Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































metallide, nagu vase, nikli, titaani ja nende sulamid.
6.2.1 Keevitus
TIG DC-keevituseks elektroodiga poolusel (-) kasutatakse tavaliselt elektroodi, mis
- Hoides keevituskilpi NÄO EES, hõõruge elektroodi keevitatava detaili vastu nagu
sisaldab 2% Tooriumi (punast värvi triip) või elektroodi, mis sisaldab 2% Tseeriumi (halli
tahaksite süüdata tuletikku. See on kõige õigem meetod kaare süütamiseks.
värvi triip).
TÄHELEPANU: ÄRGE TOKSIGE elektroodi keevitatava detaili vastu. Riskite
Volframelektrood on vaja teritada käiakivil teljesuunas, nagu näidatud JOON. L,
kahjustada elektroodi katet ja muuta raskeks kaare süttimise.
hoolitsedes selle eest, et ots oleks perfektselt ühiskeskene vältimaks kaare
- Kohe peale kaare süttimist, üritage hoida keevitatavast detailist distants, mis vastab
kõrvalekaldeid. On tähtis teostada teritamine elektroodi pikkuse suunas. Korrake seda
kasutatava elektroodi diameetrile ja säilitage see distants kuni keevitustöö lõpuni.
protseduuri perioodiliselt vastavalt elektroodi kasutamisele ja kulumisele või kui see on
Pidage meeles, et elektroodi ja keevitatava detaili vaheline nurk peab olema umbes
juhuslikult kahjustunud, oksüdeerunud või valesti kasutatud. TIG DC-meetodiga on
20-30 kraadi.
võimalikud 2-käigulised (2T) ja 4-käigulised (4T) funktsioonid.
- Keevitustraadi lõppedes, tõmmake elektrood kergelt enda poole nii, et
keevituskraater täitub. Tõstke kiiresti elektrood keevisvannist nii, et kaar kustub
6.1.3 TIG AC-keevitus
(KEEVITUSTRAADI VÄLIMUS - PILT N)
.
Seda tüüpi keevitus võimaldab selliste metallide nagu alumiiniumi ja magneesiumi
keevitamise, mis moodustavad nende pinnale kaitsva ja isoleeriva oksiidi.
7. HOOLDUS
Keevitusvoolu polaarsuste ümberpööramise tulemusena on võimalik “murda” pinnal
_____________________________________________________________________________________________________________________
olev oksiidi kiht “iooniliseks liivapuhumiseks” kutsutud mehhanismi kaudu.
TÄHELEPANU! ENNE HOOLDUSTÖÖ TEOSTAMIST KONTROLLIGE, ET
Volframelektroodi pinge on vahelduvalt positiivne (EP) või negatiivne (EN). EP-aja
SEADE ON VÄLJA LÜLITATUD JA VOOLUVÕRGUST LAHTI ÜHENDATUD.
jooksul puhastatakse oksiid pinnalt ja (“puhastus” või “peitus”) võimaldades sulami
_____________________________________________________________________________________________________________________
moodustumise. EN-ajal toimub kõrgeim soojusekanne elemendile võimaldades
keevitamise. Parameetri muutmise võimalus AC-s (sagedus, balanss) võimaldab aja ja
7.1 HOOLDUS
EP voolu võimsuse vähendada minimaalseni, mis teeb võimalikuks kiirema
KEEVITAJA VÕIB TEOSTADA NORMAALSEID HOOLDUSTÖID.
keevitamise ja vähesema kuumuse kande elektroodile selle pikema vastupidamisega.
Kõrgemad balansiväärtused võimaldavad keevitada kiiremini, suurema läbimise,
7.1.1 PÕLETI HOOLDUS
rohkem keskendunud kaare, kitsama keevisõmbluse ja elektroodi piiratud
- Vältige põleti ja selle kaabli asetamist kuumadele osadele; see põhjustab
kuumenemise. Madalamad väärtused võimaldavad elemendi parema puhtuse. Liiga
isolatsioonmaterjalide sulamise ja muudab kiiresti masina töökõlbmatuks.
madala balanssväärtuse kasutamine põhjustab kaare ja deoksüdeeritud osa
- Kontrollige perioodiliselt gaasivoolikute ja nende ühenduste terviklikust.
laienemise ja elektroodi ülekuumenemise sellele järgneva kuuli moodustumisega
- Elektroodihoidik ja gaasihajuti peavad sobima elektroodi läbimõõduga, et vältida
otsale ja kaare süütamise ning suunamise halvenemisega. Ülemäärase
ülekuumenemist, gaasi ebaühtlast jaotumist ja sellest tulenevaid töötõrkeid.
balanssväärtuse kasutamine põhjustab mustade kohtadega “määrdunud”
- Enne iga kasutuskorda tuleb kontrollida, et keevituskäpp oleks õigesti kokku pandud:
keevisõmbluse.
eriti tähelepanelik olge düüsi, elektroodi, elektroodihoidiku ja gaasihajuti juures.
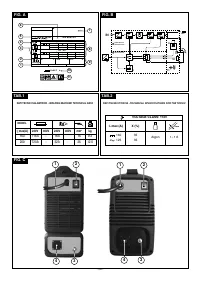
Tabelis
(TAB. 5)
on kirjeldatud parameetrite variatsioone AC-keevitusmeetodis.
TIG AC-meetodiga on võimalikud 2-käigulised (2T) ja 4-käigulised (4T) funktsioonid.
7.2 ERAKORDNE HOOLDUSTÖÖ
Lisaks kehtivad keevitusprotseduure puudutavad toimimisjuhised.
ERAKORDSED HOOLDUSTÖÖD PEAVAD OLEMA TEOSTUD AINULT ERIALA
Tabelis
(TAB. 4)
on äratoodud ligikaudsed andmed alumiiniumi keevitamise tarvis;
SPETSIALISTI VÕI ELEKTROONIKA-MEHHAANIKA ALAL KVALIFITSEERITUD
kõige kohasem elektrood on puhas volframelektrood (rohelist värvi triip).
PERSONALI POOLT.
_____________________________________________________________________________________________________________________
6.1.4 TÖÖ KÄIK
TÄHELEPANU! ENNE KEEVITUSAPARAADI PANEELIDE EEMALDAMIST JA
- Seadistage käepideme abil keevitusvool enesele sobivaks; voolu saab keevitamise
kestel vastavalt vajadusele muuta.
SEADME SISEMUSELE LÄHENEMIST KONTROLLIGE, ET SEADE ON VÄLJA
- Vajutage keevituskäpa nupule, et gaasivoolu kontrollida; vajadusel salvestage
LÜLITATUD JA VOOLUVÕRGUST LAHTI ÜHENDATUD.
soovitud GAASI EELVOO ja GAASI JÄRELVOO kestus: neid tuleb reguleerida
Seadme sisemuse kontrollimine pinge all võib põhjustada tõsise elektrišoki,
vastavalt töötingimustele – eriti oluline on gaasi järelvoog, mis peab suutma jahutada
tingitud otsesest kokkupuutest pingestatud elektriliste komponentidega ja/või
elektroodi ja keevisvanni pärast keevitamise lõpetamist nii, et need ei puutuks kokku
põhjustada vigastusi puudutades seadme liikuvaid osi.
_____________________________________________________________________________________________________________________
välisõhuga (oksüdeerumine ja rikked).
2-takti TIG- režiim:
- Kontrollige regulaarselt, ent samas ka seadme kasutamisest ja töökeskkonna
- Süüdake keevituskäpa nuppu (P.T.) lõpuni alla vajutades keevituskaar, hoides seda
tolmusisaldusest sõltuvate vaheaegade järel keevitusseadme sisemust ning
detailist 2 - 3 mm kaugusel.
eemaldage elektriskeemidele kogunenud tolm pehme harja või sobilike
- Keevitamise katkestamiseks laske nupp lahti – tulemuseks on kas voolu järk-
puhastusvahenditega.
järguline langus (kui sees on funktsioon VOOLU LANGUSAEG) või kaare kohene
- Kasutades juhust kontrollige ka, et elektrilised ühendused on hästi kinnitatud ning et
kustumine koos sellele järgneva gaasi järelvooga.
kaablitel ei ole isolatsioonivigastusi.
2-takti TIG- režiim:
- Peale hooldustöö lõppu, asetage keevitusaparaadi paneelid jälle kohale keerates
-
Esimene vajutus nupule tekitab keevituskaare I
voolutugevusega. Nupu
Start
kinnituskruvid lõpuni kinni.
vabastamisel hakkab vool tõusma, kuni saavutatud on keevitusvool; seda hoitakse
- Vältige absoluutselt keevitamist, kui keevitusaparaat on avatud.
ka juhul, kui nupp lahti lasta. Uuesti nupule vajutades langeb vool vastavalt VOOLU
LANGUSAJA seadistustele kuni väärtuseni I
. Süsteem töötab sel voolul kuni
minima
8. VEAOTSING
nupu lahtilaskmiseni, millega lõppeb keevitustsükkel ja algab GAASI JÄRELVOOG.
MITTERAHULDATAVA TÖÖ KORRAL JA ENNE PÕHJALIKUMA KONTROLLI
Ent kui nupp VOOLU LANGUSAJA jooksul lahti lasta, lõppeb keevitustsükkel
A L U S TA M I S T V Õ I T E E N I N D U S K E S K U S E G A Ü H E N D U S E V Õ T M I S T,
koheselt ning algab GAASI JÄRELVOOG.
KONTROLLIGE, KAS:
4-takti ja BI-LEVEL TIG- režiim:
- Keevitusvool, reguleeritud potentsimeetri kaudu baseerudes astmelisele skaalale
- Esimene vajutus nupule tekitab keevituskaare I
voolutugevusega. Nupu
Start
amprites, sobib kasutatava elektroodi diameetri ja tüübiga.
vabastamisel hakkab vool tõusma, kuni saavutatud on keevitusvool; seda hoitakse
- Peavoolukatkestaja on positsioonis ”ON” ja vastav lamp süttinud; vastupidisel juhul
ka juhul, kui nupp lahti lasta. Iga järgneva vajutusega (allavajutamise ja vabastamise
asetseb viga tavaliselt toiteliinis (kaablid, pistik ja/või pistikupesa, kaitsekorgid, jne.).
vaheaeg peab olema lühike) vahelduvad parameetri BI-LEVEL abi seadistatud
- Kollane Led signaallamp, mis näitab ülekuumenemiskaitse rakendumist üle- või
voolutugevus I ja peataseme vool I .
1
2
allpinge või lühiühenduse korral, ei ole süttinud.
Kui nuppu pikalt all hoida, langeb vool kuni I
. Süsteem töötab sel voolul kuni nupu
minima
- Kontrollige, et nimiimpulsi suhet on järgitud. Kui ülekuumenemiskaitse on
lahtilaskmiseni, millega lõppeb keevitustsükkel ja algab GAASI JÄRELVOOG
rakendunud, oodake seadme naturaalset maha jahtumist ja kontrollige, et
(JOON. M)
. Ent kui nupp VOOLU LANGUSAJA jooksul lahti lasta, lõppeb
ventilaator funktsioneerib.
keevitustsükkel koheselt ning algab GAASI JÄRELVOOG.
- Kontrollige liini pinget: kui väärtus on liiga kõrge või liiga madal, keevitusaparaat
seiskub.
6.2 MMA-KEEVITUS
- Kontrollige, et
keevitusaparaadis
ei ole lühiühendust: vastupidisel juhul eemaldage
-
On tähtis järgida elektrooditootja poolt ettenähtud juhendeid, mis puudutavad
viga.
elektroodide korrektset polaarsust ja keevituse optimaalset voolu (tavaliselt on need
- Et ühendused elektrisüsteemiga on sooritatud korrektselt, eriliselt, et massiklemm
juhised äratoodud elektroodide pakendil) .
on tõesti ühendatud keevitatava detailiga, mis peab olema vaba igasugusest katte-
- Keevitusvool peab olema reguleeritud vastavalt kasutatava elektroodi diameetrile ja
või isolatsioonmaterialist (nt. lakid või värvid).
soovitud keevitusliigile. Alltoodud tabel näitab keevitusvoole, mis vastavad erinevate
- Kasutatav kaitsegaas on õige (Argoon 99,5%) ja ettenähtud koguses.
diameetritega elektroodidele:
ø Elektrood (mm)
Keevitusvool (A)
min.
maks.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
- P i d a g e m e e l e s , e t k a s u t a d e s v õ r d s e d i a m e e t r i g a e l e k t r o o d i , v a l i g e
h o r i s o n t a a l k e e v i t u s e k s k õ r g e t e v ä ä r t u s t e g a v o o l e , a g a v e r t i k a a l - v õ i
altüleskeevituseks kasutage kõige madalamate väärtustega voole.
- Keevitusõmbluse mehaanilised omadused olenevad nii voolu intensiivsusest, kui ka
kaare pikkusest, kiirusest ja keevituse positsioonist, elektroodide diameetrist ja
kvaliteedist (korrektseks säilitamiseks peavad elektroodid olema asetatud selleks
ettenähtud mahutitesse või karpidesse, mis kaitsevad niiskuse eest).
- Keevituse omadused sõltuvad ka keevitusaparaadi ARC-FORCE-väärtusest
(dünaamiline tööviis ). See parameeter on võimalik seada paneelilt või kahe
potentsimeetri kaugjuhtimisega.
- Pidage meeles, et ARC-FORCE-i kõrged väärtused annavad suurema läbimise ja
võimaldavad keevituse mistahes positsioonis tüüpiliselt baaselektroodidega, ARC-
FORCE-i madalamad väärtused võimaldavad pehmema kaare ilma pritsmeteta
tüüpiliselt elektroodidega.
Keevitusaparaat on peale selle varustatud ka HOT START- ja ANTI STICK-
seadmetega, mis garanteerivad lihtsad stardid ja välistavad elektroodi kleepumise
elemendiga.
- 92 -





