Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































Fonction secondaire :
automatique. La borne de terre prévue doit être reliée au conducteur de terre (jaune-
FONCTIONNEMENT PULSÉ
vert) de la ligne d'alimentation. Le tableau
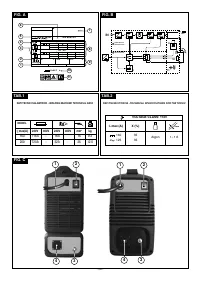
(TAB.1)
indique les valeurs conseillées,
En mode TIG CA/CC, active la fonction PULSÉ et permet la régulation du courant
exprimées en ampères, des fusibles retardés de ligne sélectionnés en fonction du
de second niveau I pouvant être alterné au courant principal I durant la pulsation.
courant nominal max. distribué par le poste de soudage et de la tension nominale
1
2
d'alimentation.
La valeur du courant I peut varier entre la valeur min. de courant et la valeur du
1
courant principal de soudage I .
2
____________________________________________________________________________________________________________________
Pour désactiver le fonctionnement en PULSÉ, tourner le codeur dans le sens
inverse des aiguilles d'une montre jusqu'à affichage sur l'écran de "OFF".
ATTENTION! La non-observation des règles indiquées ci-dessus annule
l'efficacité du système de sécurité prévu par le constructeur (classe I) et peut
entraîner des risques importants pour les personnes (risques de choc
électrique) et les appareils (risques d'incendie).
____________________________________________________________________________________________________________________
5.4 CONNEXIONS DU CIRCUIT DE SOUDAGE
DEL 4
____________________________________________________________________________________________________________________
Fonction primaire :
ATTENTION! TOUTES LES OPÉRATIONS DE CONNEXION DU CIRCUIT
RAMPE FINALE
DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE SOUDAGE ÉTEINT ET
En mode TIG CA/CC régule la RAMPE FINALE du courant de soudage sur
DÉBRANCHÉ DU RÉSEAU D'ALIMENTATION ÉLECTRIQUE.
relâchement du poussoir torche ; cette régulation permet d'éviter toute formation
Le tableau
(TAB. 1)
indique les valeurs conseillées pour les câbles de soudage (en
2
d'un cratère à la fin du soudage et permet le remplissage avec le matériau d'apport
mm ) en fonction du courant maximal distribué par le poste de soudage.
durant la phase de descente du courant.
____________________________________________________________________________________________________________________
Fonction secondaire :
5.4.1 Soudage TIG
Fréquence :
Connexion torche
En mode TIG CA/CC PULSÉ (I est différent de Off) permet de configurer la
1
- Insérer le câble porte-courant dans la borne rapide prévue (-). Connecter le
fréquence de pulsation.
connecteur à trois pôles (poussoir torche) à la prise prévue. Connecter le tube gaz de
En mode TIG CA avec pulsation désactivée (I = Off), permet la régulation de la
1
la torche au raccord prévu.
fréquence en CA.
Connexion câble de retour du courant de soudage
- Doit être connecté à la pièce à souder ou au banc métallique sur lequel elle est posée,
le plus près possible du raccord en cours d'exécution.
Ce câble doit être connecté à la borne portant le symbole (+).
Connexion à la bouteille de gaz
- Visser le réducteur de pression à la valve de la bouteille de gaz en interposant si
DEL 5
nécessaire la réduction fournie comme accessoire.
- Connecter le tube d'entrée du gaz au réducteur et serrer le collier fourni.
Fonction primaire :
- Desserrer la bague de régulation du réducteur de pression avant d'ouvrir la valve de
POST GAZ
la bouteille.
En mode TIG CA/CC, permet le réglage du temps de prégaz en secondes.
- Ouvrir la bouteille et réguler la quantité de gaz (l/min) selon les données indicatives
Fonction secondaire :
d'utilisation, voir tableau
(TAB. 4)
; il est possible de régler si nécessaire le débit de
BALANCE
gaz durant le soudage au moyen de la bague du réducteur de pression. Contrôler la
En mode TIG CA/CC pulsé, permet le réglage du BALANCE. Ce paramètre
tenue des conduites et raccords.
représente le rapport (en pourcentage) entre le temps durant lequel le courant se
ATTENTION ! Toujours fermer la valve de la bouteille de gaz à la fin de
trouve à son niveau le plus élevé I et la période totale de pulsation. En mode TIG CA
2
l'opération.
(avec pulsation désactivée) le paramètre représenté indique également le rapport
entre le temps durant lequel la polarité du courant est EN (électrode négative) et la
5.4.2 Soudage MMA
période totale du courant alternatif. Plus la valeur positive est élevée et plus la
La quasi-totalité des électrodes enrobées doivent être connectées au pôle positif (+) du
pénétration de soudage est importante.
générateur, à l’exception des électrodes acides, lesquelles doivent être connectées au
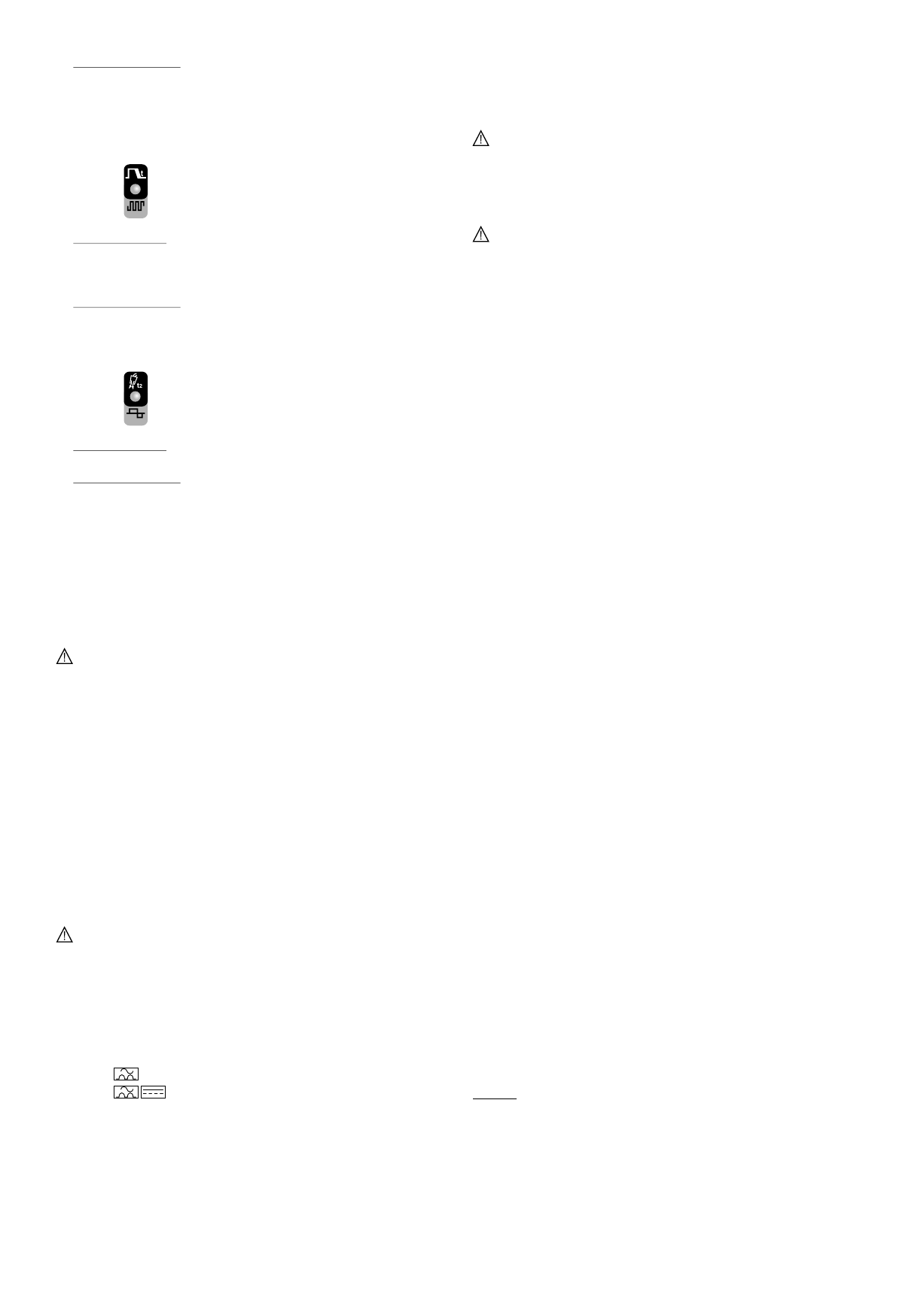
7-
Prise rapide négative (-) pour connecter le câble de soudage.
pôle négatif.
8-
Connecteur pour la connexion du câble poussoir torche.
Connexion câble de soudage/pince porte-électrode
9-
Raccord pour la connexion du tube gaz de la torche TIG.
Une borne spéciale permettant de serrer la partie exposée de l’électrode est prévue
10-
Prise rapide positive (+) pour connecter le câble de soudage.
sur l’extrémité du câble.
Le câble doit être connecté à la borne portant le symbole (+)
5. INSTALLATION
Connexion câble de retour du courant de soudage
_____________________________________________________________________________________________________________________
Doit être connecté à la pièce à souder ou au banc métallique de support, le plus
près possible du raccord en cours d’exécution.
ATTENTION!
EFFECTUER
EXCLUSIVEMENT
LES
OPÉRATIONS
Le câble doit être connecté à la borne portant le symbole (-).
D'INSTALLATION ET TOUS LES RACCORDEMENTS ÉLECTRIQUES AVEC LE
Recommandations:
POSTE DE SOUDAGE ÉTEINT ET ISOLÉ DE LA LIGNE D'ALIMENTATION
- Tourner à fond les connecteurs des câbles de soudage dans les prises rapides (si
SECTEUR.
prévues) pour garantir un contact électrique parfait; dans le cas contraire, les
LES RACCORDEMENTS ÉLECTRIQUES DOIVENT EXCLUSIVEMENT ÊTRE
connecteurs risquent de surchauffer et de se détériorer rapidement, entraînant une
EFFECTUÉS PAR UN PERSONNEL EXPERT OU QUALIFIÉ.
perte d’efficacité.
____________________________________________________________________________________________________________________
- Utiliser des câbles de soudage les plus courts possibles.
- Éviter d’utiliser des structures métalliques ne faisant pas partie de la pièce à souder
5.1 INSTALLATION
en remplacement du câble de retour du courant de soudage: outre les dangers
Déballer la machine et procéder au montage des parties contenues.
présentés par cette intervention, cette dernière entraînerait également de mauvais
résultats de soudage
.
5.1.1Assemblage câble de retour - pince (FIG. E)
5.1.2 Assemblage câble de soudage - pince porte-électrode (FIG. F) (MMA)
6. SOUDAGE: DESCRIPTION DU PROCÉDÉ
6.1 SOUDAGE TIG
5.1.3 Mode de soulèvement du poste de soudage
Le soudage TIG est un procédé de soudage utilisant la chaleur produite par l'arc
Tous les postes de soudage décrits dans ce manuel doivent être soulevés par leur
électrique amorcé et maintenu entre une électrode infusible (tungstène) et la pièce à
poignée ou la courroie fournie (si prévue – montée comme représenté à la
FIG. F1)
souder. L'électrode au tungstène est supportée par une torche prévue pour lui
transmettre le courant de soudage et protéger l'électrode et le bain de soudage de
5.2 POSITIONNEMENT DU POSTE DE SOUDURE
l'oxydation atmosphérique au moyen d'un flux de gaz inerte (généralement de l'Argon :
Choisir un lieu d’installation ne comportant aucun obstacle face à l’ouverture d’entrée et
Ar 99,5%) en sortie de la tuyère en céramique
(FIG. G).
de sortie de l’air de refroidissement (circulation forcée par ventilateur, si prévu);
Pour un soudage correct, il est indispensable d'utiliser le diamètre d'électrode
s’assurer qu'aucune poussière conductrice, vapeur corrosive, humidité, etc., n'est
correspondant exactement au courant, voir le tableau
(TAB. 4)
.
aspirée.
La saillie normale de l'électrode de la tuyère en céramique est de 2-3mm, et peut
Laisser un espace dégagé minimum de 250mm autour de la machine.
atteindre 8mm pour les soudages en angle.
____________________________________________________________________________________________________________________
Le soudage s'effectue par fusion des bords du joint. Pour les épaisseurs réduites
préparées de façon adéquate (jusqu'à 1mm env.), aucun matériel d'apport n'est
ATTENTION: Installer le poste de soudure sur une surface horizontale d’une
nécessaire
(FIG. H).
portée correspondant à son poids pour éviter tout risque de déplacement ou de
Pour les épaisseurs supérieures, il est nécessaire d'utiliser des baguettes de même
renversement.
composition que le matériau de base et de diamètre adéquat, avec une préparation
____________________________________________________________________________________________________________________
correcte des bords
(FIG. I).
Pour un soudage correct, les pièces doivent être
5.3 BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR
soigneusement nettoyées et ne présenter aucune trace d'oxyde, huiles, gras, solvants,
-
Avant de procéder aux raccordements électriques, contrôler que les informations
etc.
figurant sur la plaquette de la machine correspondent à la tension et à la fréquence
de réseau disponibles sur le lieu d'installation.
6.1.1 Amorçage HF et LIFT
-
Le poste de soudage doit exclusivement être connecté à un système d'alimentation
Amorçage HF :
avec conducteur de neutre branché à la terre.
L'allumage de l'arc électrique s'effectue sans contact entre l'électrode de tungstène et
-
Pour garantir la protection contre le contact indirect, utiliser des interrupteurs
la pièce à souder au moyen d'une étincelle produite par un dispositif à haute fréquence.
différentiels de type suivant :
Ce mode d'amorçage ne comporte aucune inclusion de tungstène dans le bain de
soudage et aucune usure de l'électrode, et permet un démarrage aisé en toutes
- Type A (
) pour machines monophasées ;
positions de soudage.
Procédé :
- Type B (
) pour machines triphasées.
Enfoncer le poussoir torche en approchant la pointe de l'électrode de la pièce (2 - 3mm),
-
Pour répondre aux exigences de la Norme EN 61000-3-11 (Flicker), il est conseillé
attendre l'amorçage de l'arc transféré par les impulsions HF et, une fois l'arc allumé,
de connecter le poste de soudage aux points d'interface du réseau d'alimentation
former le bain de fusion sur la pièce et procéder le long du joint.
présentant une impédance inférieure à Zmax = 0.227ohm (1
~
).
En cas de difficultés à amorcer l'arc malgré la présence du gaz et des décharges HF, ne
-
Le poste de soudage ne répond pas aux exigences de la norme IEC/EN 61000-3-12
pas soumettre l'électrode à plusieurs reprises à l'action de la HF, mais contrôler
En cas de raccordement de ce dernier à un réseau d'alimentation publique,
l'intégrité de surface et la conformation de la pointe, et meuler cette dernière si
l'installateur ou l'utilisateur sont tenus de vérifier la possibilité de branchement du
nécessaire. À la fin du cycle, le courant est annulé avec la rampe de descente
poste de soudage (s'adresser si nécessaire au gestionnaire du réseau de
configurée.
distribution).
Amorçage LIFT :
L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la
5.3.1 Fiche et prise
pièce à souder. Ce mode d'amorçage réduit les perturbations irradiées électriquement
Brancher une fiche normalisée (2P + T (1
~
)), de portée adéquate au câble
et réduit au minimum les inclusions de tungstène et l'usure de l'électrode.
d'alimentation, et installer une prise de réseau munie de fusibles ou d'un interrupteur
e
Hz
BAL
- 15 -





