Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































samt tungmetaller såsom kobber, nikkel, titanium og legeringer deraf.
ADVARSEL: Stød ikke elektroden mod arbejdsstykket, da dette vil kunne skade
Til TIG-jævnstrømsvejsning med elektrode ved (-) polen anvendes der normalt en
elektroden og besværliggøre antændingen.
elektrode med 2% thorium (rødt bånd) eller elektrode med 2% cerium (gråt bånd).
- Så snart lysbuen er antændt, skal man forsøge at holde elektroden i en afstand fra
Tungstenelektroden skal spidses aksialt med slibestenen, som vist på
FIG. L
, hvorved
arbejdsstykket, som svarer til tykkelsen af den elektrode, der benyttes. Hold denne
man skal sørge for, at spidsen er fuldstændig koncentrisk for at undgå udsvingninger i
afstand så nøjagtig som muligt under svejsningen. Husk at vinklen på elektroden, når
lysbuen. Det er vigtigt, at slibningen foretages i elektrodens længderetning. Dette
den fremføres, skal være på 20-30 grader.
arbejde skal gentages med jævne mellemrum, alt efter elektrodens anvendelse og
- Ved afslutningen af svejsevulsten, skal man føre elektroden lidt tilbage for at fylde
slidtilstand, samt hvis den ved et hændeligt uheld kontamineres, oxyderes eller
svejsekrateret, hvorefter man hurtigt løfter elektroden fra svejsesøen for at slukke for
anvendes forkert. Ved TIG jævnstrømsvejsning er 2-tids- (2T) og 4-tidsdrift (4T) mulig.
lysbuen
(KARAKTERISTIK AF SVEJSEVULSTE - FIG.N)
6.1.3 TIG-vekselstrømsvejsning
Denne slags svejsning gør det muligt at svejse på metaller såsom aluminium og
7. VEDLIGEHOLDELSE
magnesium, der danner et beskyttende, isolerende oxidlag på deres overflade. Hvis
_____________________________________________________________________________________________________________________
strømmens polaritet inverteres, kan man ”bryde” det øverste oxidlag ved hjælp af
“ionsandblæsning” Spændingen er skiftevis positiv (EP) og negativ (EN) på
GIV AGT! FØR DER FORETAGES VEDLIGEHOLDELSE, SKAL MAN
tungstenelektroden. I løbet af EP-fasen fjernes oxidlaget fra overfladen (”rensning” eller
KONTROLLERE, OM SVEJSEMASKINEN ER SLUKKET OG FRAKOBLET
“dekapering”), hvorved smeltebadet kan dannes. I løbet af EN-fasen muliggøres
NETFORSYNINGEN.
svejsningen, eftersom varmetilførslen når maksimum. Svejsningen kan foretages
_____________________________________________________________________________________________________________________
hurtigere, eftersom det er muligt at variere balance-parametren ved vekselstrøm og
7.1 ORDINÆR VEDLIGEHOLDELSE
formindske EP strømmens varighed i videst muligt omfang.
MASKINOPERATØREN KAN UDFØRE DEN ORDINÆRE VEDLIGEHOLDELSE.
H øj e r e b a l a n c ev æ r d i e r g i ve r m u l i g h e d fo r h u r t i g e r e s ve j s n i n g , b e d r e
gennemtrængning, mere koncentreret lysbue, smallere svejsebad og begrænset
7.1.1 Brænder
ophedning af elektroden. Lavere værdier giver renere emner. Hvis balance-værdien er
- Undgå at stille brænderen og dens kabel på varme genstande; derved smelter de
for lav, udvides lysbuen og den deoxiderede del, elektroden overophedes, der dannes
isolerende materialer og brænderen gøres ubrugelig i løbet af kort tid.
en kugle på spidsen, udløsningen gøres sværere, og det gøres også sværere at rette
- Man skal med jævne mellemrum undersøge, om gasrørene og overgangsstykkerne
lysbuen. Hvis balance-værdien er for høj, bliver svejsebadet til gengæld ”snavset” og vil
er helt tætte.
fremvise mørke indeslutninger.
- Sørg for, at den valgte elektrodestrammetang, gasfordeler justeret til den anvendte
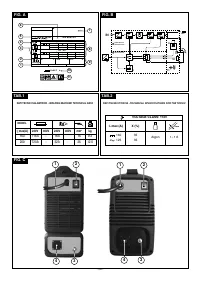
På tabellen
(TAB.
5)
sammenfattes følgerne af variationen af parametrene ved
elektrodes diameter for at undgå overophedning, dårlig gasudstrømning og dermed
vekselstrømsvejsning.
ringe drift.
Ved TIG-vekselstrømsvejsning er 2-tids- (2T) og 4-tidsdrift (4T) mulig.
- Før hver anvendelse skal man kontrollere, om brænderens endedele er slidte og
Iøvrigt gælder anvisningerne vedrørende svejseproceduren.
monteret korrekt: dyse, elektrode, elektrodestrammetang, gasfordeler.
På tabellen
(TAB. 4)
vises de vejledende data for svejsning på aluminium; den mest
velegnede elektrodetype er ren tungstenelektrode (grønt bånd).
7.2 EKSTRAORDINÆR VEDLIGEHOLDELSE
D E N E K S T R AO R D I N Æ R E V E D L I G E H O L D E L S E M Å U D E L U K K E N D E
6.1.4 Fremgangsmåde
FORETAGES AF ERFARNE MEDARBEJDERE ELLER MEDARBEJDERE MED
- Stil svejsestrømmen på den ønskede værdi ved hjælp af drejeknappen; tilpas den
DEN FORNØDNE VIDEN PÅ EL- OG MEKANIKOMRÅDET.
eventuelt under svejsningen på grundlag af den påkrævede varmetilførsel.
_____________________________________________________________________________________________________________________
- Tryk på brænderens knap, og kontrollér gasudstrømningen fra brænderen; justér om
nødvendigt GASFORSTRØMNINGS- og GASEFETRSTRØMNINGStiden. Disse
GIV AGT! FØR MAN FJERNER SVEJSEMASKINENS PANELER FOR AT FÅ
tider skal reguleres på grundlag af driftsbetingelserne, det er særligt vigtigt at sikre, at
ADGANG TIL DENS INDRE, SKAL MAN KONTROLLERE, OM SVEJSEMASKINEN
gasefterstrømningen giver elektroden og svejsebadet mulighed for at køle af ved
ER SLUKKET OG FRAKOBLET NETFORSYNINGEN.
slutningen af svejsningen, uden at de kommer i kontakt med den omgivende luft
Hvis der foretages eftersyn inde i svejsemaskinen, mens den tilføres spænding,
(oxidering og kontaminering).
er der fare for alvorlige elektriske stød ved direkte kontakt med dele under
TIG-tilstand med 2T-forløb:
spænding og/eller læsioner ved direkte kontakt med dele i bevægelse.
- Tryk brænderens knap helt i bund (P.T.), udløs lysbuen, og oprethold en afstand på 2-
_____________________________________________________________________________________________________________________
3 mm fra arbejdsemnet.
- Svejsningen afbrydes ved at slippe brænderens knap, hvorved strømmen gradvist
- Man skal med jævne mellemrum, og under alle omstændigheder afhængigt af
annulleres (såfremt funktionen SLUTRAMPE er tilkoblet) eller lysbuen straks
anvendelsen og hvor støvet der er i omgivelserne, kontrollere svejsemaskinen
slukkes med efterfølgende gasefterstrømning.
indvendigt og fjerne støvet fra de elektroniske printkort vha. en meget blød børste
TIG-tilstand med 4T-forløb:
eller egnede opløsningsmidler.
-
Første gang der trykkes på knappen, udløses lysbuen med en I
-
strøm. Når
- Benyt lejligheden til at undersøge, om de elektriske forbindelser er ordentligt
Start
knappen slippes, stiger strømmen til svejsestrømmens værdi; denne værdi
spændte samt om kablernes isolering er defekt.
opretholdes, selvom knappen slippes. Når der trykkes på knappen igen, falder
- Når disse operationer er udført, skal man påmontere svejsemaskinens paneler igen
strømmen ifølge funktionen SLUTRAMPE til I
- strøm. Sidstnævnte opretholdes,
og stramme fastgøringsskruerne fuldstændigt.
minima
i n d t i l k n a p p e n s l i p p e s , h v o r v e d s v e j s e p r o c e s s e n a f s l u t t e s o g
- Man skal under alle omstændigheder undlade at foretage svejsninger, mens
GASTEFTERSTRØMNINGsfasen begynder. Hvis knappen derimod slippes under
svejsemaskinen er åben.
f u n k t i o n e n S L U T R A M P E , a f s l u t t e s s v e j s e p r o c e s s e n s t r a k s o g
GASTEFTERSTRØMNINGsfasen begynder.
TIG-tilstand med 4T-forløb og BI-LEVEL:
8. FEJLFINDING
- Første gang der trykkes på knappen, udløses lysbuen med en I
-
strøm. Når
Start
FOR AT UNDGÅ DÅRLIG FUNKTIONERING SKAL MAN INDEN DER TILKALDES
knappen slippes, stiger strømmen til svejsestrømmens værdi; denne værdi
TEKNISK ASSISTANCE UDFØRE FØLGENDE UNDERSØGELSER:
opretholdes, selvom knappen slippes. Hver gang der trykkes på knappen (der skal
- Undersøg at svejsespændingen er korrekt til den elektrodediamter der benyttes.
ikke gå ret lang tid mellem når man trykker på knappen og slipper den igen), varierer
- Check at lampen lyser, når hovedkontakten er på ON. Hvis dette ikke er tilfældet, skal
strømmen mellem den værdi, der er indstillet i parametret BI-LEVEL I og værdien for
1
problemet lokaliseres på hovedforsyningen (ledninger, stik, udtag, sikringer osv.).
hovedstrømmen I
.
2
- Den gule lampe, der viser, at varmesikringen til beskyttelse mod for høj eller for lav
Hvis knappen holdes nede i lang tid, går strømmen ned til I
. Sidstnævnte
minima
spænding eller kortslutning er i gang, lyser.
opretholdes, indtil knappen slippes, hvorved svejseprocessen afsluttes og
- Nominalintermittensforholdet er overholdt; hvis termostaten går i gang, skal man
GASTEFTERSTRØMNINGsfasen
(FIG. M)
begynder. Hvis knappen derimod
vente, til maskinen køler af af sig selv og undersøge, om ventilatoren fungerer.
slippes under funktionen SLUTRAMPE, afsluttes svejseprocessen straks, og
- Kontrollér netspændingen: Hvis værdien er for høj eller for lav, forbliver maskinen
GASTEFTERSTRØMNINGsfasen begynder.
spærret.
- Man skal kontrollere, at der ikke er kortslutning ved maskinens udgang: i dette
6.2 MMA-SVEJSNING
tilfælde skal man rette på årsagen til forstyrrelsen.
- Det er meget vigtigt at brugeren refererer til fabrikantens anvisninger på
- Kontrollér at alle forbindelserne på svejsekredsløbet er korrekte specielt at
elektrodepakningerne. Der vil være oplysninger om den korrekte polaritet og den
spændekloen er ordentligt forbundet til arbejdsstykket uden forstyrrende materiale
bedst egnede spænding.
eller overfladebelægning (for eks. Maling).
- Svejsespændingen skal være indstillet i overensstemmelse med diameteren på
- Om den rigtige beskyttelsesgas anvendes (Argon 99,5%) - også i den rigtige
elektroden og typen af svejsesømmen: Se nedenfor nævnte spænding i forhold til
mængde.
elektrodiametrene.
ø Elektrode (mm)
Svejsespænding (A)
min.
max.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
- Brugeren skal tage i betragtning at afhængig af diameteren på elektroden skal den
største værdi benyttes ved vandrette svejsninger og den mindste værdi skal benyttes
ved lodrette og under-op svejsninger.
- Sammensvejsningens mekaniske egenskaber afhænger af den valgte strømstyrke
og de andre svejseparametre såsom lysbuens længde, udførelseshastigheden og -
stillingen, elektrodernes diameter og kvalitet (elektroderne skal opbevares korrekt,
d.v.s. på et sted uden fugt, i de særlige pakninger eller beholdere).
- Svejsningens egenskaber afhænger også af svejsemaskinens ARC-FORCE værdi
(dynamiske forholden). Denne parameter kan indstilles via panelet eller ved hjælp af
fjernstyring med 2 potentiometre.
- Der skal tages højde for, at højere ARC-FORCE værdier giver en bedre
gennemtrængning og gør det muligt at foretage svejsningen i hvilken som helst
stilling, typisk med basiske elektroder; lave ARC-FORCE værdier giver derimod en
blød bue uden sprøjt, typisk med rutile elektroder.
Svejsemaskinen er desuden forsynet med HORT START og ANTI STICK
anordningerne, der sikrer en nem start og hindrer elektroden i at klæbe sammen med
arbejdsemnet.
6.2.1 Svejseproceduren
- Hold MASKEN OP FORAN ANSIGTET og stryg spidsen af elektroden mod
arbejdsstykket, lige som man stryger en tændstik. Dette er den korrekte
antændingsmetode.
- 36 -





