Сварочное оборудование Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Если остались вопросы, задайте их в комментариях после инструкции.
"Загружаем инструкцию", означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.





































































































angliniams plienams bei sunkiesiems metalams, tokiems kaip varis, n
ikelis, titanas ir jų
6.2.1 Procesas
lydiniai.
-
Laikant apsauginę kaukę
PRIEŠ VEIDĄ
,
brūkštelėti
elektrodo galu į
virinamą gaminį
TIG suvirinimui nuolatine srove naudojant teigiamo poliaus elektrodus (-) dažniausiai
atliekant panašų judesį lyg uždegant degtuką
;
tai yra teisingiausias lanko uždegimo
yra pasirenkami 2% torio (raudonos spalvos juosta) arba 2% cerio (pilkos spalvos
būdas
.
juosta) elektrodai.
DĖMESIO
: NETRANKYTI elektrodo
į
virinamą gaminį
; taip rizikuojama
pažeisti jo
Svarbu nusmailinti volframo elektrodus šlifuoklio pagalba, ži
ūr.
PAV. L,
atkreipiant
glaistą
ir apsunkinti lanko uždegimą
.
dėmesį, kad jų sm
a
igalys būtų nepriekaištingai koncentrinis, tokiu būdu bus
- Už
degus lanką
,
stengtis išlaikyti atstumą
iki virinamo gaminio,
lygų
naudojamo
išvengiama lanko nukrypimų
.
Labai svarbu nušlifuoti elektrodą išilgine kryptimi
. Ši
elektrodo diametrui ir suvirinimo metu stengtis pastoviai
išlaikyti šį atstumą
; svarbu
operacija
turi būti
kartojama periodiškai, priklausomai nuo elektrodo naudojimo ir
prisiminti, kad elektrodo
pasvirimas judėjimo kryptimi turėtų būti
apytiksliai 20-30
susidėvėjimo,
taip pat, kai elektrodas dirbant yra atsitiktinai užteršiamas, jis oksiduojasi
laipsni
ų
.
arba buvo naudojamas netaisyklingai. TIG režime nuolatine srove yra galimas darbas 2
-
Suvirinimo siūlės pabaigoje
,
patraukti elektrodo galą
šiek tiek atgal palyginus su
taktais (2T) ir 4 taktais (4T).
judėjimo kryptimi
, virš suvirinimo kraterio
jį užpildant, greitu judesiu pakelti elektrodą
i š s u v i r i n i m o v o n e l ė s
i r u ž g e s i n t i
l a n k ą
(
S U V I R I N I M O S I Ū L Ė
S
6.1.3 TIG
suvirinimas kintamąja srove
CHARAKTERISTIKOS - PAV. N)
.
Šis suvirinimo būdas leidžia
dirbti su metalais, tokiais kaip aliuminis ir
magnis, ant kurių
paviršiaus susidaro apsauginis ir izoliacinis oksidas
.
Pakeičiant suvi
rinimo srovės
7. PRIEŽIŪRA
poliškumą, įmanoma
“perkirsti”
paviršinį oksido sluoksnį taip vadinamo “joninio
_____________________________________________________________________________________________________________________
smėliavimo”
mechanizmo pagalba.
Įtampa ant volframo elektrodo yra kintanti- teigiama
DĖMESIO
! PRIEŠ
VYKDANT BET KOKIAS PRIEŽIŪROS OPERACIJAS
,
(EP) ir neigiama (EN). EP metu oksidas yra pašalinamas nuo paviršiaus (“valymas”
ĮSITIKINTI, KAD
SUVIRINIMO APARATAS YRA IŠJUNGTAS IR ATJUNGTAS NUO
arba “beicavimas”), tai leidžia pudlinguoti. EN metu vyksta maksimalus
šiluminis
MAITINIMO TINKLO.
pasiskirstymas link virinamo gaminio, tai leidžia suvirinimą
.
Galimybė keisti balanso
_____________________________________________________________________________________________________________________
parametrą
dirbant
kintamąja srove leidžia iki minimumo sumažinti
EP
srovės laiką bei
7.1 NUOLATINĖ PRIEŽIŪRA
atlikti greitesnį suvirinimą
.
NUOLATINĖS PRIEŽIŪROS OPERACIJAS GALI ATLIKTI OPERATORIUS.
Aukštesnės balanso parametro vertės leidžia greitesnį suvirinimą
,
geresnį
įsiskverbimą
,
geriau sukoncentruotą lanką, siauresnę suvirinimo vonelę
, bei
ribotą
7.1.1
DEGIKLIO PRIEŽIŪ
RA
elektrodo įkaitimą
. M
ažesnės šio parametro vertės leidžia geresnį virinamo gaminio
-
Stengtis nepadėti
degiklio ir jo laido ant karštų gaminių
; tai gali sukelti
izoliuojančių
išvalymą
.
Per žemos balanso vertės nustatymas gali iššaukti lanko ir nuoksiduotos
medžiagų išsilydimą
bei degiklio gedimą
.
dalies išplatėjimą
,
taip pat elektrodo perkaitimą, to pasekoje
gali sukelti ir
rutulių
- Periodiškai tikrinti vamzdyno ir
dujotakių
s
tovį
.
susidarymą ant elektrodo smaigalio b
ei
apsunkinti lanko uždegimą bei pakenkti jo
-
Tiksliai sukabinti elektrodo laikymo gnybtus, dujų sklaidytuvą, kalibruotą su
kryptingumui
.
Per aukštos balanso vertės pasirinkimas gali sąlygoti
“nešvarios”,
pasirinkto skersmens elektrodu, tokiu būdu bus išvengta perkaitimo, netinkamo dujų
tamsiomis inkliuzijomis užterštos, suvirinimo vonelės susidarymą
.
pasiskirstymo ir su tuo susijusio prasto ap
arato veikimo.
L
entelėje
(LENT. 5)
yra apibendrinti suvirinimo
kintamąja srove parametrų keitimo
-
Prieš kiekvieną naudojimą patikrinti šių galinių degiklio dalių nusidėvėjimo stovį ir
padariniai
.
taisyklingą surinkimą: antgalio, elektrodo, elektrodo gnybtų, dujų sklaidytuvo.
Virinant TIG
kintamojoje srovėje
yra galimas darbas 2 taktais (2T) ir 4 taktais (4T).
Be to, galioja ir nurodymai, susiję ir su pačiu suvirinimo procesu
.
7
.
2 SPECIALIOJI PRIEŽIŪRA
Lentelėje
(LENT. 4)
yra pateikti orientaciniai duomenys aliuminio suvirinimui,
VISAS SPECIALIOSIOS PRIEŽIŪROS OPERAC
IJAS
TURI ATLIKTI TIK PATYRĘS
tinkamiausias elektrodo tipas yra gryno volframo (žalios spalvos juosta) elektrodas.
SPECIALIZUOTAS PERSONALAS ARBA ASMENYS
, KVALIFIKUOTI ELEKTROS-
MECHANIKOS SRITYJE.
6.1.4 Procesas
-
Nureguliuoti norimą suvirinimo srovės dydį rankenėlė
s pagalba; suvirinimo metu
_____________________________________________________________________________________________________________________
esant reikalui pritaikyti prie realaus reikiamo šiluminio pasiskirstymo.
-
Paspausti degiklio jungiklį patikrinant taisyklingą dujų tiekimą iš degiklio, esant
DĖMESIO
! PRIEŠ NUIMANT SUVIRINIMO APARATO ŠONINIUS SKYDUS
IR
reikalui sukalibruoti PRE GAS ir POST GAS laiką: šie laikai turi būti reguliuojami
ATLIEKANT BET KOKIAS OPERACIJAS APARATO VIDUJE, ĮSITIKINTI, KAD
pagal darbo sąlygas, ypač dujų uždelsimas turi būti toks, kad suvirinimo pabaigoje
SUVIRINIMO APARATAS YRA I
ŠJUNGTAS IR ATJUNGTAS NUO MAITINIMO
sudarytų sąlygas elektrodo ir vonelės ataušimui nesueinant į kontaktą su aplinka
TINKLO.
(oksidacija ir užteršimas).
Bet kokie patikrinimai suvirinimo aparato viduje, atliekami neatjungus įtampos,
TIG režimas su 2T seka:
dėl tiesioginio kontakto su detalėmis, kuriomis teka srovė, gali sukelti stiprų
- Nuspausti iki galo degik
lio jungiklį (P.T.), uždegti lanką ir išlaikyti 2-3mm atstumą nuo
elektros smūgį ir
/
arba sąlygoti sužeidimus dėl tiesio
ginio kontakto su
virinamo gaminio.
judančiomis dal
imis.
_____________________________________________________________________________________________________________________
-
Norint nutraukti suvirinimą, atleisti degiklio jungiklį, tokiu būdu sudaromos sąlygos
laipsniškam srovės panaikinimui (jei įjungta GALINĖ
S RAMPOS funkcija) arba
- Reguliariai (periodi
škumas priklauso nuo naudojimo dažnio ir nuo dulkių kiekio
staigiam lanko išnykimui su po to sekančiu post gas laiku.
aplinkoje) tikrinti suvirinimo aparato vidų ir labai mikštu šepečiu arba tinkamais
TIG režimas su 4T seka:
valikliais pašalinti dulkes, susikaupusias ant elektroninių plokščių.
-
Pirmasis jungiklio paspaudimas įžiebia lanką su srove I
.
Atleidus jungiklį, srovė
Start
- Esant progai patikrinti, ar elektriniai sujungimai yra gerai priverž
ti, ir ar nepažeista
didėja iki tol, kol pasiekia suvirinimo srovės dydį; ši vertė yra išlaikoma ir atleidus
laidų izoliacija
.
jungiklį. Vėl paspaudus jungiklį, srovė sumažėja pagal GALINĖS RAMPOS funkciją
-
Minėtų operacijų pabaigoje
vėl sumontuoti suvirinimo aparato šoninius skydus gerai
iki I
.
Pastarasis dydis yra išlaikomas iki tol, kol yra atleidžiamas jungiklis, tokiu
minima
prisukant varžtus
.
būdu baigiamas suvirinimo ciklas ir prasideda POST GA
S periodas.
Tuo tarpu jeigu
-
Absoliučiai vengti
vykdyti suvirinimo darbus prie atviro suvirinimo aparato.
jungiklis atleidžiamas GALINĖS RAMPOS funkcijos metu, suvirinimo ciklas
baigiamas staigiai ir prasideda POST GAS periodas.
TIG režimas su 4T ir BI-LEVEL seka:
8.
GEDIMŲ PAIE
ŠKA
-
Pirmasis jungiklio paspaudimas įžiebia lanką su srove I
. At
leidus jungiklį, srovė
NEPATENKINAMO SUVIRINIMO APARATO DARBO ATVEJU, PRIEŠ ATLIEKANT
Start
didėja iki tol, kol pasiekia suvirinimo srovės dydį; ši vertė yra išlaikoma ir atleidus
SISTEMATI
NĮ PATIKRINIMĄ AR KREIPIANTIS Į
JŪSŲ
TECHNINIO APTARNAVIMO
jungiklį. Kiekvieną kartą vėl paspaudžiant jungiklį (laikas tarp paspaudimo ir
CENTR
Ą, PATIKRINTI AR
:
atleidimo turi būti gana trumpas) srovė varijuos tarp BI-LEVEL I
parametre nustatyto
-
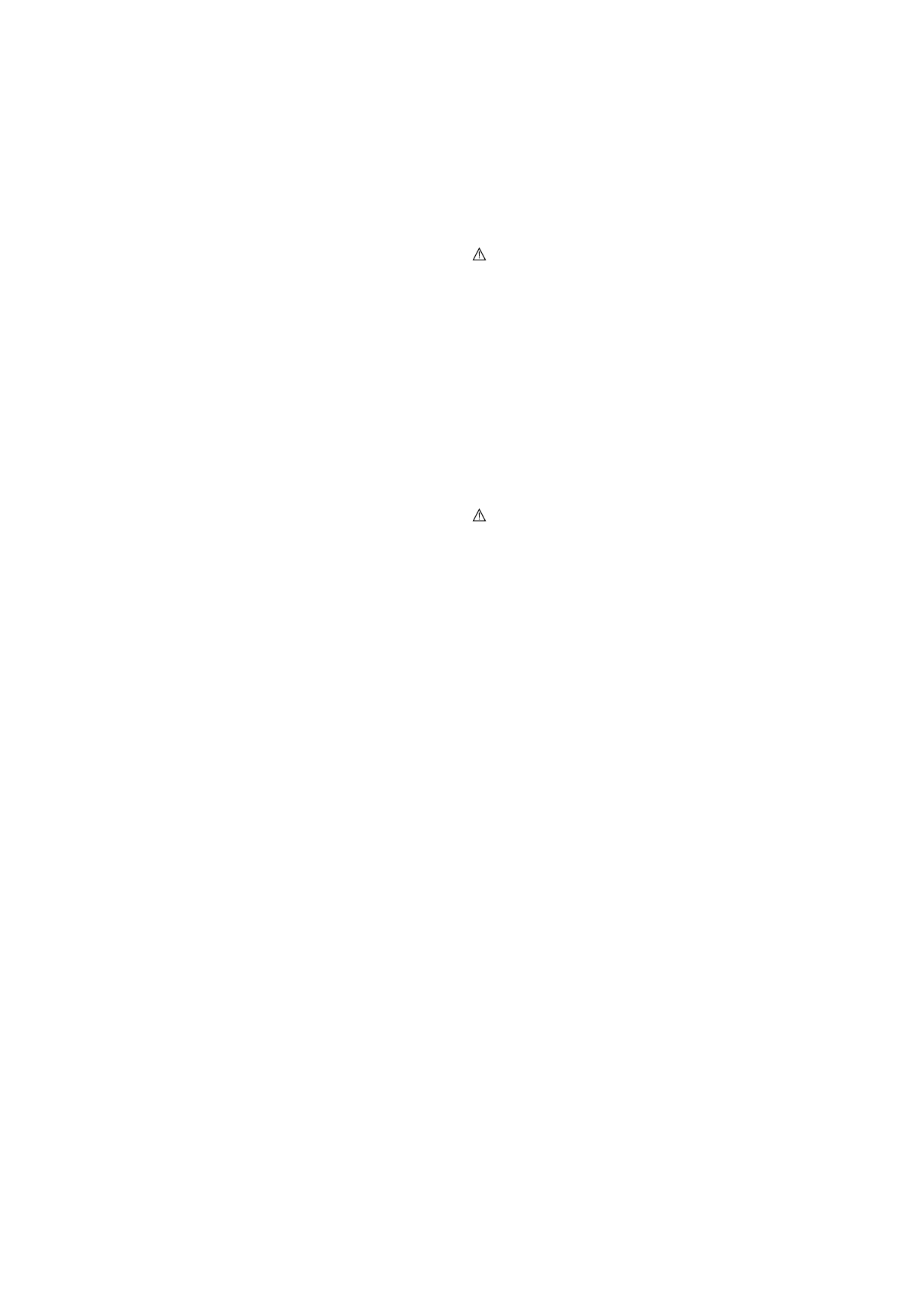
Suvirinimo srovė
, reguliuojama potenciometro pagalba pagal
graduotą skalę
1
ir pagrindinės srovės I dydžių.
(amperais)
, yra tinkama
naudojamų elektrodų diametrui ir tipui
.
2
- Pagrindiniui jungikliui esant pozicijoje ”ON”,
dega atitinkama lemputė
; priešingu
Išlaikant paspaustą mygtuką ilgesnį laiką, srovė sumažėja iki I
.
Pastarasis dydis
minima
atveju
sutrikimas paprastai susijęs su maitinimo linija
(laidai, lizdas ir/arba kištukas,
yra išlaikomas iki tol, kol yra ateidžiamas jungiklis, tokiu bū
du baigiamas suvirinimo
lydieji saugikliai, ir t.t.).
ciklas ir prasideda POST GAS periodas
(PAV. M)
.
Tuo tarpu jeigu jungiklis
- Nedega
geltonas indikatorius, nurodantis šiluminio saugiklio įsijungimą dėl per
atleidžiamas GALINĖS RAMPOS funkcijos metu,
suvirinimo ciklas baigiamas
aukštos ar per žemos įtampos arba trumpo sujungmo
.
staigiai ir prasideda POST GAS periodas.
-
Įsitikinti, kad buvo
laikomasi nominalaus apkrovimo ciklo;
šiluminio saugiklio
įsijungimo atveju,
palaukti natūralaus įrenginio atvėsimo
, patikrinti ventiliatoriaus
6.2 MMA SUVIRINIMAS
veikimą
.
- Labai svarbu vadovautis
elektrodų gamintojų
nurodymais dėl
teisingo poliškumo ir
- Patikrinti
linijos įtampą
:
jeigu jos vertė
yra per žema arba per aukšta, suvirinimo
optimalios
suvirinimo srovės
(paprastai
tokie nurodymai būna pateikti ant elektrodų
aparatas lieka užblokuotas.
pakuotės
).
-
Patikrinti, ar nėra
trumpo sujungimo suvirinimo aparato išėjimo angoje
: tokiu atveju
-
Suvirinimo srovė
turi būti reguliuojama
pagal naudojamo elektrodo
diametrą ir
pašalinti trukdžius.
pageidaujamą
suvirinimo siūlės tipą
;
žemiau pateikiami suvirinimo srovių pavyzdžiai
-
Suvirinimo kontūro sujungimai yra taisyklingi
,
ypač
, ar
įžeminimo laido gnybtas
tikrai
įvairių diametrų elektrodams
:
sujungtas su virinamu gaminiu ir
be izoliuojančių medžiagų
įsikišimo
(pavyzdžiui,
dažų
).
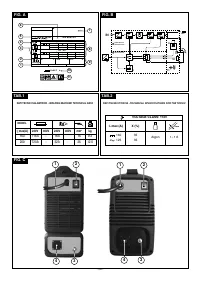
ø Elektrodas (mm)
Suvirinimo srovė
(A)
-
Naudojamos apsauginės dujos yra tinkamos
(Argonas 99,5%) ir
teisingas jų kiekis
.
min.
maks.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
-
Reikia atkreipti dėmesį į tai, kad
to paties diametro elektrodams
stipresnė srovė
parenkama vykdant horizontalius suvirinimus, tuo tarpu vertikaliems suvirinimams ar
virinant virš galvos lygio tu
ri būti parenkama žemesnė
srovės vertė
.
-
Apart pasirenkamo srovės intensyvumo, mechanines suvirinimo siūlė
s
savybes
sąlygoja ir kiti suvirinimo parametr
ai, tokie kaip lanko ilgis, darbo spartumas ir
pozicija,
elektrodų diametras ir
kokybė
(tinkamas elekt
rodų sandėliavimas:
saugoti
nuo drėgmės
ir laikyti specialiose
pakuotėse arba dėžėse
).
-
Suvirinimo savybės priklauso ir nuo suvirinimo aparato
ARC-FORCE (dinaminio
suderinimo)
reikšmių
. Šis parametras
gali būti nustatomas nuo skydo
, arba gali
būti
parenkamas nuotoliniu valdymu 2 potenc
iometrais.
-
Įsidėmėkite, kad
aukštesnės
ARC-FORCE
vertės leidžia gilesnį įsiskverbimą ir
sudaro sąlygas suvirinimui bet ko
kioje pozicijoje dažniausiai naudojant bazinius
elektrodus,
prie žemų
ARC-FORCE
verčių paprastai
naudojami rutilo elektrodai, tai
sąlygoja
minkštesnį lanką, jis būna be purslų
.
Suvirinimo aparatas, be to, yra pritaikytas ir HOT START ir ANTI STICK
į
taisams,
kurie garantuoja lengvą startą ir neleidžia elektrodui prilipti prie virinamo gaminio
.
- 88 -





