Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































- Kauko-ohjaus kahdella potentiometrilla:
Ensimmäinen potenziometri säätää päävirtaa. Toinen potentiometri säätää
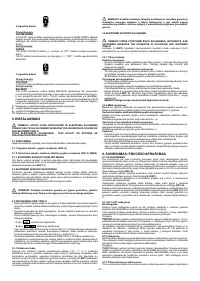
3. TEKNISET TIEDOT
toista parametria, joka riippuu käytössä olevasta hitsaustavasta. Pyörittämällä
3.1 TYYPPIKILPI (KUVA A)
tätä potentiometria tulee näkyviin parametri, jota ollaan muuttamassa (jota ei
Hitsauskoneen työsuoritusta koskevat tiedot löytyvät kilvestä esitettynä seuraavin
voida enää ohjata ohjaustaulun vivulla). Toisen potentiometrin merkitys on: ARC
symbolein, joiden merkitys selitetään alla:
FORCE (kaaren voimakkuus) tavassa MMA ja LOPPUPORTAIKKO tavassa
1-
Vaipan suojausaste.
TIG.
2-
Syöttölinjan symboli:
1~: vaihtojännite yksivaiheinen;
4.2.2 Etupaneeli (KUVA D)
3~: vaihtojännite kolmivaiheinen.
1- Toimintatavan valitsimet:
3- S-
symboli: osoittaa, että hitsaustoimenpiteitä voidaan suorittaa ympäristössä, jossa
on korkea sähköiskun vaara (esim. hyvin lähellä suuria metallimääriä).
4-
Suoritettavan hitsaustoimenpiteen symboli.
5-
Koneen sisäisen rakenteen symboli.
TIG/MMA-tavan valitsin:
6-
EUROOPPALAINEN kaarihitsauskoneiden turvallisuutta ja valmistusta käsittelevä
Toimintatapa: TIG 2 AIKAA, TIG 4 AIKAA sekä MMA-tapa.
viitestandardi.
7-
Sarjanumero hitsauskoneen tunnistamista varten (välttämätön huollon, varaosien
tilauksen ja tuotteen alkuperän selvityksen yhteydessä).
8-
Hitsauspiirin toimintakyky:
- U :
Suurin tyhjäkäyntijännite.
0
TIG-tavan valitsin:
- I /U :
Normalisoitu vastaava virta ja jännite, jotka hitsauskone voi tuottaa
2
2
Toimintatapa: TIG DC sytytyksellä HF (korkea taajuus), TIG DC sytytyksellä
hitsauksen aikana.
LIFT (pyyhkäisy), TIG AC.
- X :
Jaksoittainen suhde: Ilmoittaa sen ajan, jonka aikana hitsauskone voi tuottaa
2-
Hitsausparametrien asetuksen
valodiodit
.
vastaavaa virtaa (sama palsta). Ilmoitetaan % - määräisenä, 10 minuutin kierron
Pysyvä valodiodi: ensimmäinen toiminto (musta kenttä);
perusteella (esim. 60% = 6 työminuuttia, 4 minuutin tauko jne).
Välkkyvä valodiodi: toinen toiminto (keltainen kenttä).
Mikäli käyttökertoimet (arvokilvessä mainitut, viittavat ympäristön 40 asteen
3- Aakkosnumeerinen näyttö.
l ä m p ö t i l a a n ) y l i t e t ä ä n , y l i k u u m e n e m i s s u o j a u s l a u ke a a ( ko n e py s y y
4- Vihreä valodiodi
, jännite ulostulossa.
valmiustilassa, kunnes sen lämpötila palaa sallittujen rajojen puitteisiin).
5- Keltainen valodiodi:
yleensä sammunut, palaessaan ilmoittaa hitsauslaitteen
- A/V-A/V:
Ilmoittaa hitsausvirran säätöalueen (minimi - maksimi) kaaren
lukkiutumisesta yhden seuraavista suojauksista keskeyttäessä:
vastaavalla jännitteellä.
- Lämpösuojaus: hitsauslaitteen sisällä on liian korkea lämpötila. Hitsauslaite pysyy
9-
Syöttölinjan tyypilliset luvut:
käynnissä tuottamatta vir taa kunnes saavutetaan normaali lämpötila.
- U :
Hitsauskoneen vaihtojännite ja virran taajuus (sallitut rajat ±10%):
1
Ennalleenpalautus on automaattinen.
- I
:
Suurin linjan käyttämä virta.
1 max
- Linjan yli- ja alijännitteen suojaus: lukitsee hitsauslaitteen, jos linjan jännite on
- I
:
:
Tehollinen syöttövirta.
liian korkea (yli 264V ac) tai liian matala (alle 190V ac).
1eff
- Oikosulun suojaus: on ilmennyt yli 1,5 sek kestävä oikosulku (elektrodin
10-
:
Linjan suojaukseen tarkoitetun viivästetyn käynnistyksen sulakkeiden
liimautuminen) ja hitsauslaite lukkiutuu.
arvot.
Ennalleenpalautus on automaattinen.
11-
Symbolit viittaavat turvallisuusnormeihin, joiden merkitys selitetään kappaleessa 1
Koodaus näyttöruudulla on seuraavanlainen:
“Kaarihitsauksen yleinen turvallisuus”.
"1:SSÄ": häiriö primaarivirransyötössä: virransyötön jännite on alueen +/-
15% ulkopuolella suhteessa kyltin arvoon.
Huomautus: esitetty esimerkkikilpi kuvaa ainoastaan symbolien ja lukujen merkitystä,
HUOMIO: Yllämainitun jänniterajan ylittäminen vaurioittaa laitetta vakavasti.
hallussanne olevan hitsauskoneen täsmälliset arvot on katsottava suoraan kyseisen
" 2 : S S Ä " h i t s a u s l a i t t e e n y l i k u u m e n e m i s e s t a j o h t u v a y h d e n
hitsauskoneen kilvestä.
suojatermostaatin keskeytys.
3.2 MUUT TEKNISET TIEDOT
6- Painike ja kooderi
, hitsausparametrien valinta ja asetus.
Mahdollistaa yhden saatavilla olevan ja hitsaustapaan/-virtaan liitetyn parametrin
- HITSAUSKONE: katso taulukkoa 1 (TAUL.1)
valinnan, joka merkitään yhden valodiodin syttymisellä (2).
- POLTIN:
katso taulukkoa 2 (TAUL.2)
Hitsauskoneen paino näkyy taulukosta 1 (TAUL. 1).
4. HITSAUSLAITTEEN KUVAUS
4.1 YLEISKAAVIO
Hitsauslaite koostuu olennaisesti teho- ja ohjausyksiköstä, jotka on toteutettu
Valodiodi 1
painetuille piireille sekä optimoitu mahdollisimman suuren luottamuksellisuuden ja
vähäisen huollon aikaan saamiseksi.
Ensimmäinen toiminto:
Tämä hitsauslaite on ohjattu mikroprosessorilla, jolla on mahdollista asettaa suuri
Arc Force (kaaren voimakkuus)
määrä parametreja parhaimman mahdollisen hitsauksen tekemiseksi kaikilla tavoilla ja
Mahdollistaa MMA-tavassa dynaamisen ylivirran säädön "Arc Force" (säätö 0-
kaikilla materiaaleilla. Kuitenkin, sen ominaisuuksien perusteellista käyttöä varten on
100%), mikä merkitään näyttöruudulla prosentuaalisella kasvulla suhteessa
välttämätöntä tuntea hitsauslaitteen toimintamahdollisuudet.
etukäteen valitun hitsausvirran arvoon. Tämä säätö parantaa hitsauksen sujuvuutta
ja välttää elektrodin liimautumisen kappaleeseen.
Kuvaus (KUVA B)
Pregas (esikaasu)
1-
Yksivaiheisen virransyöttölinjan yhtymä,
tasasuuntaajar yhmä sekä
Mahdollistaa TIG-tavassa esikaasun ajan säädön sekunneissa.
tasauskondensaattorit.
Toinen toiminto:
2-
Switching transistors (transistorikytkentä) (IGBT) silta sekä drivers;
Elekrodin halkaisija.
muuttaa tasasuunnatun linjan vaihtojännitteestä korkeaan taajuuteen sekä
Mahdollistaa TIG AC –tavassa elektrodin halkaisijan säädön millimetreissä.
suorittaa voimakkuuden säädön halutun hitsausvirran/jännitteen mukaan.
3-
Korkeataajuusmuuntaja;
ensisijainen käämitys saa vir taa muunnetulla
jännitteellä ryhmästä 2; tämän tehtävänä on sovittaa jännite ja vir ta
välttämättömiin arvoihin kaarihitsausmenettelyssä sekä samanaikaisesti eristää
galvaanisesti hitsauspiiri sähkölinjasta.
4-
Toissijainen tasasuuntaajasilta tasavirtareaktorilla;
muuttaa vaihtojännitteen/-
Valodiodi 2
virran, joka saadaan toissijaisesta käämityksestä jatkuvana virtana/jännitteenä
erittäin matalalla sykinnällä.
Ensimmäinen toiminto:
5-
Switching transistors (transistorikytkentä) silta sekä drivers;
muuttaa
ALOITUSVIRTA
poistovirran, toissijaisessa, DC:stä AC:hen TIG AC hitsausta varten.
Mahdollistaa TIG 4 aikaa –tavassa aloitusvirran säädön, joka säilyy koko sen ajan
6-
Ohjaus- ja säätöelektroniikka;
tarkastaa heti hitsausvirran arvon ja vertaa sitä
kuin hitsauspään painiketta painetaan.
käyttäjän asettamaan arvoon; moduloi IGBT:ien drivers:ien ohjausimpulssit, jotka
Toinen toiminto:
suorittavat säädön.
BI-LEVEL (KAKSOISTASO)
7-
Hitsauslaitteen toiminnanohjauksen logiikka:
aseta hitsaussyklit, ohjaa
Aktivoi TIG 4 aikaa -tavassa BI-LEVEL –toiminnon ja mahdollistaa toisen tason
toteuttajalaitteet, kontrolloi turvallisuusjärjestelmät.
virran säädön mahdollistaen käsin valinnan (hitsauspään painikkeella hitsauksen
8-
Asetuspaneeli
sekä parametrien ja toimintatapojen havainnollistaminen.
aikana) kahden eri virrantason välillä: I ja I . Päävirrantaso I määrittyy asetetulla
9-
Sytytyskehitin HF.
2
1
2
hitsausvirralla, kun taas tasoa I voidaan muuttaa kooderin avulla virran
10- Suojakaasun sähkömagneettinen venttiili EV.
1
minimiarvon ja hitsauksen päävirranarvon välillä.
11- Hitsauslaitteen jäähdytystuuletin.
BI-LEVEL –toiminnon poistamiseksi käytöstä pyöritä kooderia vastapäivään
12- Kaukosäätö.
kunnes näyttöruudulle ilmestyy teksti "OFF".
4.2 OHJAUSLAITTEET, SÄÄTÖ JA KYTKENTÄ
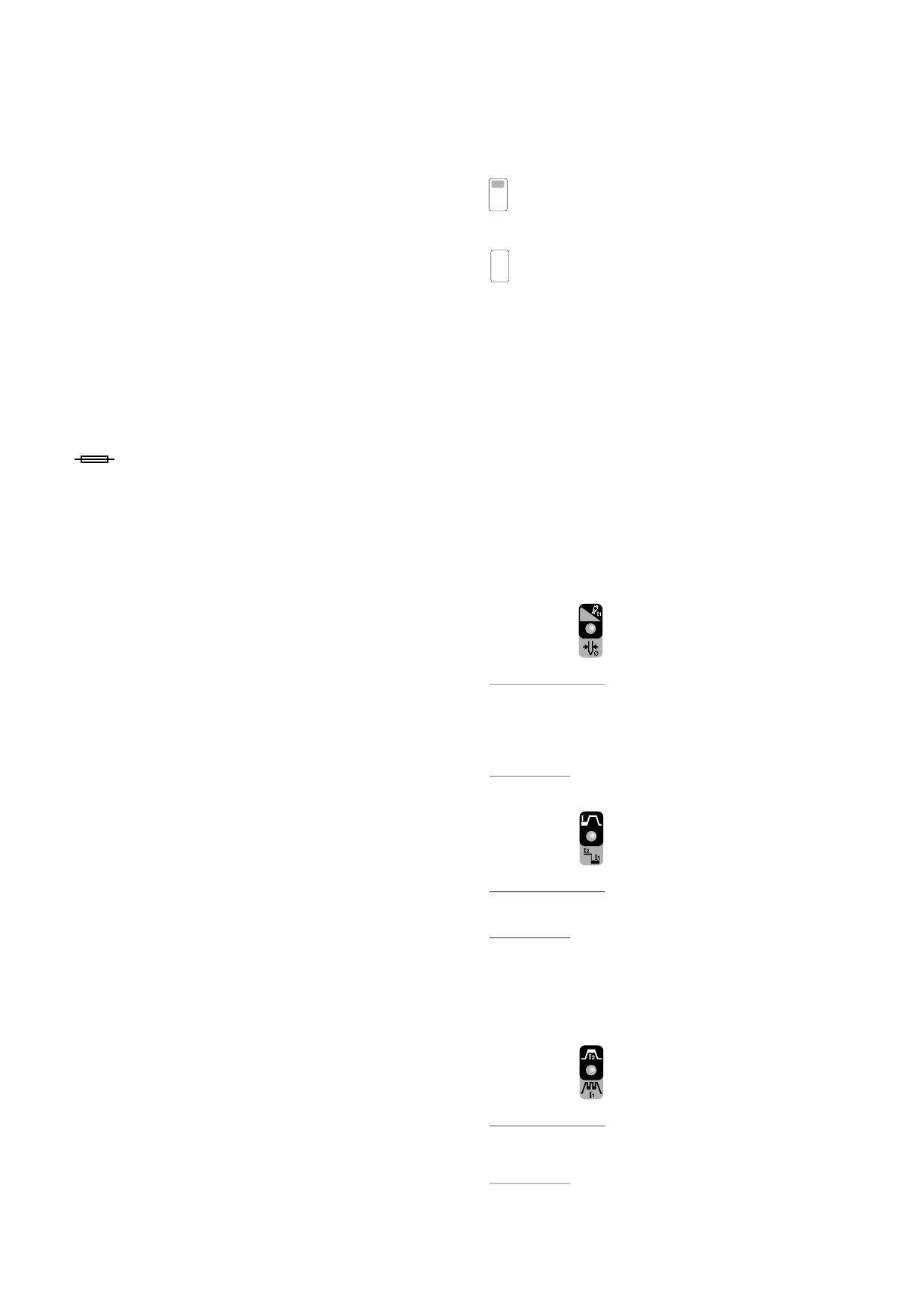
4.2.1 TAKAPANEELI (KUVA C)
1-
Virransyöttökaapeli 2P (napaa) + (P.E.).
2-
Pääkatkaisin O/OFF - I/ON.
3-
Liitos kaasuputken yhdistämistä var ten (kaasupullon paineenalennin -
Valodiodi 3
hitsauslaite).
4-
Kauko-ohjainten yhdistäjä:
Hitsauslaitteeseen on mahdollista sovittaa, takapuolella olevan 14-napaisen
Ensimmäinen toiminto:
yhdistäjän avulla, erilaista kauko-ohjainta. Jokainen laite tunnistetaan
Päävirta
automaattisesti ja mahdollistaa seuraavien parametrien säädön:
Mahdollistaa TIG DC –tavassa ja MMA-tavassa hisausvirran keskiarvon
- Kauko-ohjain potentiometrilla:
säätämisen.
pyörittämällä potentiometrin vipua päävirta vaihtuu minimistä maksimiin.
Mahdollistaa TIG AC –tavassa hitsausvirran tehollisarvon säätämisen.
Päävirran säätö on poissuljettu kaukosäätimestä.
Toinen toiminto:
- Kauko-ohjain polkimella:
PULSSIMAINEN TOIMINTO
virran arvo määrittyy polkimen asennon mukaan. TIG -tavassa 2 AJALLA,
TIG AC/DC –tavassa ottaa käyttöön PULSSIMAISEN toiminnon ja mahdollistaa
polkimen paine toimii lisäksi start komentona koneelle puristimen painonapin
toisen tason virran säädön I joka voidaan vaihtaa päävirtaan I pulssitetussa
1
2
sijaan.
toiminnossa.
TIG-2T
TIG-4T
MMA
DC-HF
DC-LIFT
AC-HF
ARC
FORCE
s
- 38 -





