nav bojājumu.
TIG režīms ar 4T secību:
- Kad visas augstāk aprakstītas operācijas ir paveiktas, uzstādiet metināšanas
-
Pēc pirmās pogas nospiešanas tiek aizdedzināts
loks ar I
str
āvu. Atlaižot pogu
aparāta paneļus atpakaļ un pieskrūvējiet līdz galam fiksācijas skrūves.
Start
- Ir kategoriski aizliegts veikt metināšanas operācijas, kad metināšanas aparāts
strāva palielinās līdz metināšanas strāvai; šī vērtība saglabājas arī pēc pogas
atrodas atvērtā stāvoklī.
atlaišanas. Pēc atkārtotas pogas nospiešanas strāva samazinās saskaņā ar BEIGU
LĪKNES funkciju līdz I
str
āvai. Šī strāva saglabājas līdz pogas atlaišanai, kas
minima
izbeidz metināšanas ciklu un uzsāk PAPILDUS GĀZES padeves fāzi. Ja poga tiek
atlaista BEIGU LĪKNES funkcijas laikā, metināšanas cikls tiek nekavējoties
8. IESPĒJAMO PROBLĒMU RISINĀŠANA
pārtraukts un sākas PAPILDUS GĀZES padeves fāze.
GADĪJUMĀ JA METINĀŠANAS APARĀTA DARBĪBA IR NEAPMIERINOŠA, PIRMS
TIG režīms ar 4T secību un BI-LEVEL:
PAMATĪGĀKU PĀRBAUŽU VEIKŠANAS UN PIRMS GRIEZTIES TEHNISKĀS
-
Pēc pirmās pogas nospiešanas tiek aizdedzināts loks ar I
str
āvu. Atlaižot pogu
Start
APKOPES CENTRĀ, PĀRBAUDIET SEKOJOŠO:
strāva palielinās līdz metināšanas strāvai; šī vērtība saglabājas arī pēc pogas
-
Pārbaudiet, ka ar potenciometra ar graduēt
o
Ampēra skal
u
palīdzību noregulēta
atlaišanas. Pēc katras nākošas pogas nospiešanas (aizkavei starp nospiešanu un
metināšanas strāva atbilst izmantojama elektroda diame
tram un tipam.
atlaišanu jābūt nelielai), strāva pārslēdzas starp iestatīto parametra BI-LEVEL I
1
- Kad galvenais slēdzis ir pozīcijā “ON” jāiedegas attiecīgai lampiņai; ja tas nenotiek,
v
ērtību un pamatstrāvas I
v
ērtību.
problēma parasti ir barošanas līnijā (vadi, rozete un/vai kontaktdakša, drošinātāji
2
Nospiežot un turot pogu ilgāku laiku strāva samazinās līdz I
str
āvai. Šī strāva
utt.).
minima
- Pārbaudiet, ka nav ieslēgta dzeltena LED lampiņa, kas nozīmē, ka ir iedarbojusies
saglabājas līdz pogas atlaišanai, kas izbeidz metināšanas ciklu un uzsāk PAPILDUS
termiskā aizsargierīce pārsprieguma, sprieguma iztrūkuma vai ķēdes īsslēguma dēļ.
GĀZES padeves fāzi
(ZĪM. M)
. Ja poga tiek atlaista BEIGU LĪKNES funkcijas laikā,
- Pārliecinieties, ka tiek ņemta vērā atskaite par nominālo emitētspēju; gadījumā, ja ir
metināšanas cikls tiek nekavējoties pārtraukts un sākas PAPILDUS GĀZES
iedarbojusies termostatiskā aizsardzība uzgaidiet, kamēr
maš
īna pati atdzisīs,
padeves fāze.
pārbaudiet ventilatora darbderīgumu.
- Pārbaudiet līnijas spriegumu: ja tā vērtība ir pārāk liela vai pārāk maza, tad
6.2
MMA METINĀŠANA
metināšanas aparāts paliks bloķētā stāvoklī.
-
Ir obligāti jāievēro elektrodu ražotāja noradījumi par pareizu elektroda polaritāti un
- Pārbaudiet, vai uz metināšanas aparāta izejas nav īsslēguma: ja ir īsslēgums, tad
optimālu metināšanas strāvu (parasti šos noradījumu
s var atrast uz elektrodu
novērsiet tā cēloni.
iepakojuma).
- Pārbaudiet, vai metināšanas kontūra savienojumi ir izpildīti pareizi, it īpaši, ka
-
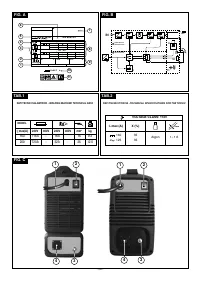
Metināšanas strāva ir atkarīga no izmantojama elektroda diametra un no
strāvas atgriešanas vada spaile ir labi piestiprināta pie metināmās daļas, un ka starp
savienojuma tipa, kurš ir jāizpilda; zemāk ir informācija par izmantojamo strāvu
tām nav izolējošo materiālu (piemēram, krāsas).
dažāda diametra elektrodiem:
- P
ārbaudiet, vai tiek izmantota pareiza aizsarggāze (99,5% Argons), un ka tā tiek
izmantota pareizā daudzumā.
Elektroda ø (mm)
Metināšanas strāva (A)
min.
maks.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
-
Ņemiet vērā, ka vienāda diametra elektrodiem paaugstināta strāva tiek izmantota
horizontālai metināšanai, bet vertikālai metināšanai un metināšanai virs metinātājam
izmanto zemāku strāvu.
-
Metināta savienojuma mehāniskais raksturojums ir atkarīgs ne tikai no izvēlētas
strāvas intensitātes, bet arī no citiem metināšanas parametriem, tādiem kā loka
garums, metināšanas ātrums un izvietojums, elektrodu diametrs un kvalitāte
(elektrodus nedrīkst glabāt mitrās telpās, tie ir jāglabā atbilstošajos iepakojumos vai
konteineros).
- Metināšanas raksturojumi ir atkarīgi arī no metināšanas aparāta ARC-FORCE
vērtības (dinamisks darba režīms).
Šo parametru var uzstādīt no pults vai no
tālvadības pults ar 2 potenciometriem.
- Ņemiet vērā, ka uzstādot ARC-FORCE parametra augstas vērtības tiek panākta
lielāka penetrācija un tas ļauj metināt jebkurā pozīcijā, parasti izmantojot bāziskos
elektrodus, savukārt, ARC-FORCE zemas vērtības dod mīkstāku loku, tas neveido
šļakatas, kuras ir raksturīgas rut
ila elektrodiem.
Turklāt, metināšanas aparāts ir aprīkots ar HOT START un ANTI STICK ierīcēm,
kuras nodrošina vieglu loka aizdedzi un aizsardzību pret elektroda pielipšanu pie
detaļas.
6.2.1
Darba procedūra
-
Turot masku SEJAS PRIEKŠĀ, paberziet metināmo detaļu ar elektroda galu it kā jūs
vēlētos aizdedzināt sērkociņu; tas ir vispareizākais veids kā var dabūt loku.
- 96 -





