Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































6.1.2 TIG DC -hitsaus
6.2.1 Hitsausmenettely
TIG DC hitsaus sopii kaikille hiiliteräksille, vähäseosteräksille, runsasseosteisille
- Pidä naamiota KASVOJEN EDESSÄ ja sivalla elektrodipiste työkappaleeseen aivan
teräksille sekä raskasmetalleille: kupari, nikkeli, titaani sekä niiden seokset.
kuin sivaltaisit tulitikulla. Tämä on oikea sivallusmenetelmä.
TIG DC hitsauksessa, elektrodi navassa (-), käytetään yleensä elektrodia, jossa on 2
VAROITUS: Älä lyö elektrodia työkappaleeseen. Tämä voi vahingoittaa elektrodia ja
% Toriumia (punaiseksi värjätty nauha) tai elektrodia, jossa on 2 % Ceriumia
tehdä sipaisun vaikeaksi.
(harmaaksi värjätty nauha).
- Niin pian kuin kaari on syttynyt, yritä ylläpitää välimatkaa työkappaleeseen, joka on
On välttämätöntä teroittaa volframielektrodi pitkittäissuuntaan hiomakalulla, katso
yhdenvertainen käytössä olevan sauvaelektrodin halkaisijan kanssa. Pidä vä
KUVA L
, huolehtien, että kärki on täydellisesti samankeskinen, jotta vältetään kaaren
limatkaa niin paljon kuin mahdollista hitsauksen keston aikana. Muista, että etenevän
poikkeamat. On tärkeää tehdä hiominen elektrodin pituussuuntaan. Tämä toiminta on
elektrodin kulman pitää olla 20-30 astetta.
toistettava jaksoittain käytön ja elektrodin kulumisen mukaan tai silloin, kun se on
- Hitsausalustan loputtua kuljeta elektrodin päätä taaksepäin täyttääksesi
satunnaisesti pilaantunut, hapettunut tai sitä on käytetty väärin. TIG DC tavassa on
hitsaussyvennyksen ja nosta elektrodi nopeasti hitsaussyvennyksestä
käytettävissä toiminto 2 ajalla (2T) sekä 4 ajalla (4T).
sammuttaaksesi kaaren
(HITSAUSSYVENNYKSEN OMINAISUUKSIA - KUVA N)
.
6.1.3 TIG AC -hitsaus
7. HUOLTO
Tämä hitsaustyyppi mahdollistaa hitsauksen metalleilla, kuten alumiini ja magnesium,
_____________________________________________________________________________________________________________________
jotka muodostavat pinnalleen suojaavan ja eristävän hapettuman. Kääntämällä
HUOM.!
ENNEN
HUOLTOTOIMENPITEIDEN
ALOITTAMISTA
ON
hitsausvirran polaarisuuden päinvastaiseksi onnistutaan “rikkomaan” hapettuman
pintakerroksen “ionihiekkapuhallukseksi” kutsutun mekanismin avulla. Jännitys on
VARMISTETTAVA, ETTÄ HITSAUSKONE ON SAMMUTETTU JA IRROTETTU
vaihtoehtoisesti positiivinen (EP) sekä negatiivinen (EN) volframielektrodissa. Ajan EP
SÄHKÖVERKOSTA.
_____________________________________________________________________________________________________________________
kuluessa hapettuma poistetaan pinnalta (“puhdistus” tai “syövytys”), mikä mahdollistaa
liuoksen muodostamisen. Ajan EN kuluessa tapahtuu maksimilämmönsyöttö
7.1 TAVALLINEN HUOLTO
kappaleeseen mahdollistaen hitsauksen. Mahdollisuus vaihtaa balanssi parametria
KÄYTTÄJÄ VOI SUORITTAA TAVALLISET HUOLTOTOIMENPITEET.
AC:ssa mahdollistaa virran ajan EP vähentämisen minimiin sallien nopeamman
hitsauksen.Suurimmat balanssi arvot mahdollistavat nopeamman hitsauksen,
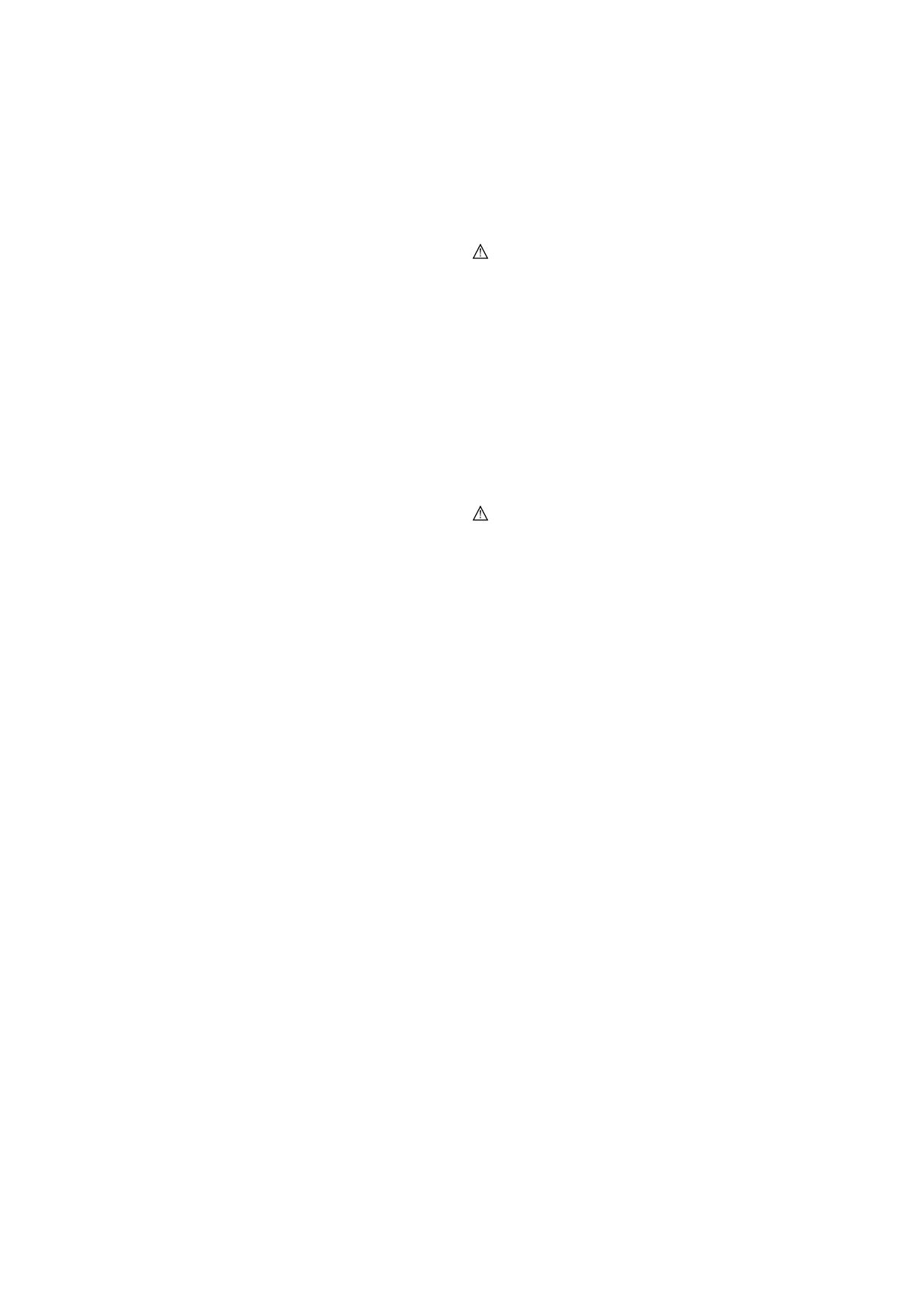
7.1.1 Poltin
suuremman tunkeutumisen, keskitetymmän kaaren, kapeamman hitsausliuoksen
- Vältä polttimen ja sen johdon asettamista kuumien osien päälle; eristysmateriaalit
sekä rajoitetun elektrodin lämmityksen. Pienimmät arvot mahdollistavat kappaleen
voivat sulaa kuumassa, jolloin laite vahingoittuu.
paremman puhtauden. Liian matalan balanssi arvon käyttäminen saa aikaan kaaren
- Tarkista säännöllisesti letkujen ja kaasun liitännät.
sekä hapettumattoman osan leviämisen, elektrodin ylikuumenemisen ja seurauksena
- Yhdistä huolellisesti elektrodin kiristyspihti, kaasun diffuusori, joka on mitoitettu
kehän muodostumisen sen päähän ja sytytyksen helppouden sekä kaaren
valitun elektrodin halkaisijaan ylikuumenemisten, kaasun huonon leviämisen sekä
suuntatarkkuuden huonontumisen. Liian korkean balanssi -arvon käyttäminen saa
siihen liittyvän huonon toiminnan välttämiseksi.
aikaan “likaisen” hitsausliuoksen, jossa on tummia sisällytyksiä.
- Tarkasta ennen jokaista käyttökertaa, hitsauspään pääteosien kulumistila sekä
Taulukossa
(TAUL
5)
tiivistetään parametrien vaihtelun vaikutukset AC -hitsauksessa.
kokoamisen oikeanlaisuus: suutin, elektrodi, elektrodin kiristyspihti ja kaasun
TIG AC tavassa voidaan käyttää toimintoa 2 ajalla (2T) sekä 4 ajalla (4T).
diffuusori.
Lisäksi, hitsausmenettelyyn liittyvät ohjeet ovat voimassa.
Taulukossa
(TAUL 4)
esitetään ohjeelliset tiedot alumiinilla hitsausta varten; sopivin
7.2 ERIKOISHUOLTO
elektrodityyppi on elektrodi puhtaalla volframilla (vihreän värinen raita).
A I N OA S TA A N A M M AT T I TA I TO I N E N H E N K I L Ö S T Ö S A A S U O R I T TA A
ERIKOISHUOLTOTOIMENPITEITÄ.
6.1.4 Menettely
_____________________________________________________________________________________________________________________
- Säädä hitsausvirta halutulle arvolle vivun avulla; sovita mahdollisesti hitsauksen
HUOM.! ÄLÄ MILLOINKAAN POISTA PANEELEJA TAI TYÖSKENTELE
aikana tarvittavalle todelliselle lämmöntulolle.
- Paina hitsauspään painiketta tarkastaen, että kaasun virtaus hitsauspäästä on
HITSAUSKONEEN SISÄLLÄ, JOS KONETTA EI OLE SAMMUTETTU JA
oikeanlainen; mitoita tarvittaessa PRE GAS - ja POST GAS -ajat: nämä ajat
IRROTETTU SÄHKÖVERKOSTA.
säädetään toimintaolosuhteiden mukaan ja erityisesti kaasun viivästymisen on
Toimintojen tarkistus hitsauskoneen ollessa jännitteellinen voi johtaa vakavaan
mahdollistettava elektrodin sekä sulan jäähtyminen hitsauksen lopussa ilman, että
sähköiskuun, jos jännitteellisiin osiin kosketaan suoraan, ja/tai laitteen
ne joutuvat kosketukseen ilmapiirin kanssa (hapettumisia ja likaantumisia).
liikkuvien osien aiheuttamaan loukkaantumiseen.
_____________________________________________________________________________________________________________________
TIG-tapa jaksolla 2 AIKAA:
- Paina hitsauspään (P.T.) painike pohjaan, sytytä kaari ja säilytä 2-3 mm:n etäisyys
- Tarkasta jaksottain, käytön sekä ympäristön pölyisyyden mukaan hitsauslaitteen
kappaleesta.
sisäpuoli ja poista elektronisille korteille kerääntynyt pöly hyvin pehmeällä harjalla tai
- Hitsauksen keskeyttämiseksi löysää hitsauspään painike mahdollistaen virran
sopivilla liuottimilla.
asteittaisen nollaantumisen (jos on asetettu LOPPUPORTAIKKO-toiminto) tai
- Tarkista vähän väliä, että sähkökytkennät ovat kunnolla kiinni ja etteivät kaapelien
kaaren välittömän sammumisen sitä seuraavalla jälkikaasulla.
eristykset ole vioittuneet.
TIG-tapa jaksolla 4 AIKAA:
- Kun tarkistustoimenpiteet on suoritettu, asenna hitsauskoneen paneelit jälleen
-
Painikkeen ensimmäinen painallus sytyttää kaaren virralla I
. Löysättäessä painike
Start
paikoilleen kiristäen kaikki kiinnitysruuvit hyvin.
virta nousee hitsausvirran arvoon saakka; tämä arvo säilyy vaikka painike löysätään.
- Älä missään tapauksessa suorita hitsaustöitä koneen ollessa vielä auki.
Kun painiketta painetaan uudelleen, virta laskee LOPPUPORTAIKKO-toiminnon
mukaisesti virtaan I
. Tämä säilyy kunnes painike löysätään, mikä päättää
minima
hitsausjakson aloittaen JÄLKIKAASUN ajan. Jos taas LOPPUPORTAIKKO-
8. VIKAHAKU
toiminnon aikana löysätään painike, hitsausjakso päättyy heti ja JÄLKIKAASUN aika
SIINÄ TAPAUKSESSA, ETTÄ TOIMINTA ON EPÄTYYDYTTÄVÄ, SUORITA
alkaa.
SEURAAVA TARKISTUS ENNEN KUIN HUOLLAT KONEEN TAI PYYDÄT APUA:
TI-tapa jaksolla 4 AIKAA sekä BI-LEVEL:
- Tarkista näyttää oikein halkaisijan ja käytetyn elektrodin suhteen.
- Ensimmäisellä kerralla, kun painiketta painetaan kaari syttyy virralla I
. Kun painike
- Tarkista, että yleiskatkaisijan ollessa ON vastaava lamppu on ON. Jos näin ei ole
Start
löysätään, virta nousee hitsausvirtaan saakka; tämä arvo säilyy vaikka painike
laita, silloin ongelma on paikallistettu pääkapeleihin (kaapelit, pistokkeet, johdot,
löysätään. Jokaisella seuraavalla painikkeen painalluksella (painalluksen ja
sulakkeet, jne.).
löysäämisen välisen ajan on oltava lyhytkestoinen) virta muuttuu sen arvon, joka on
- Keltainen led ei pala ilmoittaen lämpösuojuksen kytkeytymisestä yli- tai alajännitteen
asetettu parametriin BI-LEVEL I sekä päävirran arvon I
välillä.
tai oikosulun vuoksi.
1
2
- Nominaalisykähdysten suhdetta on noudatettu; termostaattisen suojan kytkeydyttyä
Pidettäessä painike painettuna pitkään virta laskee arvoon I
. Tämä säilyy
minima
odottakaa koneen luonnollista jäähtymistä, tarkistakaa tuulettimen toiminta.
painikkeen löysäämiseen asti, mikä päättää hitsausjakson aloittaen JÄLKIKAASUN
- Tarkista linjan jännite: jos arvo on liian korkea tai liian matala, hitsauskone pysähtyy.
(KUVA M)
. Jos sen sijaan LOPPUPORTAIKKO-toiminnon aikana painike löysätään,
- Tarkistakaa, ettei koneen ulostulossa ole oikosulkua: poistakaa häiriön aiheuttva syy.
hitsausjakso päättyy välittömästi ja alkaa JÄLKIKAASUN aika.
- Tarkista, että kaikki hitsausvirtapiirin kytkennät ovat oikein ja varsinkin että työn
kiinnitys on hyvin liitetty työkappaleeseen, jossa ei ole mitään haitallisia materiaaleja
6.2 MMA-HITSAUS
tai pintapäällysteitä (esim. Maalia).
- On erittäin tärkeää, että käyttäjä huomioi valmistajan ohjeet, jotka on ilmoitettu
- Käytetty suojakaasu on oikeaa (Argon 99,5%) ja että sen määrä on oikea; linjajännite
sauvaelektrodin pakkauksessa. Nämä ilmaisevat sauvaelektrodin oikean polariteetin
ei ole liikan korkea.
ja sopivimman vaihtovirran.
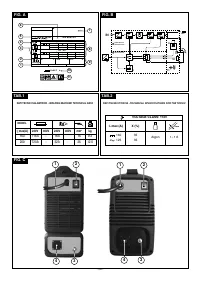
- Hitsausvaihtovir ta täytyy säätää käytössä olevan elektrodin halkaisijan ja
suoritettavan hitsauksen saumatyypin mukaan:
Elektrodin halkaisija (mm)
Hitsausvaihtovirta (A)
min.
max.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
- Käyttäjän on otettava huomioon, että elektrodin halkaisijan mukaisesti
tasohitsaukseen on käytettävä korkeampia vaihtovirta-arvoja, kun taas alhaisemmat
vaihtovirta-arvot ovat välttämättömiä pystysuoraan hitsaukseen tai alhaalta ylöspäin
tehtävään hitsaukseen.
- Hitsatun sauman laatuun vaikuttavat hitsausvirran voimakkuuden lisäksi muut valitut
hitsausparametrit kuten kaaren pituus, hitsausnopeus ja –asento sekä elektrodien
halkaisija ja laatu (elektrodit on säilytettävä oikein asianmukaisissa pakkauksissa
niiden suojaamiseksi kosteudelta).
- Hitsausominaisuudet riippuvat myös hitsauslaitteen ARC-FORCE ar vosta
(dynaaminen käyttäytyminen). Tämän parametrin voi asettaa paneelista tai se
voidaan asettaa kauko-ohjaimella 2 potentiometrilla.
- Huomaa, että korkeilla ARC-FORCE arvoilla tunkeudutaan syvemmälle ja ne
mahdollistavat hitsauksen missä tahansa asennossa yleensä emäksisillä
elektrodeilla, matalilla ARC-FORCE arvoilla on mahdollinen pehmeämpi ja
roiskeeton kaari yleensä rutiilipäällysteisillä elektrodeilla.
Lisäksi hitsauslaite on varustettu HOT START ja ANTI STICK laitteistoilla, jotka
takaavat helpon käynnistyksen ja estävät elektrodin liimautumisen kappaleeseen.
- 40 -





